Hi, here is a gallery of some material test plates I’ve done trying to find good colors for 304 grade stainless steel. Obviously the colors do not look the same from every angle, so I’ve tried to take the photos of them looking their best under natural light. I’ve tested these colors to be stable-ish - they look relatively the same on differently polished surfaces and at different sizes. Of course your mileage may vary as this is not an exact science.
The tests were done using a MOPA JPT M7 60W laser with a F290 200x200mm lens. The hatches for all of these are bi-directional, if multiple passes are used then increment angle is 90°.
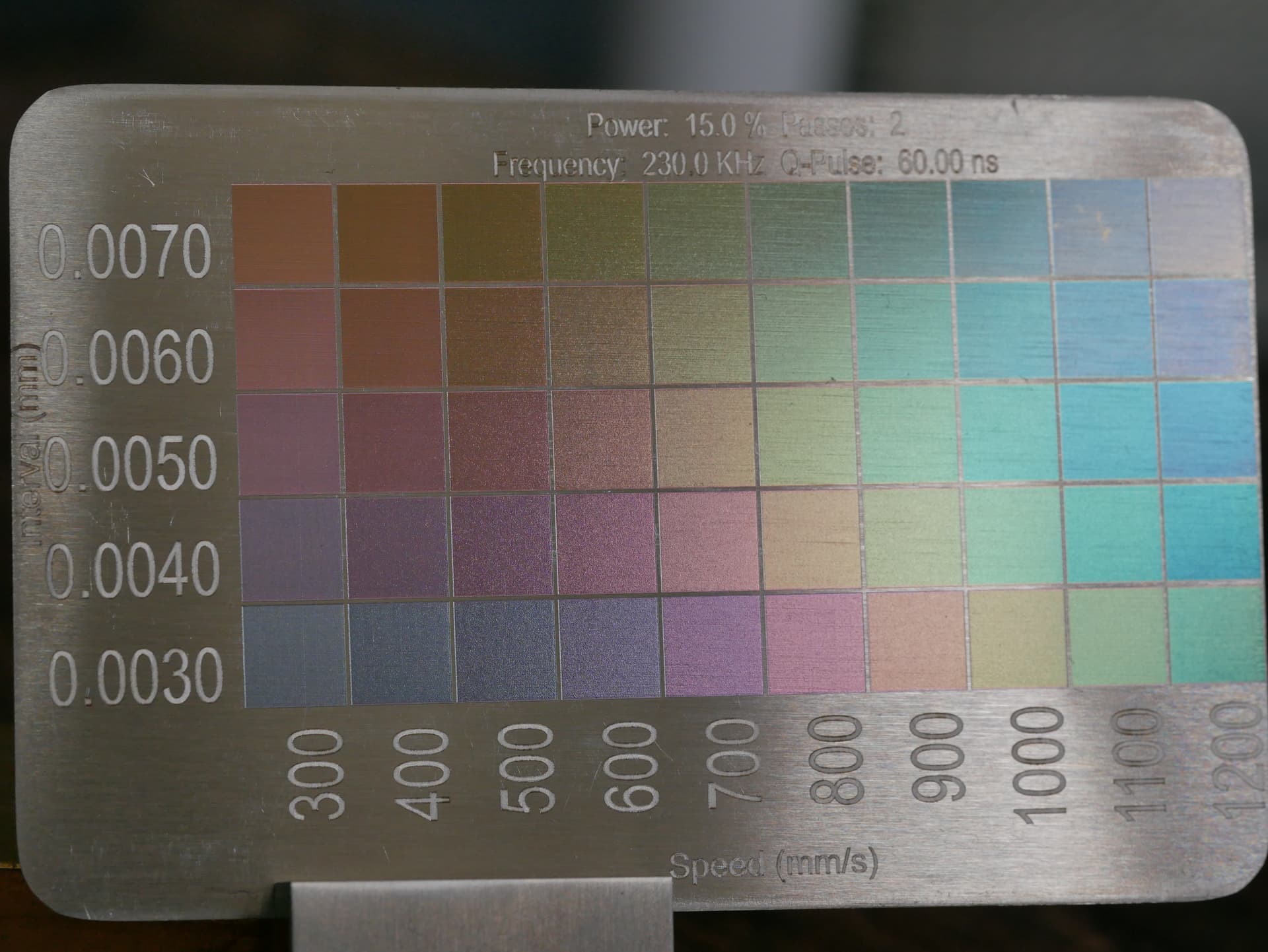
Sample of some tests, you can find all ~30 of them in the gallery linked at the start of the post:
If willing, please explain the process you take to produce this ‘stippling’ texture. Is it produced using just settings, or is this stippling done using an image?
