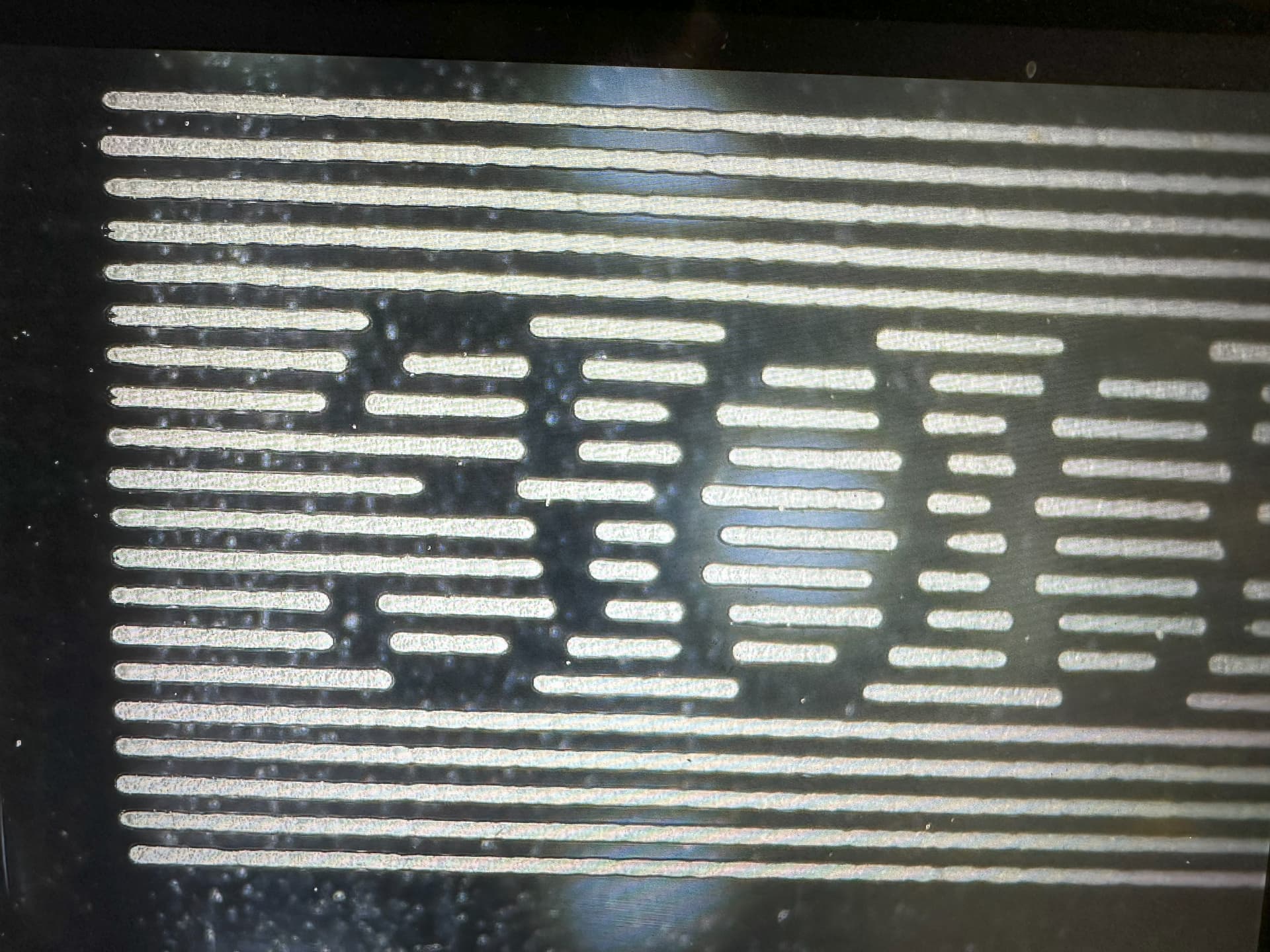
The “0” characters seem to be suffering from sampling / thresholding at that resolution, because the “3” character looks reasonable.
When the timing adjustment lines up the edges of that rectangle, the locations of other edges depend on the exact position of the pixels. The Preview simulation does not use the offset adjustment, so you can compare the ideal positions with what gets burned into the material. I think you’ll find the “0” characters are supposed to look like that.
