here are two testfiles from lasergrbl and hobbylasercutters. both slightly modified to fit on my 100x50mm anodized aluminium sheets. both devices calibrated and the test with 60% power at 200mm/min in lightburn.
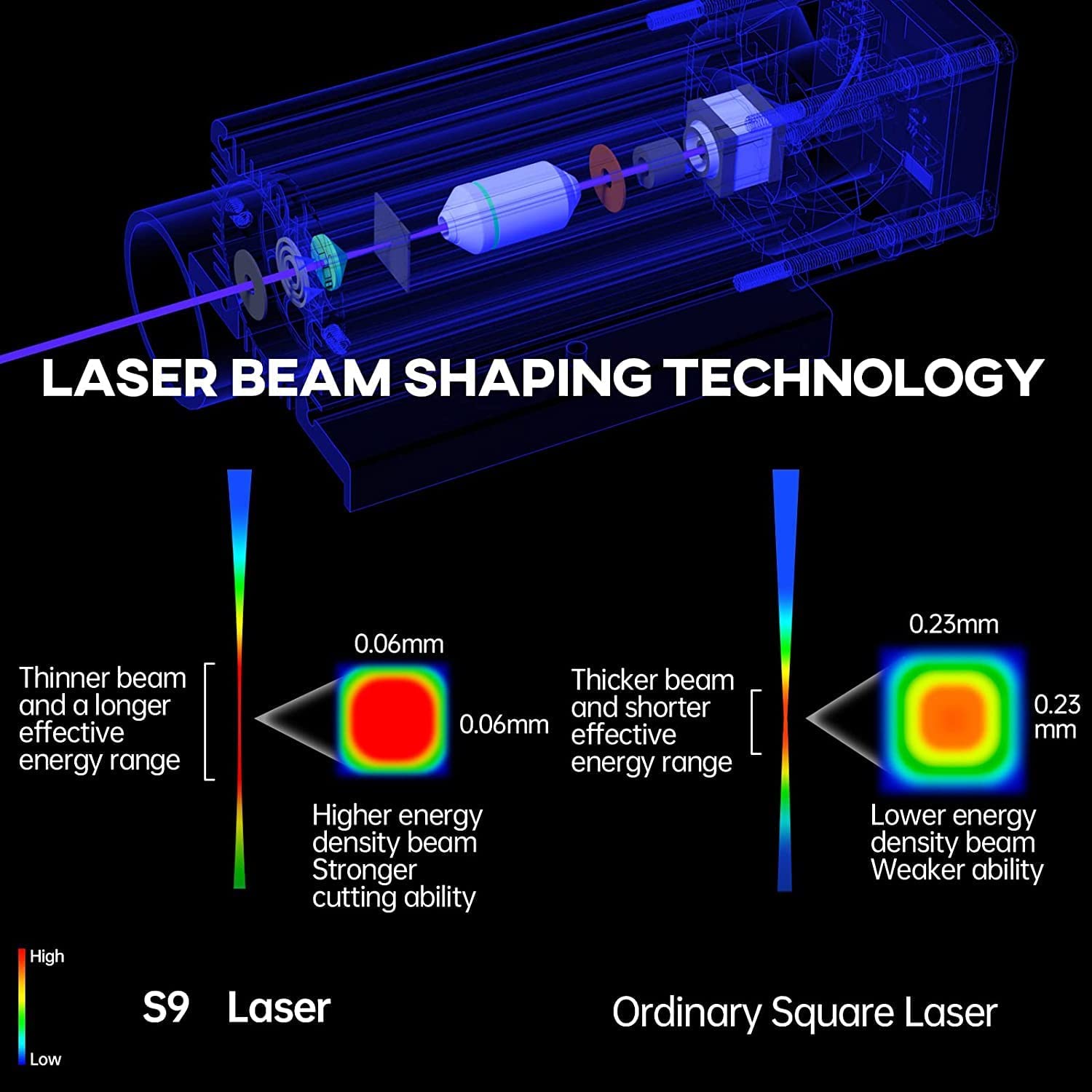
on the left a simple genmitsu 3018 prover cnc with the current 5.5 watt air-assist laser module - on the right the sculpfun s9. sculpfun advertises its laser with a square spot of 0.06x0.06mm - genmitsu also specifies a square spot but with 0.1x0.1mm.
in the scans you can clearly see that the sculpfun laser is far from being square - at least my device produces a rectangle with approx. 3-5 times longer sides. the genmitsu on the other hand keeps its advertising promise 100%. when cutting wood, the sculpfun is minimally superior to the genmitsu in my tests - especially as soon as it gets thicker than 4-5mm. however ii find the engraving shown here and also the positioning accuracy very very clearly worse in comparison to the genmitsu.
what do you think - and how does it look with your devices?
