Hi all, this is my first post so here goes:
I have an X-carve 500x500mm, with GRBL version 1.1g.
The procedure I use to do work is:
- Switch on the X-carve
- Start Lightburn.
- Home the X-carve. The home position is at the front-left
- When it has finished homing, I select “Get Position”. where it says X= -100 Y= -150 Z= 0
- Select “Go to Origin”, and the X-carve moves to 100mm across and 150 back.
- Select “Get Position”. It now says X= 0 Y= 0 Z= 0
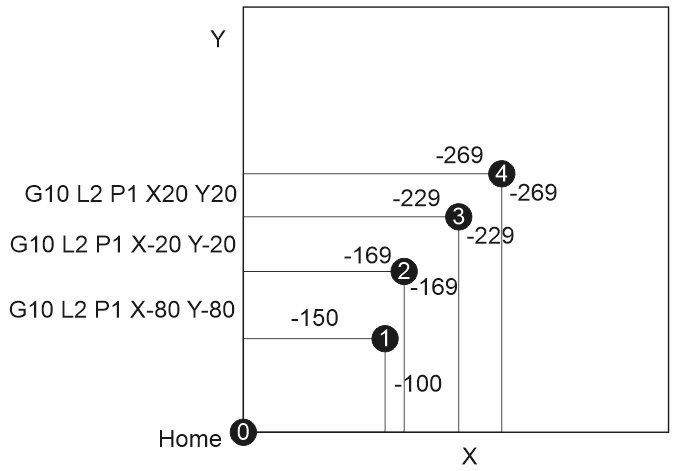
I’d like to change G54 so that when I home the machine, the origin is either the same, or to be safe a little way back and right, say X=20, Y=20
Cheers
Peter