If not, then upload screenshots of the Preview window, the offset adjustment table, and a picture of the actual results.
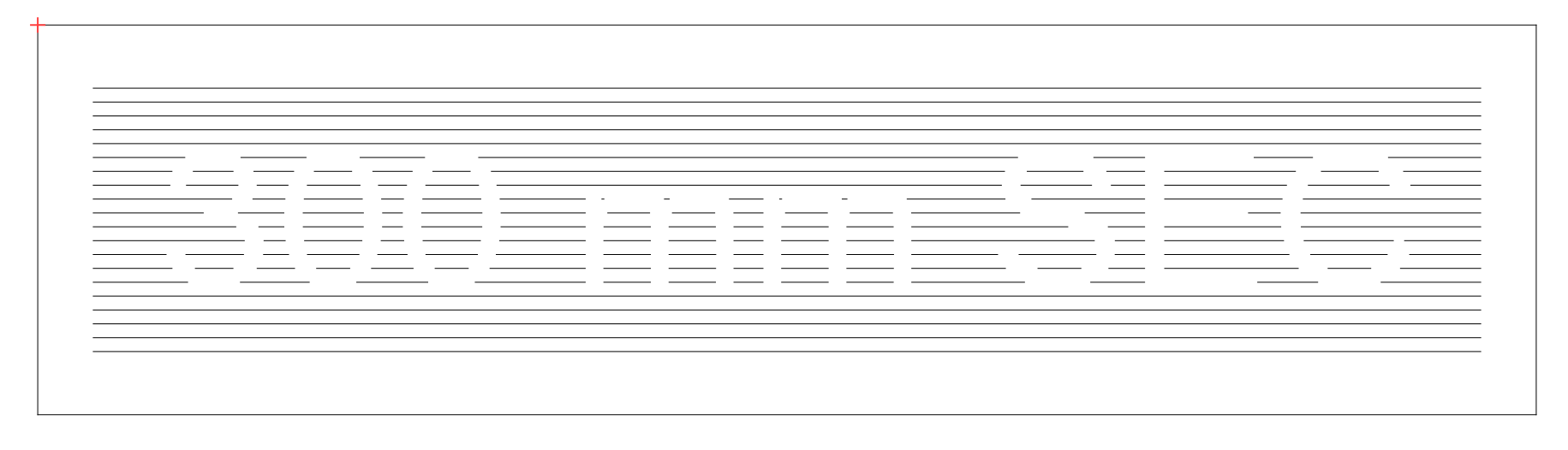
I deskewed and rescaled those images by eye: the misalignments are all mine, but they’re close enough for what follows.
Based on the size of the lines, the scan interval looks like 0.5 mm, making the characters about 5 mm tall and 3 mm wide with stroke widths under 0.5 mm.
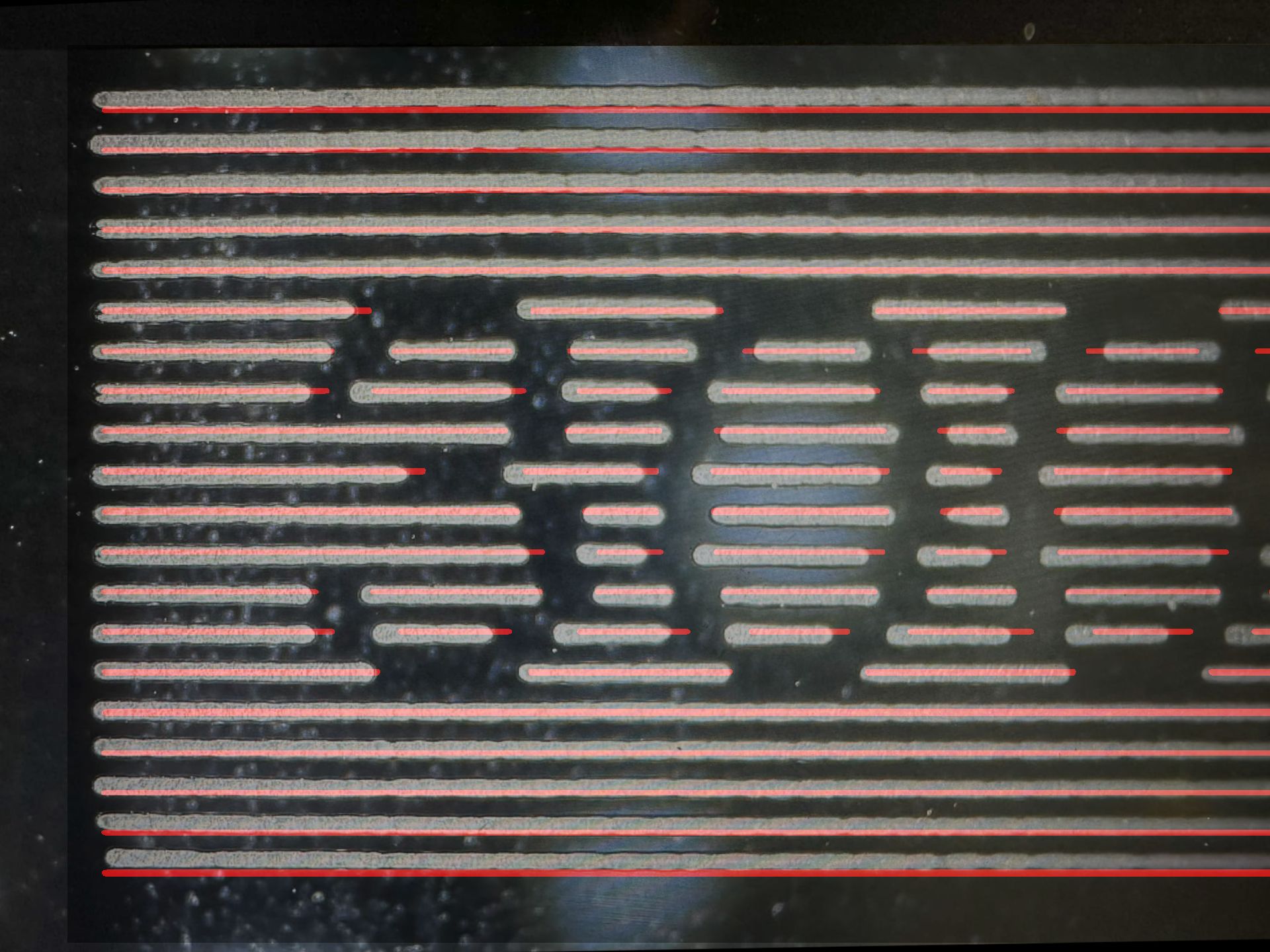
At a scanning speed of 300 mm/s, the beam moves 0.3 mm/ms. The red (ideal) lines and the white (actual) traces have endpoint offset under 0.2 mm, which means the timing error is under 1 ms. The offset errors within the characters depend on the direction and the length of the preceding burn / space and the turn-on delay differs from the turn-off delay.
The typical HV power supply response (or, sometimes, rise) time is generally quoted at 1 ms, although what that means is never clearly specified. The timing errors within the characters are well within any reasonable expectation based on a 1 ms response time.
Assuming this is the machine you’re using:
Then the letters are on the very small side of the machine’s mechanical accuracy, as well as on the ragged edge of the timing specification. Although the bullet items tout the high scanning speed, the power supply does not appear to be up to the spec required to match the machinery.
You can reduce the effect of the timing errors by reducing both the scan speed and the laser power to put about the same energy into the material, with the lower speed reducing the offset distances due to the timing. Reducing the power will bump into the minimum power at which a 100 W tube fires reliably, so the tube’s lowest power will probably determine the slowest scan speed.
Bottom line: IMO you’re looking at about the best performance you can expect from that machine.
I understand completely, I actually never do anything that small at that speed. Which now makes me wonder why I was testing that small.
I was going over the machine and checking alignment, levels, Scanning offset due to another issue that I have been experiencing trying to figure out how to improve the quality.
I had been asked to engrave some acrylic for a bar sign. The sign would be 400 mm wide and 250mm in height. 3.0mm or 4.5 mm Clear cast Acrylic.
