I am building a wooden clock. I bought the plans/drawings and I scanned one of the component drawings. The component on that sheet that I want to cut on my CO2 gantry is a large gear. The scanned drawing is saved as a PDF.
I imported the PDF into Lightburn and traced it. The trace ended up with double lines and a massive number of nodes to clean up and straighten out.
So for a scanned drawing, do you have any suggestions on how to manage getting it best processed for cutting. I am guessing one decent approach is to use Inkscape and morph the PDF to a SVG first? Since I am just now learning Inkscape, are there any other alternatives?
Some of the things to look at are using vector tools which simplify the design, these will reduce the node counts and likely smooth out the curves. Next look at using the offset tool in LightBurn( Inkscape probably has one too ) and offset from one of the 2 outlines the Trace tool got you such that it lands in the center of the 2 trace lines. Then delete the 2 trace lines.
It’s probably a bigger deal to do this to the gear teeth and center hole rather than the spokes where you can just pick one of the 2 trace lines and delete it.
Tracing with a “center-line” option is computationally more difficult to do. It was discussed a couple of years ago in the LightBurn forum. From what I gathered one of the few tools which handle center-line tracing well is Corel Draw which is only available on Windows thanks to a lawsuit between Microsoft and Corel over Corel Linux many years ago.
Also use a lossless file format for scanning like PNG as opposed to JPEG.
I experimented with laser cut wooden gears and was not successful. It’s been a while but accuracy is key and I could never get the hole to be perfectly centered. Slight draft on the side and burned surface also bothered me. This all assumes that you want it to function. Good luck.
I wouldn’t trust a vector path from a bitmap for something like this. Try to reproduce it in some drawing program or find someone who can provide a DXF.
@RalphU file looks very fine when I turn the gear there is no deviation of the teeth and the center point.
There is little deviation in the spokes, but it is irrelevant, in my opinion.
When I trace something I try if I can get the shape filled, it will give a single line tracing, also in Lightburn. My example is not so precis because they are converted from a screen dump, but it can be done when the original is a good quality.
I have a cnc and have built a wooden gear clock using it. I will cut some of the parts for this clock on the CNC using VCarve.
The seller of these plans doesn’t offer SVGs or anything other than paper plans for this clock I am about to build. I liked the clock and also wanted to learn some new techniques while building it.
It will be interesting to see how my CO2 laser works as compared to a CNC’d gear.
I ran across a post here somewhere by Lightburn that said they were working on it but it was difficult. I also found a post in the Inkscape forum that said it is there but I am going to have to dig deeper into learning Inkscape regardless.
I have seen his clocks. I have bought some other plans that include the files for CNC. I built one called the Magica but used my CNC spindle router to make it.
I purposely went this route we are discussing to learn how to get a scanned drawing processed into Lightburn.
One thing I found different between the CO2 and the CNC is the kerf and how perpendicular your laser is in X and Y across your build area. I have only a small 40W CO2 with a 12.5" cutting width and when I cut a grid of holes to line up with a PCB with a grid of LEDs I found out my calibration was not as exact as I’d hoped.
The PCB was exactly on 10mm centers and I ended up with ~1mm offset across the 12". You probably won’t see as much variation on small parts but with the CNC there isn’t this type of calibration to deal with as long as you trammed it well.
Doug, I am fortunate to have a Thunderlaser Nova 35 100W laser and it will cut 1/4" material with a very small kerf in one pass. If you really want to get close, you can compensate for the kerf size with an offset. I’ve made numerous focus gauges for the various heads I have and can get them very close. It is warp speed fast compared to my CNC and doesn’t have to deal with rounded corners and other details.
On way to check cut accuracy on a laser is rotate to cut part around in the cut from stock. Works well on a gear. Accurate within the width of the kerf…
Just make sure to also check that the beam goes straight down through the laser head, perpendicular to X and Y, at all 4 corners of your bed. A slight variation between mirrors 1 and 2 plus 2 and 3 can result in the beam ‘walking’ away from being straight down. Because this will effect your gears if any are large.
Deleted unwanted elements and notes on scan leaving only the gear/sprocket of interest.
Deleted spoke cutouts.
Did a bit of node editing to close some for the double lines that were open on the sprocket teeth.
Deleted the interior lines left on features.
There were hundreds of nodes on each of the features and the borders were very uneven and jagged.
