I have an xTool D1 Pro and have a few projects on it which are for cutting patterns. I’d like to speed up the travel moves that are made, but I think I’m right in saying that xTool don’t allow that. That effectively seems to mean that I can engrave a line significantly faster than the travel moves that the D1 Pro makes.
Is it feasible that using the preview on Lightburn I see where it would execute travel moves, and I then go back to the pattern and create a new layer with lines where those travel moves are, which move at a higher speed? The end result would be less time waiting for travel moves to complete.
Thanks for your suggestions!

Thanks for the reply. I had understood that to be a function for engraving with image handling, not line moves - I think I tried that a while ago, but I don’t recall to be honest, so I’ll give it a spin and report back.
For reference! Device Settings - LightBurn Documentation
Well I thought I’d report back, as I’ve had success and also twigged that maybe my initial question was lacking.
I hadn’t mentioned that I’m using Lightburn to create a gcode file and then use the xtool d1 Pro offline (outside). Not sure if that’s the reason, but the fast whitespace scan setting has no effect whatsoever on the gcode - with or without = two identical files.
However, what does speed things up nicely is if I edit the gcode file that Lightburn outputs and add an ‘F’ number after the first G0 of course…! Adding F18000 there speeds up all travel moves in the file for me, and results in a 2m26s file reducing the time it takes to 2m05s, as stopwatched in both cases. So when I’m using that same file repeatedly, = yay!!!
Next question then would be: Is there a way to do the same in Lightburn and have it change the gcode file accordingly?
Thanks.
Yes with a Custom GCode device.
Post the changed gcode file so us can have a look.
Maybe not much value in posting the whole file - excerpt from the beginning pasted below. The only addition I made was the F15000 append (mis-remembered in the previous when I said F18000, I was being slightly tentative…!):
; LightBurn 1.6.00
; GRBL device profile, current position
; Bounds: X-18.3 Y-0 to X371.7 Y230
;USER START SCRIPT
M17
M106 S0
;USER START SCRIPT
G00 G17 G40 G21 G54
G91
M4
; Cut @ 6000 mm/min, 35% power
M8
G0 X23.2Y0.001F15000
; Layer Cardfold
G1 Y33S350F6000
G0 X0.5Y0.5
G1 Y42
G0 X0.5Y0.75
So I’m guessing now then that if I add G0 F18000 to my start gcode I’ll be in business…?
You could try this options first.

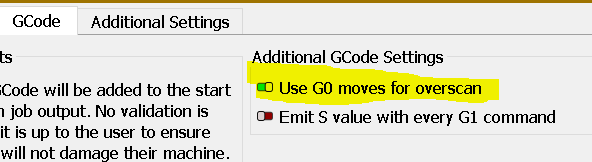
.
.
Confirm if the G0 speeds get set at F6000 after the G1 or stay at F15000.
.

I don’t know if Xtool keeps both speeds (from G0 and G1) or if it only takes the last one used.
You could draw 2 separate squares and run at 300mm/m 1% power add G0 F15000 to the GCode just to test speeds.
.
Check your Y axis max speed, If it works add G0 Fxxxxx (Y max speed) then check engraving precision.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.