Hi
On my lightburn screen the numbers are reading 600 - 0 left to right, instead of 0 - 600 left to right and 0 - 400 from bottom to top, instead of the reverse.
My machine is the Snapmaker Ray with 20w module and the work area is x=600 y=400
Im using Lightburn 1.7.06
How will I go about changing this…What Doc’s should I read.
The image flipped when you changed the machine origin. Just rotate / flip it as necessary to get it back in proper orientation.
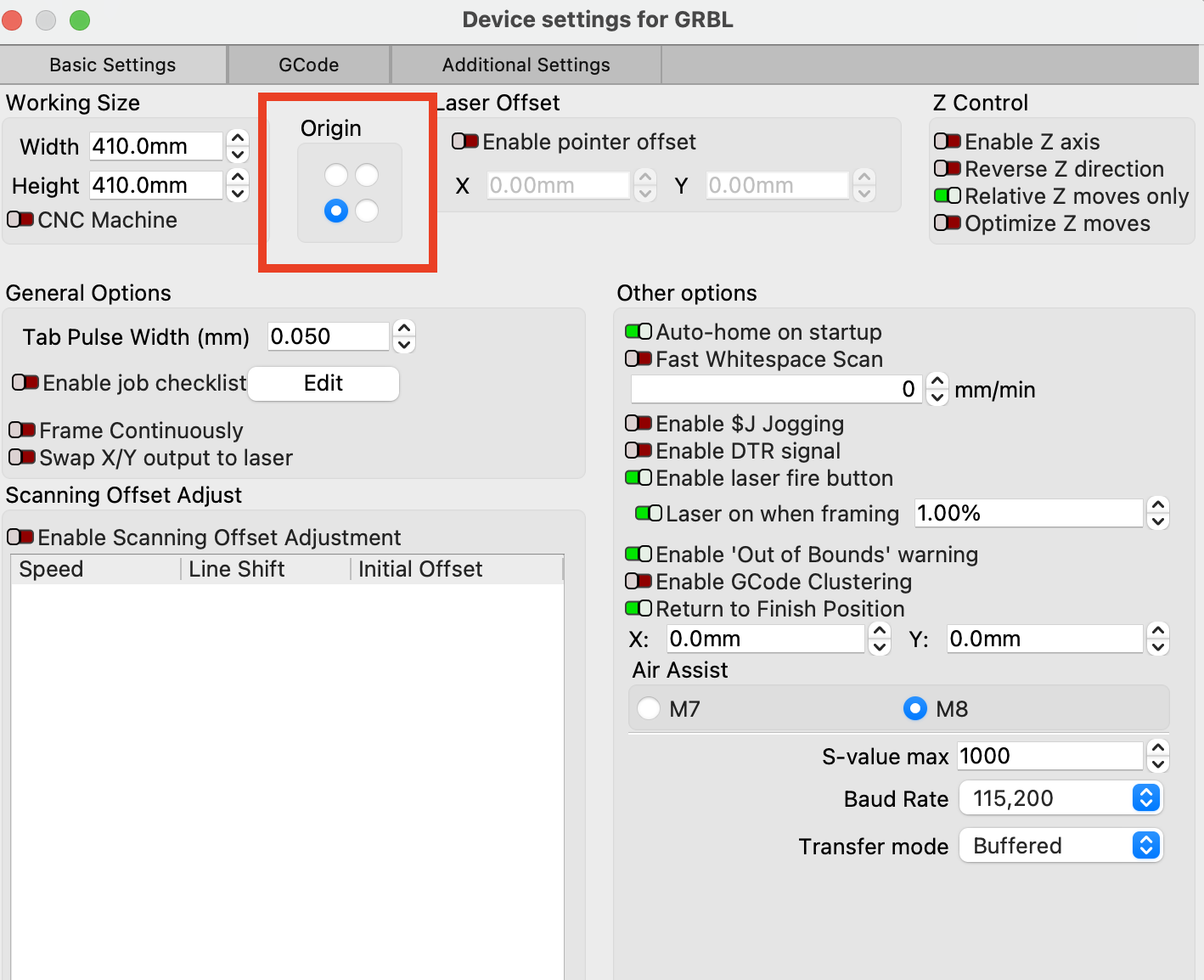
The green square is your job origin. It’s in the top left currently because you’re in Absolute Coordinates. If you choose one of the other “Start From” modes the green box moves to whatever positin you place it with the 9 dots.
This video may help your understanding of these things.
Tim
The Home position and start position is now back left (red and green squares) and coordinates numbers go from 0-600 in X and 0-400 in Y as they should.
I got the image to flip and watched your video…I manually set X&Y Pos to 0.00 and the image moved to the back left corner, and the top left of the 9 circles has the dot in it.
I tried to run the job and the console reported…as is in the screenshot.
I was able to somehow! to run this engraving yesterday but had issues beforehand…after Homing and then hitting (Start) Job halted, e
Error 9, & reports of (pull-off rate issues)…so I think I Jogged it over a bit to the right to clear the switches and it worked.(I also had Job origin in the Centre circle)
I was trying to figure out that (pull-off) thing but everything went pear shaped.