This may not change the results you get with respect to actual beam shape but it looks like the Sculpfun may be having some mechanical issues. Looks like possibly backlash as evident in the incomplete zeros.
This wouldn’t necessarily invalidate your results.
just wondered how one can advertise having a square 0.06x0.06mm spot and then be light years away from it and it actually be a rectangle with the longer sides 3-5 times as long the shorter ones.
since i cut 95% of the time and the cuts are surprisingly good and even it is not very important to me - but you can clearly see that small detailed engravings would be incomparably better with the genmitsu.
the backlash you mention and which is responsible for the inaccuracies - what would be your ideas on what exactly could be the reason?
First place I’d suggest looking at is making sure your pinion gears are properly secured to the stepper shaft. But look at all mechanical linkages and make sure there is no play between them.
This may be a QC issue. I’ve seen the S9 module produce a relatively square dot and with a very fine pitch. Unfortunately variability seems high on these which seems to hold for other manufacturers as well.
I would actually expect this to have a fairly big impact on cutting performance. S9 is supposed to have exceptionally good cutting performance especially for its power rating due to a small square dot size. Also, kerf will be inconsistent between horizontal and vertical directions.
i have already checked all these points. and it is also not due to lightburn as the results from lasergrbl do not look different
ok - then maybe I’ll write directly to sculpfun.
that was exactly what i had expected and what should be the physical consequence. in practice however the cuts are flawless in every direction - even in 12mm thick material and inward corners. a miracle …
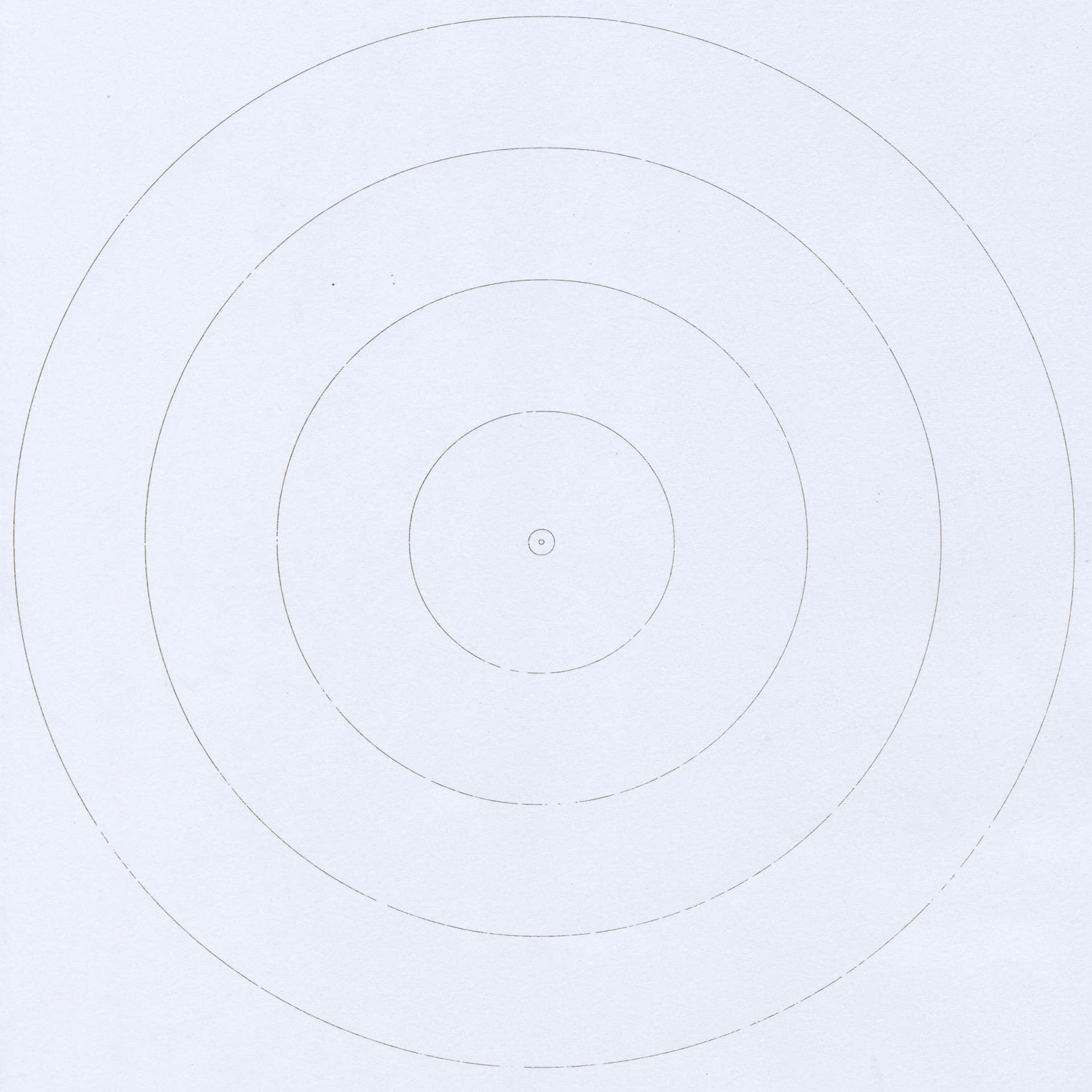
You may want to run a different test to confirm that it’s backlash. Can you try burning a large circle? Do the ends meet? If not, if you enable “Hide backlash” in Optimization Settings does that improve anything?