The engraving looks great, Until i place a light source at the edge. I get these white lines, only every now and then. which at first i thought were random. But i can confirm i get them at the same points in the graphic regardless of size, placement on bed. I thought that it maybe compressor cycling or something. but i can confirm that it is not. I have been running small tests trying to figure out what it might be.
Interval variation
Power variation
Nothing Cycling, Power wise
Realigned Machine
Check Levelness of bed
Belt tensioning
I only started looking at Offset Scanning at a pinch, As i feel i have checked everything. I had done Smaller led lights in the Past. A year ago.
I dont feel its the graphic, As I have it on other Vectors graphics, Some of which I engrave for Led bases previously and never had this issue, Although quite some time ago.
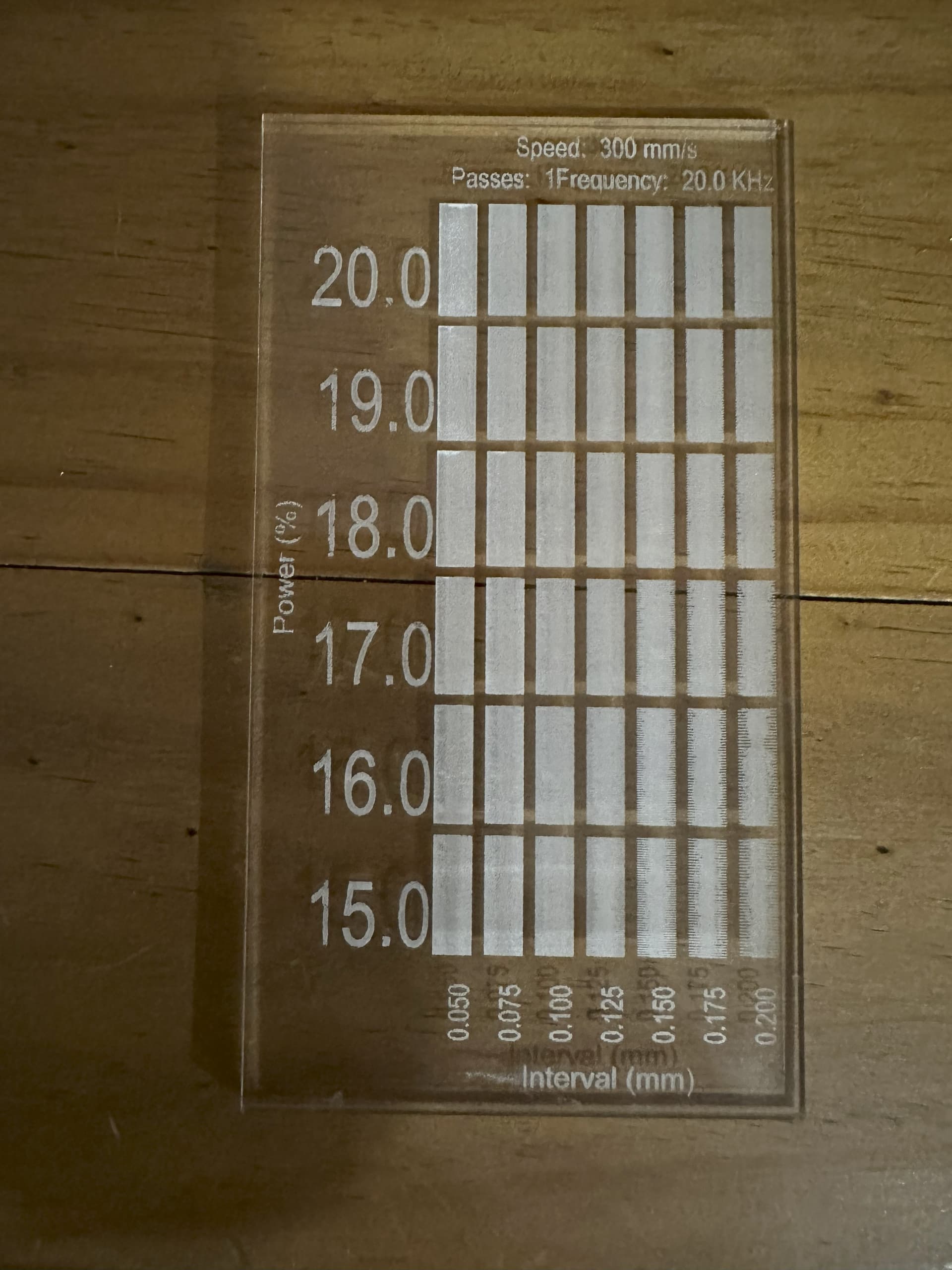
That suggests one of those gnarly problems involving the tube’s lasing characteristics. I assume the image is a simple binary conversion of a drawing, so it’s not a grayscale or dithered image, and the laser power should be constant across the entire scan line.
