Today I decided to input $RST=$
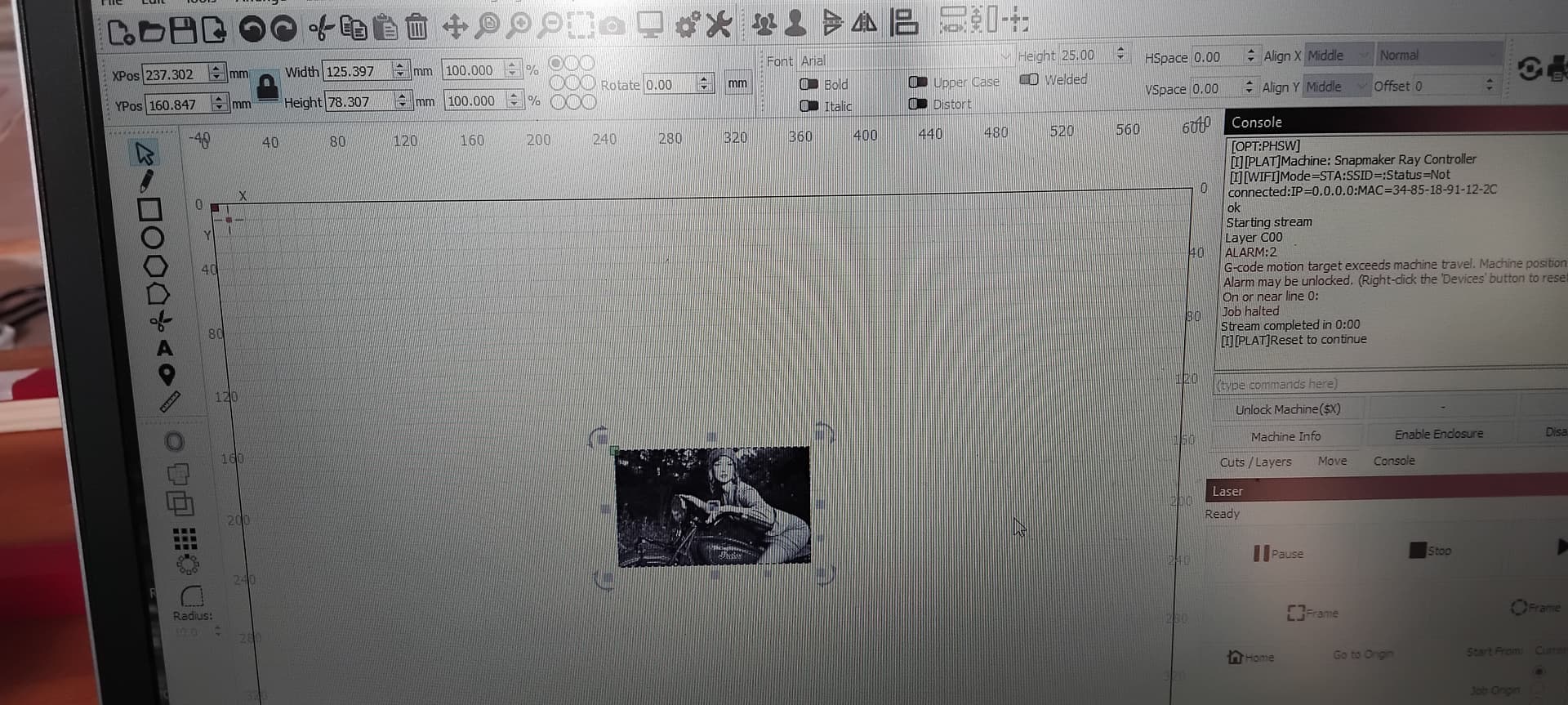
On screen, X Pos 300 & Y Pos 200 and the image I used was in the centre of the screen.
Job Origin set to top left circle.
Move Window, Get Pos = X 300 & Y 210
Move To Pos = X300 Y200
Laser Window-Start From = Current Pos.
I pressed START & module moved to front Right, and crashed into Y axis near front corner with Motor Judder…Pressed STOP.
