$0=10
$1=100
$2=0
$3=3
$4=7
$5=0
$9=1
$10=511
$11=0.010
$12=0.002
$13=0
$14=2
$15=0
$16=0
$17=0
$18=0
$20=0
$21=1
$22=43
$23=3
$24=1000.0
$25=4000.0
$26=100
$27=5.000
$28=0.100
$29=0.0
$30=1000.000
$31=0.000
$32=1
$33=1000.0
$34=0.0
$35=0.0
$36=1000.0
$37=4
$39=1
$40=1
$43=1
$44=4
$45=1
$46=2
$47=0
$62=0
$63=3
$64=0
$100=80.000
$101=80.000
$102=78.390
$103=8.900
$110=36000.000
$111=36000.000
$112=2000.000
$113=36000.000
$120=1000.000
$121=1000.000
$122=500.000
$123=1000.000
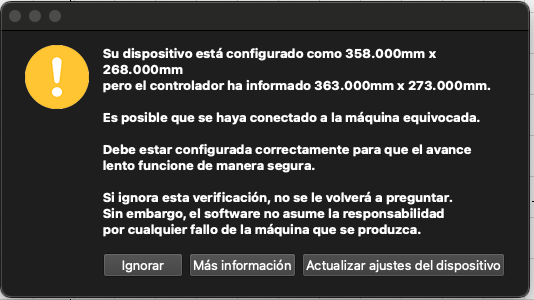
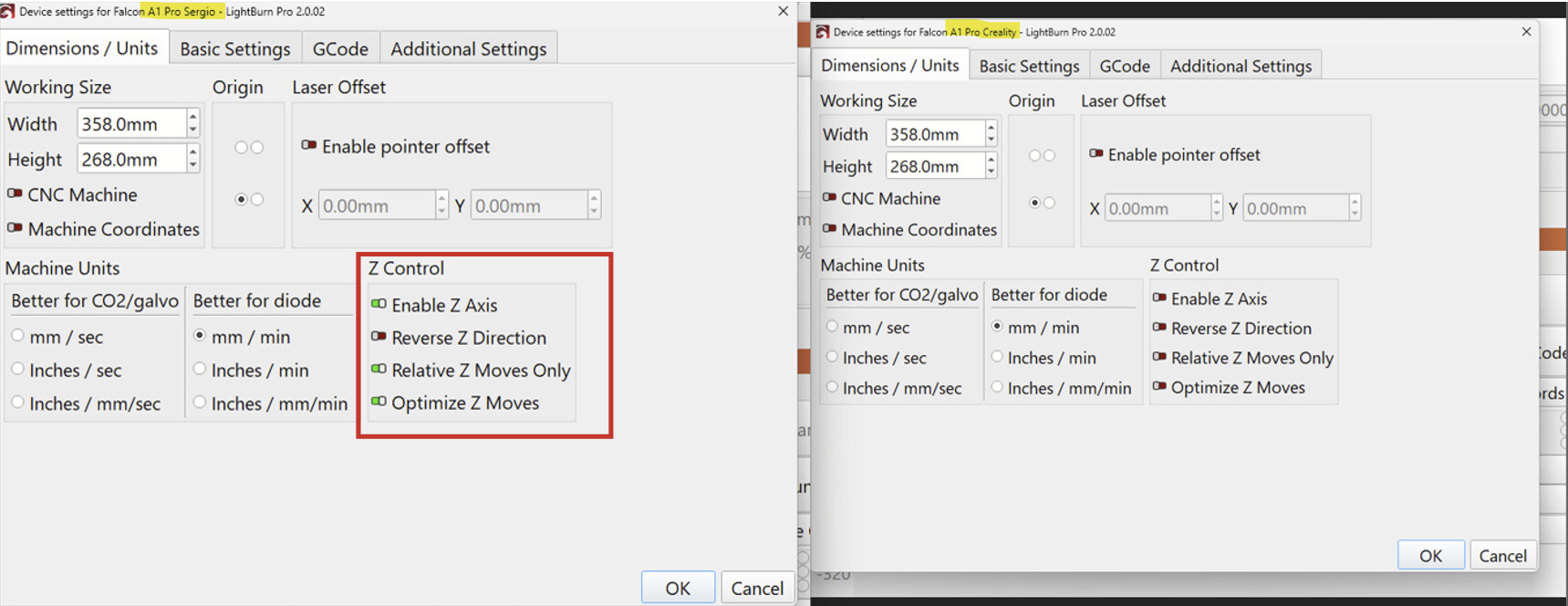
$130=363.000
$131=273.000
$132=33.000
$133=999.000
$140=1500
$141=1500
$142=1200
$143=1200
$150=16
$151=16
$152=16
$153=16
$180=1000.0
$181=1000.0
$182=1000.0
$183=1000.0
$190=4000.0
$191=4000.0
$192=4000.0
$193=4000.0
$200=22.0
$201=22.0
$202=22.0
$203=22.0
$210=50
$211=50
$212=50
$213=50
$220=22.0
$221=22.0
$222=22.0
$223=22.0
$338=15
$339=0
$341=0
$342=30.0
$343=25.0
$344=200.0
$345=200.0
$346=1
$376=0
$384=0
$398=512
$481=0
$486=0
$487=8.000
$810=5.000
$811=5.000
$812=5.000
$813=5.000
[MSG:Warning: SafeDoor Close]
GrblHAL 1.1f [‘$’ or ‘$HELP’ for help]
$I
ok
$#
$0=10
ok
ok
$1=100
ok
ok
$10=511
ok
ok
$100=80.000
ok
ok
$101=80.000
ok
ok
$102=78.390
ok
ok
$103=8.900
ok
ok
$11=0.010
ok
ok
$110=36000.000
ok
ok
$111=36000.000
ok
ok
$112=2000.000
ok
ok
$113=36000.000
ok
ok
$12=0.002
ok
ok
$120=1000.000
ok
ok
$121=1000.000
ok
ok
$122=500.000
ok
ok
$123=1000.000
ok
ok
$13=0
ok
ok
$130=363.000
ok
ok
$131=273.000
ok
ok
$132=33.000
ok
ok
$133=999.000
ok
ok
$14=2
ok
ok
$140=1500
ok
ok
$141=1500
ok
ok
$142=1200
ok
ok
$143=1200
ok
ok
$15=0
ok
ok
$150=16
ok
ok
$151=16
ok
ok
$152=16
ok
ok
$153=16
ok
ok
$16=0
ok
ok
$17=0
ok
ok
$18=0
ok
ok
$180=1000.0
ok
ok
$181=1000.0
ok
ok
$182=1000.0
ok
ok
$183=1000.0
ok
ok
$190=4000.0
ok
ok
$191=4000.0
ok
ok
$192=4000.0
ok
ok
$193=4000.0
ok
ok
$2=0
ok
ok
$20=0
ok
ok
$200=22.0
ok
o
$201=22.0
ok
ok
$202=22.0
ok
ok
$203=22.0
ok
ok
$21=1
ok
ok
$210=50
ok
ok
$211=50
ok
ok
$212=65
ok
ok
$213=50
ok
ok
$22=43
ok
ok
$220=22.0
ok
ok
$221=22.0
ok
ok
$222=22.0
ok
ok
