I know how to setup cleaning passes in 3d sliced mode, but what about for general engraving cut ?
I want to clean the cut, say, every 10 passes of engraving cut. Cutting is done in about 100 passes and it slags up pretty badly and warps to heck.
Also, any way to insert a timed pause between passes to let metal cool off a bit ?
Anyone who cut stainless, what are your settings ?
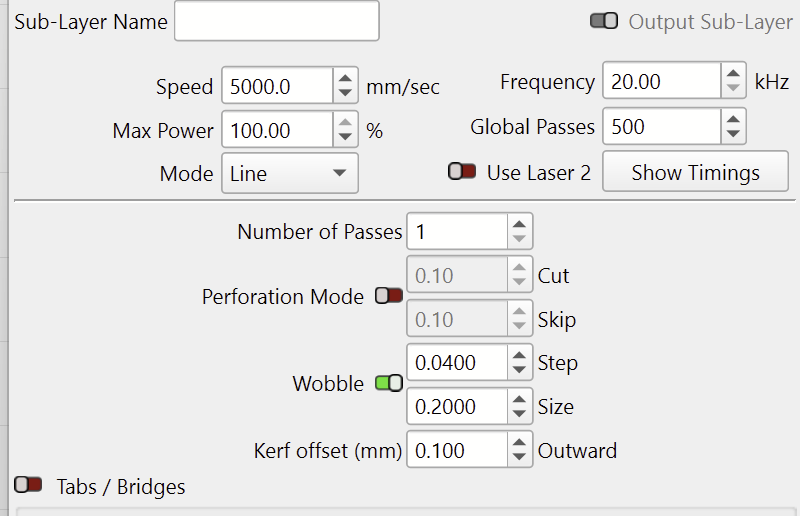
Currently my settings are 450mmps 95%pwr 55khz 200q 0.003lpi
It engraved lettering all the way through in about 110 passes, but outside cut (2mm trench around) warped the heck out of the lot by pass 70.
Dont really want to use wobble, engrave cut works very well with brass…
As for wobble, i was speaking to several much more experienced people and all of them run cuts in fill mode, as apparently you get much better edge quality. I’m yet to try wobble.
I did manage to cut that stainless out, letters engraved out fine but had to nurse the cut as it was just folding over with heat. Its very low power engrave or i need to figure out something else in regards to 1-1.2mm stainless as at the moment i cannot cut it reliably without massive deformation or insane cut times. I’m pretty sure its just my ignorance of the topic and lack of testing, which i will do coming weekend. Any advice on cutting stainless is appreciated. I think i got the brass fill cutting down more or less…
Pic below, it engraved fine, but upon cutting out perimeter it warped material between letters so now its wavy and i’d need a press to fix it…