In the Move Window, Jogged Forward ( chevron pointing down) and Gantry moved toward Back of machine.
Move button (Left pointing chevron) moves module to Left & Right pointing chevron moves module Right.
Move Pos set to X300 & Y 200..Pressed GO.
Module moved forward & Right..Juddered on Right hand Y axis.
I input to MOVE Pos, X0.00 & Y0.00…Pressed start…Moved a little bit…And began lasering.
I adjusted Power & Speed during engrave and job completed.
Because it was well out of focus, I discovered the laser dot is Narrow on X and long on the Y.
Gantry moved toward front during engrave.
The image was engraved Upside down.
Sorry, lost conection!
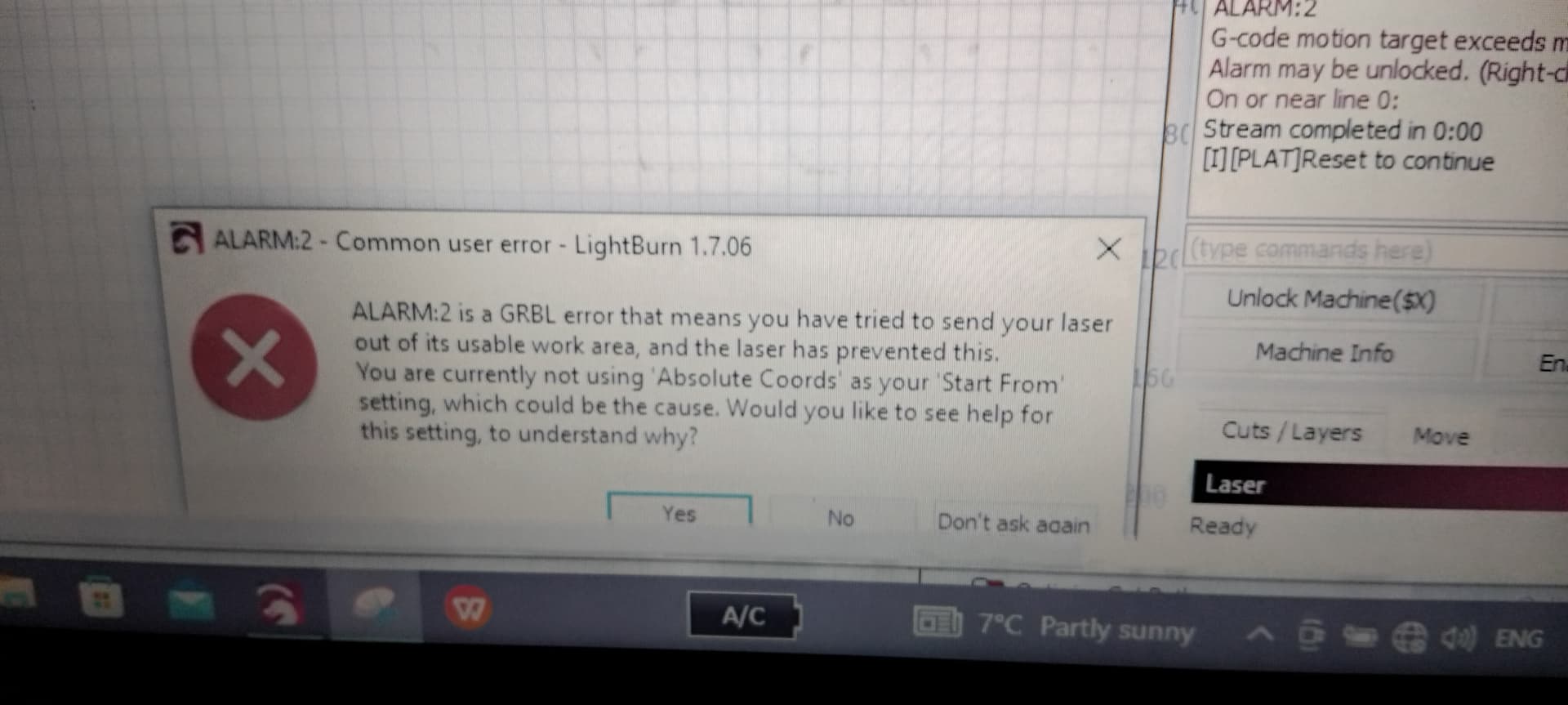
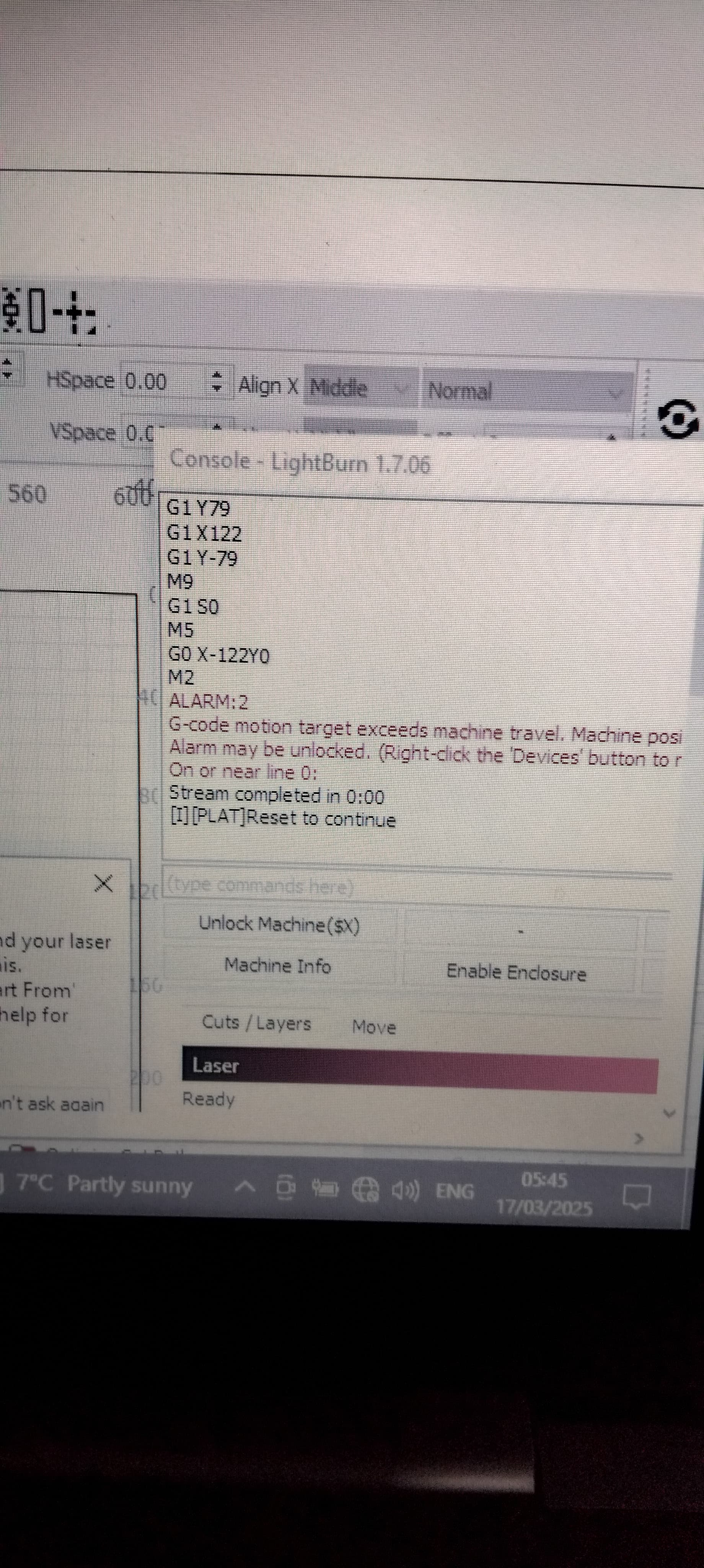
Does this info say anything about the coordinates of the control board and those of Lightburn.
No reply from Snapmaker as yet so no info on limit switches & Homing.