The solution: Used the Edit/Optimize Selected Shape command on each of the features. That worked remarkably well and was the key to success. This capability in LightBurn is very impressive.
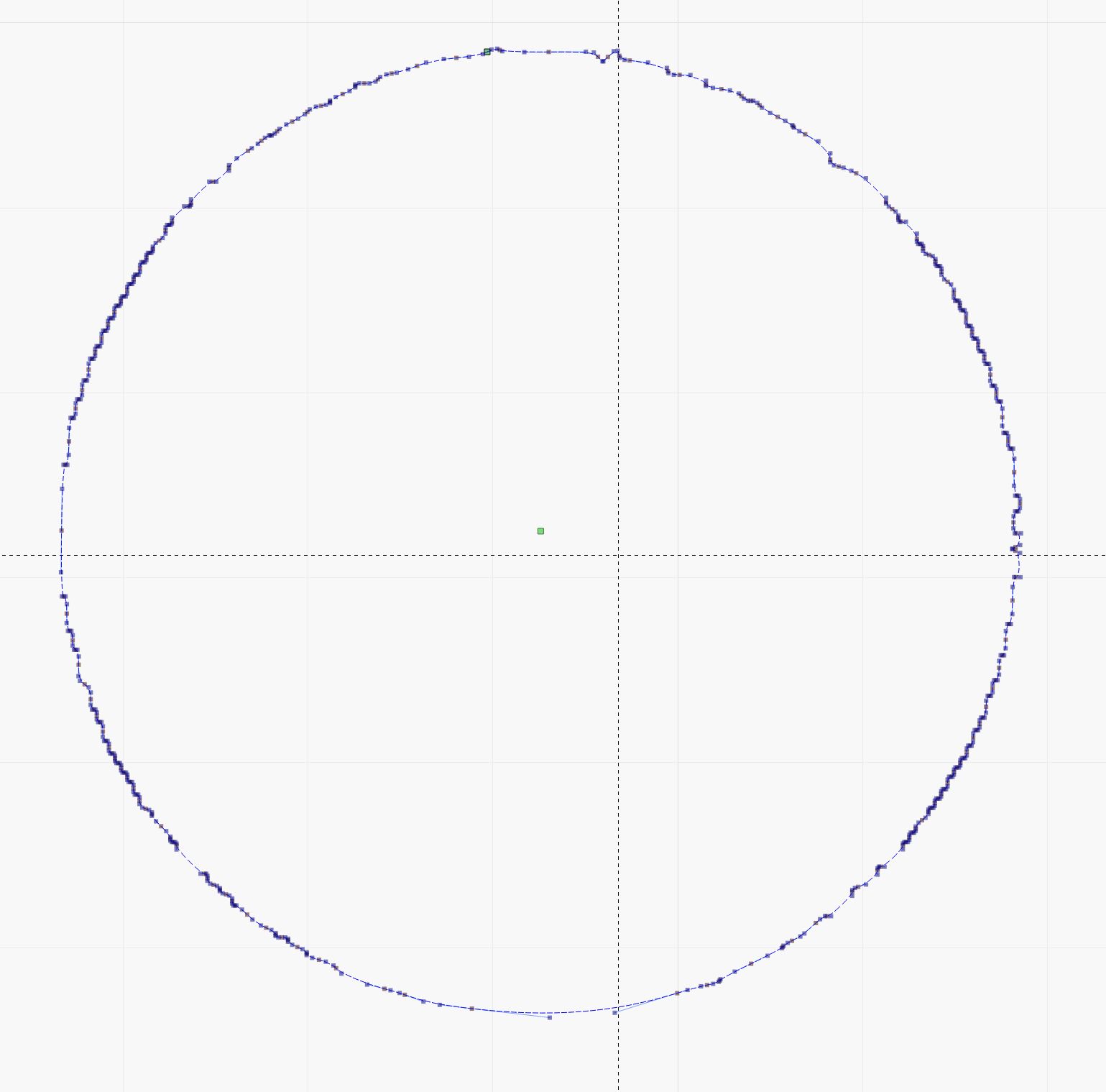
Here’s a before and after of the center hole in the gear using the Optimize Selected Shape feature.
Before - notice the saw toothed shape with hundreds of nodes:
Thanks for all the help and advice here. The process is a bit of work but goes quickly now that I know what it is. All that is left to do is to check dimensions and scale any that need adjustment.