Just the settings, I wanted to find a natural texture without resorting to an image. I did quite a lot of testing to find settings that would consistently do that, found multiple ways but this one is the most consistent so far. The first pass creates the rough texture, the second pass is the black “anneal” setting which I found on the internet. You can do a cleaning pass and some other color pass after the first one and get the same rough colored texture, but not all colors will work with it.
Here’s a quick photo of a test I just did using the color blue and the project I used:
Is there a specific reason for this or am I misinterpreting something? It appears to me, you’re running outside of the threshold frequency? I think we have the same source.
With a 60nS q-pulse the fastest pulse rate (frequency) is 110kHz, you’re running 230kHz?
A 200 nS q-pulse requires a frequency of 40kHz or lower, yours is 110kHz and 350kHz?
But not at full power. This is a chart for the max frequency you can achieve at full power. You can run it at higher frequencies with lower power. Here’s another chart which shows what max pulse frequency you can achieve:
To make it perfect, you need to add the environment temperature you did your tests at. This has an extreme influence on the results. If you change it by 5 degrees, your results will be completely different using the same settings.
The temperature in my workshop at the time I made these tests was somewhere around 18 C.
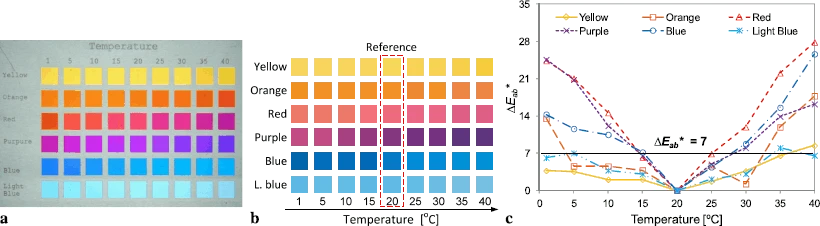
Environment temperature does not have extreme influence, at least not for most colors, you can see that in this figure from this paper on titanium coloring.
As the figure shows 40 C variation barely influences most colors. I’ve did some tests on my own by using an adjustable heating pad to raise the temperatures of the metal to >60 C before engraving and the variations were barely perceptible.
In the end you are gonna have to suck up the costs and do tests when working with this.
The tests I did using the heating pad were with 304 steel, I didn’t claim there was no variation, there is for some colors, I try to use the ones that are engraved using very small hatch sizes, are done at low speeds and/or multiple passes - these ones seems to be the most stable and have least variability due to environmental factors.
All in all be prepared to spend a lot of time and material to achieve good results with color.