Your Interval Test picture shows the tube fires at 15% of the maximum power, which is probably about as low as a 100 W tube will fire. At those low power levels the tube does not conduct a steady current.
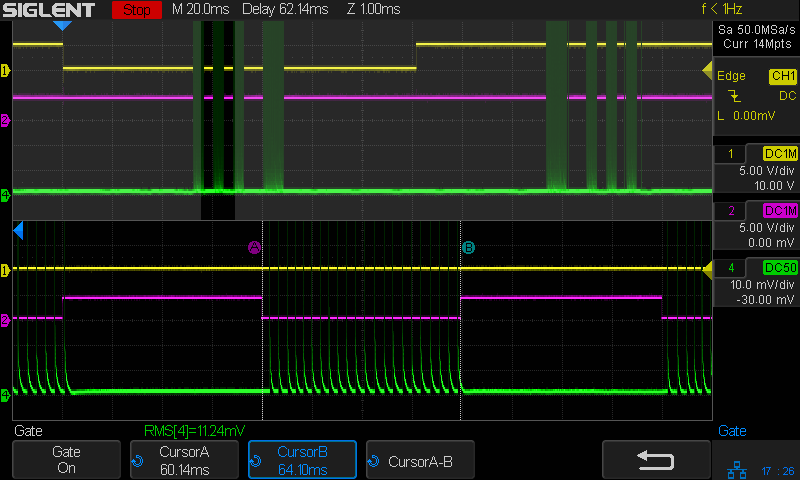
The green trace shows the tube current (at 10 mA/div) for a 10% pulse lasting 4 ms:
I also did some simpleminded optical tests showing the output light intensity pretty much follows the current, so the beam power fluctuates along with those spikes.
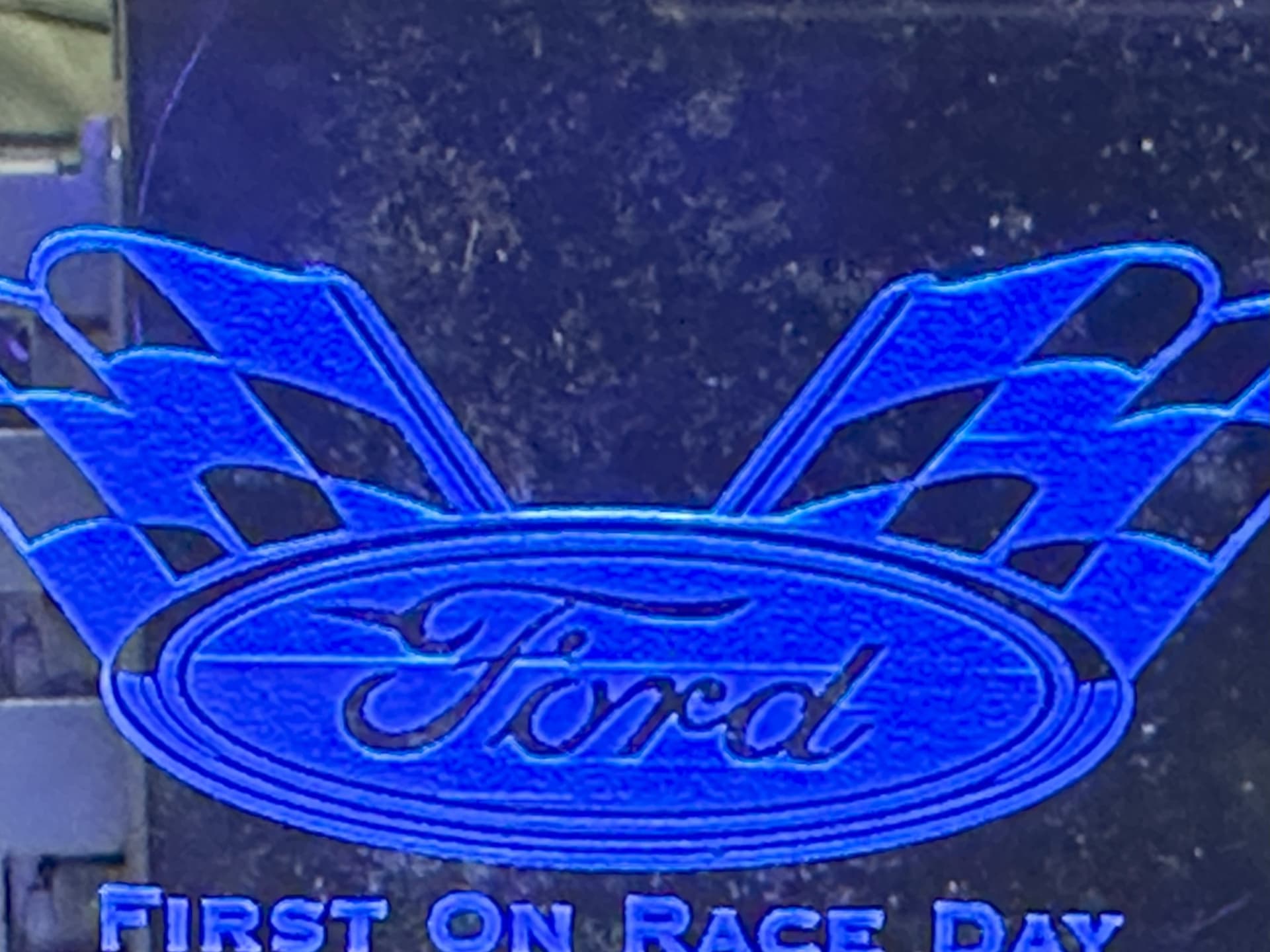
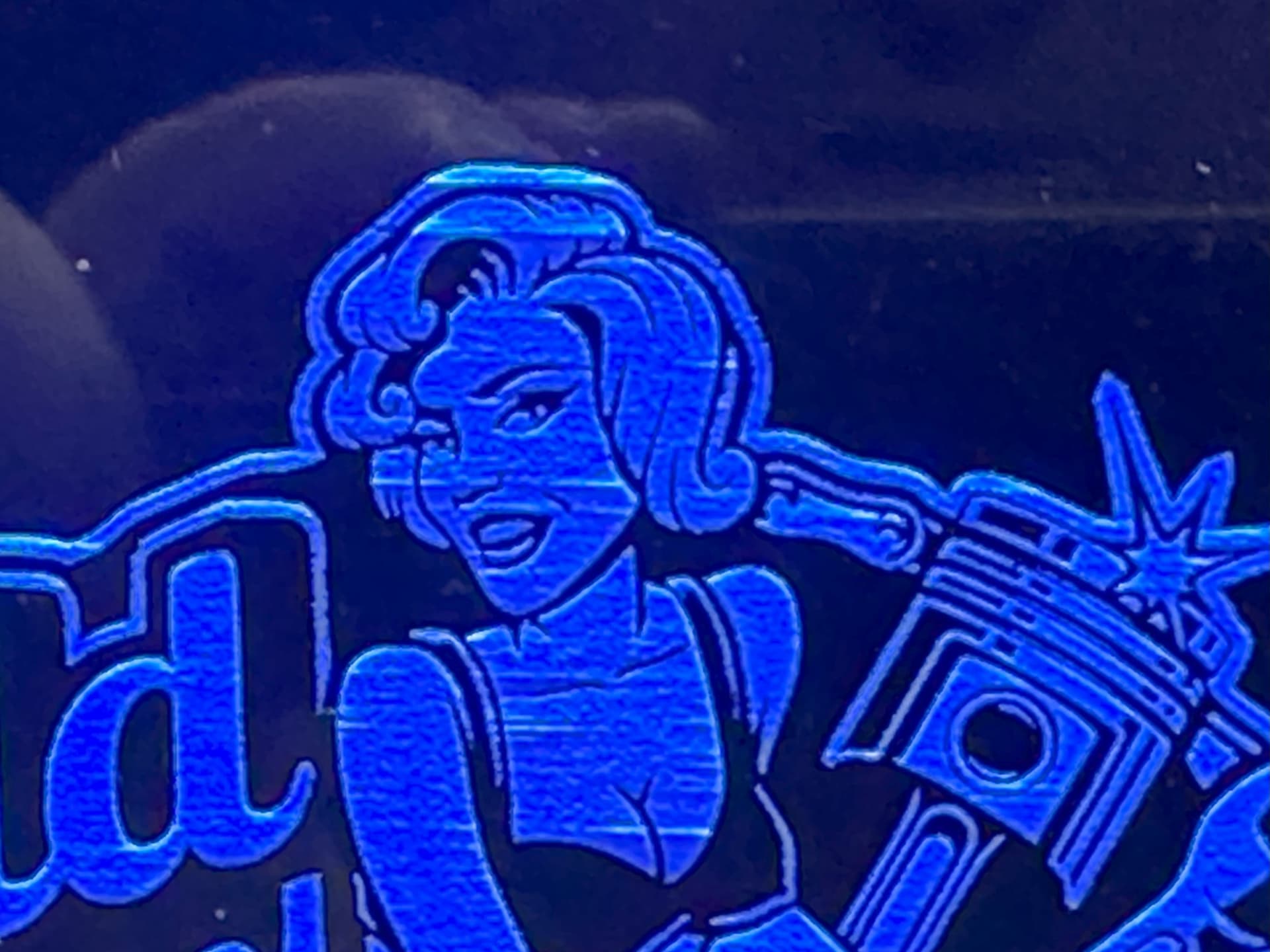
My guess: the streaks come from the laser tube current misbehaving with a combination of low average power and the exact pattern layout = on/off switching for those lines.
For example, the central streak across the Ford logo lines up neatly with the crossbar flourish in the letter F, with adjacent scans being Just Fine. There are some counterexamples, but I think that comes close to the truth.
You might be able to change the outcome by using Moah Powah at a correspondingly higher speed to put the tube in a better-behaved region, if it has one within the acrylic’s power-speed range.