The issue I see here is your photo is right against the left edge of your work area. This does cnot allow for any overscanning. The laser has to go past the design, slow, stop, reverse and get back up to speed for the opposite direction engraving. If you open the preview window and turn on the show traversal moves checkbox you will see that the laser will extend past the working area. Move your design away from the edge and you should be fine.
See my example below. The green line is the edge of your work area and the red lines are the laser path which go past the green line. Move your project and recheck it in the preview window until it is clear of the edge.
This is a seperate issue. This means your laser is not moving far enough away from the limit switch while homing. In the console window type $$ then press enter. Look for the $27 variable. If it is only 1 or 2 change it to 3 by typing $27=3 and enter in console. Then try homing again. Your error 9 should go away.
I changed to $27=3 and ran it again…Same issue…I typed in $$ to check and it has been changed.
ok
Starting stream
Stream completed in 0:00
[I][PLAT]‘$H’|‘$X’ to unlock
error:9
G-code locked out during alarm or jog state.
Starting stream
[I][PLAT]Caution: Unlocked
Stream completed in 0:00
Starting stream
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
On or near line 18:
Stream completed in 0:00
[I][PLAT]Reset to continue
ok
[I][PLAT]‘$H’|‘$X’ to unlock
Starting stream
[I][PLAT]Caution: Unlocked
Stream completed in 0:00
$$
$0=1
$1=100
$2=0
$3=2
$4=0
$5=0
$6=0
$10=1
$11=0.006
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=1
$24=300.000
$25=3000.000
$26=250.000
$27=3.000
$30=1000.000
$31=0.000
$32=1
$100=80.000
$101=80.000
$102=100.000
$103=35.556
$104=100.000
$105=100.000
$110=30000.000
$111=12000.000
$112=1000.000
$113=3000.000
$114=1000.000
$115=1000.000
$120=2000.000
$121=200.000
$122=200.000
$123=500.000
$124=200.000
$125=200.000
$130=600.000
$131=400.000
$132=300.000
$133=3600.000
$134=300.000
$135=300.000
ok
Oh and I also shifted the image in and downward by 2 squares
I switched off the machine and back on again, Its on auto home, and when it does so the errors happen, and its also mentioning the pull-off rate.
I tried $x but nothing happened.
I am cautious of doing anything with the pulloff rate as I read Warnings/Cautions about making changes…But wondering if a copy is made beforehand then any mistakes could be undone!!
ok
Homing
E (7101) sdmmc_req: sdmmc_host_wait_for_event returned 0x107
ALARM:8
Homing fail. Cycle failed to clear limit switch when pulling off. Try increasing pull-off setting or check wiring.
No worries. When you get back we’ll take up again.
I think I got my error messages mixed up. Let’s back up a bit. Is this a new to you machine? Has it ever worked properly? Does it have limit switches and if so, in which corner?
What happens when it homes? It should go to the corner designated and stop in each direction as it contacts the limit switches, then it should slowly pull off both limit switches a little bit, 3mm in this case, then slowly move back until it contacts the switches and stops. Thi is your home position. Does it do this and are there any error messages in console after this process.
Don’t do anything wiht your design or trying to send it yet.
You may need to increase $27 even more, to 4 or 5. The controller has to see the switch open within the $27 parameter value.
Here is a detailed description on the GRBL Home cycle.
HOME
Trolley and gantry rapid move towards the switches.
When the switches are hit, the machine will stop and reverse. It may not reverse until both switches are found.
The machine will pull off the switches slowly until the switches open.
The machine will reverse back onto the switches very slowly until the switches close.
The machine will reverse and pull off the switches slowly until they open.
The controller establishes this as the Home position. It is usually shown as something very close to 0,0 as the position if the controller is set for the first quadrant. If it shows large numbers, this can be changed with the G10 command.
There is no other version of theHomecycle. If you have limit switches, this is how it should work.
If you do not have limit switches, where it powers up is the Origin. Home is a machine mechanical function. Origin is a software design position. They are not the same thing.
There is no info available for limit switches…but it does have them, although they are within the axis and not viewable.
The machine is brand new.
Homing:-
I swithed off and on again.
machine initiated…ok
Cleared the console.
Coords set to absolute.
Moved out near middle (ok to do with SM ray while on).
Pressed Home (as auto Home is off).
Module travelled toward Home (back left) and went tight into corner…Moved out (I set €27=10) and could see it clearly move.
Module did not move back into corner Home position.
I got ALARM:8
Homing fail. Cycle failed to clear limit switch when pulling off. Try increasing pull-off setting or check wiring.
ok
[I][PLAT]Check limits
[I][PLAT]‘$H’‘$X’ to unlock
Thanks Tim
Thats the logical next step. I was going to contact them yesterday but thought I’d try your,s and MikeyH’s suggestions first (thats the pulloff thing I thought was complicated…but wasn’t really). Had to figure out how to word the issue…so I’ll ask one thing at a time, starting with this Homing cycle.
Yeah, homing is controlled totally within the firmware of the device. All Lightburn does is send a command to start the process, so if it’s not working the problem is in the machine.