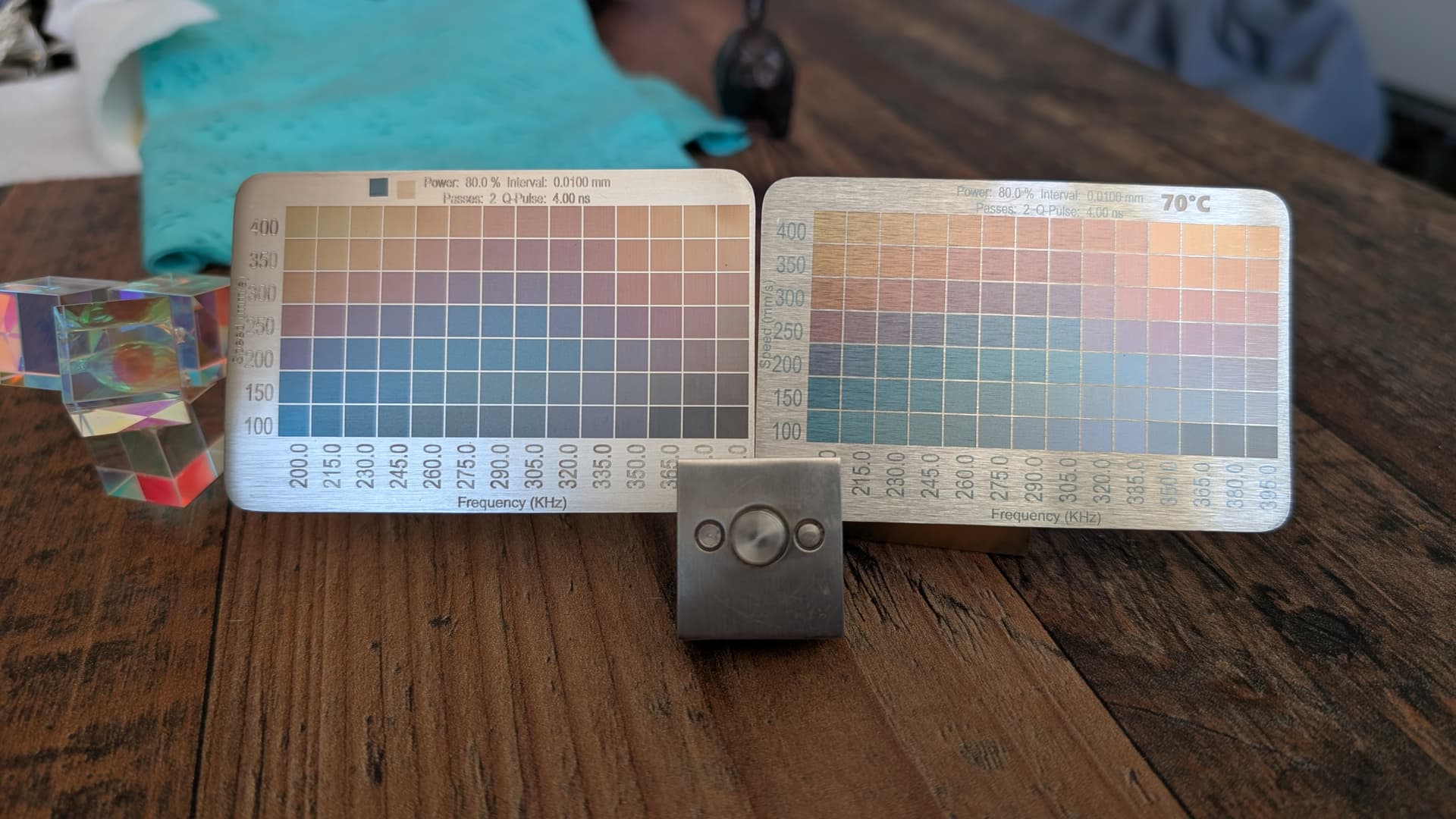
To demonstrate what I’m saying I’ve decided to do some tests. I’ve again engraved two material tests I’ve already done at around 18°C, only this time on a heating pad at 70°C. Here’s the setup, the temperature on the pad was set to 60, but the temperature sensor inside is not very accurate and it does heating cycles by heating itself to about +10 degrees it is set to, then stops heating for a while and repeats the cycle. I’ve measured the temperature using an accurate thermometer before starting to engrave, so the ambient temperature of the steel card was around 70°C during the whole engraving.
As I have noticed from my own experience, if the laser is not MOPA, then the color is greatly affected by temperature and taste and many other parameters. But when the laser emitter is MOPA, these problems are almost absent. And the color repeatability is excellent. The only thing that can change the parameters is the size of the engraved object. Sometimes you have to adjust the parameters.
“Only works on thicker material, it will burn/warp steel thinner than 1mm.” is it possible to have cooling setups on galvo lasers? ive never seen it, compressed air blasting on the plate or somthing?
Flash point of pure ethanol is 13 °C (55 °F). 20% alcohol by mass (about 25% by volume), this will occur at about 25 °C (77 °F)
Unlikely work for lasing without ignition.
Probably better than nothing, but I’ve seen a couple attempts and they both advised there isn’t enough heat transfer, confirmed by the data sheet. They were using a 30W fiber laser.
IMHO, it’s the metals heat conductivity that creates many of the issues.