It may end up not being backlash but that’s what it looks like from the samples.
First of all, the S9 is advertised to have a 0.08x0.08 mm focus. Not 0.06. The new S30 5W laser modules is advertised to have 0.06. Maybe some Chineese sellers changed the description, but since I deal a lot with Sculpfun, I’m very confident, that it’s 0.08 and never has been different.
Second, I think the mechanics of the Sculpfun devices are 1) not the best in general (due to the wheel-driven mechanics) and 2) not perfectly set up from factory. You need to carefully adjust everything. Additionally, the firmware settings are also not optimized. I always recommend reducing the maximal speed and acceleration values (you may have seen this already on my page).
For reference: Guide to mechanical adjustments and maintenance - Diode Laser Wiki and Firmware Update & Settings - Diode Laser Wiki
this is the ad on amazon from the official german seller (found the same on amazon.com) 0.06x0.06mm as written by me. but even if it was 0.08mm the one edge of the rectangle would be off by about 200%. besides that it is also miles away from a square. how well that can work in practice and in the price range genmitsu shows very clearly.
I adjusted the mechanics of the s9 with precision angles during assembly and the tension of all three timing belts is also perfect. I’ll take another look at the acceleration values to see if lower values bring improvement.
but once again: in my practical use all this has zero effect. i just found it interesting to see how much cleaner the genmitsu works. for someone who does very fine engraving however this could make a big difference.
i checked all your tips on your website again on my sculpfun. it was square and also the tension of the belts and their run in the gears was perfect. the lower acceleration values only made a difference in my test at speeds above 500mm/min. but my tests posted here were only at 200mm/min anyway - so that made no difference. also the setting to the backlash made no difference.
had now also tried to rotate the file by 90 degrees - so that the x and y axis were practically swapped when lasering. surprisingly, it also made zero difference.
has one of you ever run this lasergrbl-testfile on your lasers and could post it here as a picture?
I wouldn’t call it contradictory , it’s more that you can use any of these values depending on what you want to achieve and how you are able to set up your laser. In your case, I think you know what you are doing. For most non-techie people, I recommend not using 6.000 but 5.000 mm/min as a maximum, but both will work. The value of 1000 mm/sec² is too high in my opinion, but I did not do exact tests if 500 or 250 produce better results. So both are ok for common use cases, I think. I always wanted to do “scientific” tests to check which are the real maximum values, but never found the time to do that.
I will run the test file when I’m back from holidays, I have no access to a laser right now. Maybe next week I can do it. I think I have some anodized aluminum sheets available to test.
ok. i see. and of course there is not one ‘right’ value for acceleration even if it is ‘scientifically’ determined. of course it also depends on the shape and structure size to be lasered.
have a happy vacation! and it would be great if you (and maybe some others) would show how your devices look like with this testfile. and to be honest i was less surprised by the small errors of the sculpfun s9 than by the almost unbelievable good result that this small genmitsu achieves.
cheers
tom
p.s. and after spending some time on your website i must say that this is by far the best summary about hobby-laser found on the internet
I agree. But it might be because the CNC mechanics are much more rigid than the S9 mechanics using the long rails and simple wheel-driven motion.
Thank you very much! If you find anything missing or unclear there, just let me know. Like with the acceleration values, I will check them to make it more consistent.