Some folks recommend slightly defocusing the beam without changing the scan line spacing, which has the effect of smoothing the bottom of the engraving. In your situation, it might average out the effect of the janky lines enough to be acceptable. I have no experience, although it sounds plausible.
I tried Defocusing, A few days ago. Tried it again. Same issue even when defocusing 3mm (normally nozzle is 7mm away) So 10 mm away while I lost detail had missing thin lines. (Understandable) the problem was still there. at the same points.
I Tried at 600mm second at 22% power and while i lost some detail in the thinner areas. the issue was again still there.
I even tried a different piece of Acrylic and different thickness, But it still remained an issue.
You are correct in that it seems that most of the issue resulted after a clear area, and then the next line looks bright.
As a last resort I changed the Focusing Lens Which was new approx 5 hours of laser time ago.
And the problem disappeared. Seemed coincidental, But I have run 2 Small 80mm x 80mm at 300mm sec @ 18% power. No sign of the lines at this point.
I hope it stays away, As I just cant believe that it was a lens issue. Seems to simple and that means that the previous lens was faulty or slightly out of spec, Over heated maybe but shows no sign of any at all.
What are your thoughts, Could it have just been the lens ?
Thankyou for all your help, It has been much appreciated.
Maybe its power supply variations, I noticed that power drops from 240v to 232 sometimes. But that doesnt explain why the lines always seem to be in the same spot.
Sure sounded like you had a “laying on of hands” cure, where changing something unrelated makes the problem Go Away™.
At this point I am not only completely out of ideas, I don’t even have handwaving explanations.
The fact that the streaks depend on the pattern, although in no predictable way, suggests it’s a tube or power supply problem, but replacing those doesn’t seem worth doing on a whim and certainly not on the recommendation of some Intertubes rando.
Given how much you paid for that puppy, it would be interesting to discover what their support folks have to say on the matter. You’d spend quite a while getting them up to speed, but you’ve definitely eliminated all the usual problems and that may help cut to the chase.