$223=22.0
ok
ok
$23=3
ok
ok
$24=1000.0
ok
ok
$25=4000.0
ok
ok
$26=100
ok
ok
$27=5.000
ok
ok
$28=0.100
ok
ok
$29=0.0
ok
ok
$3=3
ok
ok
$30=1000.000
ok
ok
$31=0.000
ok
ok
$32=1
ok
ok
$33=1000.0
ok
ok
$338=15
ok
ok
$339=0
ok
ok
$34=0.0
ok
ok
$341=0
ok
ok
$342=30.0
ok
ok
$343=25.0
ok
ok
$344=200.0
ok
ok
$345=200.0
ok
ok
$346=1
ok
ok
$35=0.0
ok
ok
$36=1000.0
ok
ok
$37=4
ok
ok
$376=0
ok
ok
$384=0
ok
ok
$39=1
ok
ok
$398=512
ok
ok
$4=7
ok
ok
$40=1
ok
ok
$43=1
ok
ok
$44=4
ok
ok
$45=1
ok
ok
$46=2
ok
ok
$47=0
ok
ok
$481=0
ok
ok
$486=0
ok
ok
$487=8.000
ok
ok
$5=0
ok
ok
$62=0
ok
ok
$63=3
ok
ok
$64=0
ok
ok
$810=5.000
ok
ok
$811=5.000
ok
ok
$812=1.000
ok
ok
$813=5.000
ok
ok
$9=1
ok
ok
[VER:1.1f.20231005:]
[Firmware:Version v1.0.4]
[OPT:VNCZHL,512,65536,4,0]
Target buffer size found
[AXS:4:XYZA]
[NEWOPT:ENUMS,RT+,HOME,NOPROBE,REBOOT,SED,TMC=15]
El tamaño de la máquina no coincide
GrblHAL 1.1f [‘$’ or ‘$HELP’ for help]
ok
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
[VER:1.1f.20231005:]
[Firmware:Version v1.0.4]
[OPT:VNCZHL,512,65536,4,0]
Target buffer size found
[AXS:4:XYZA]
[NEWOPT:ENUMS,RT+,HOME,NOPROBE,REBOOT,SED,TMC=15]
[FIRMWARE:grblHAL]
[FREE MEMORY:14522K]
[DRIVER:Allwinner]
[CPU RATE:600000000 Hz]
[DRIVER VERSION:V1.0.0]
[DRIVER OPTIONS:V1.0.0]
[BOARD:A1 Pro Laser Master]
[MAX STEP RATE:10000000 Hz]
[BUILD:20250618205542]
[PLUGIN:Trinamic v0.12]
[KINEMATICS:CoreXY v2.02]
ok
ok
[G54:0.000,0.000,0.000,0.000]
[G55:0.000,0.000,0.000,0.000]
[G56:0.000,0.000,0.000,0.000]
[G57:0.000,0.000,0.000,0.000]
[G58:0.000,0.000,0.000,0.000]
[G59:0.000,0.000,0.000,0.000]
[G59.1:0.000,0.000,0.000,0.000]
[G59.2:0.000,0.000,0.000,0.000]
[G59.3:0.000,0.000,0.000,0.000]
[G28:0.000,0.000,0.000,0.000]
error:7
Error de lectura de EEPROM. Restablecer y restaurar a los valores predeterminados.
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0|Ov:100,100,100>
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0|WCO:0.000,0.000,0.000,0.000>
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
ok
<Idle|MPos:0.000,0.000,0.000,0.000|Bf:512,65535|FS:0,0>
ok
ok
ok