I’m new to laser markers in general and lightburn, so I thank you for your patience with this question.
I have a monport (generic galvo brand) 20w IR laser detected as JCZFiber device by Lightburn. I also have the rotary chuck attached and mounted to the work plate which holds the target at a 90 degree angle to the laser (perpendicular).
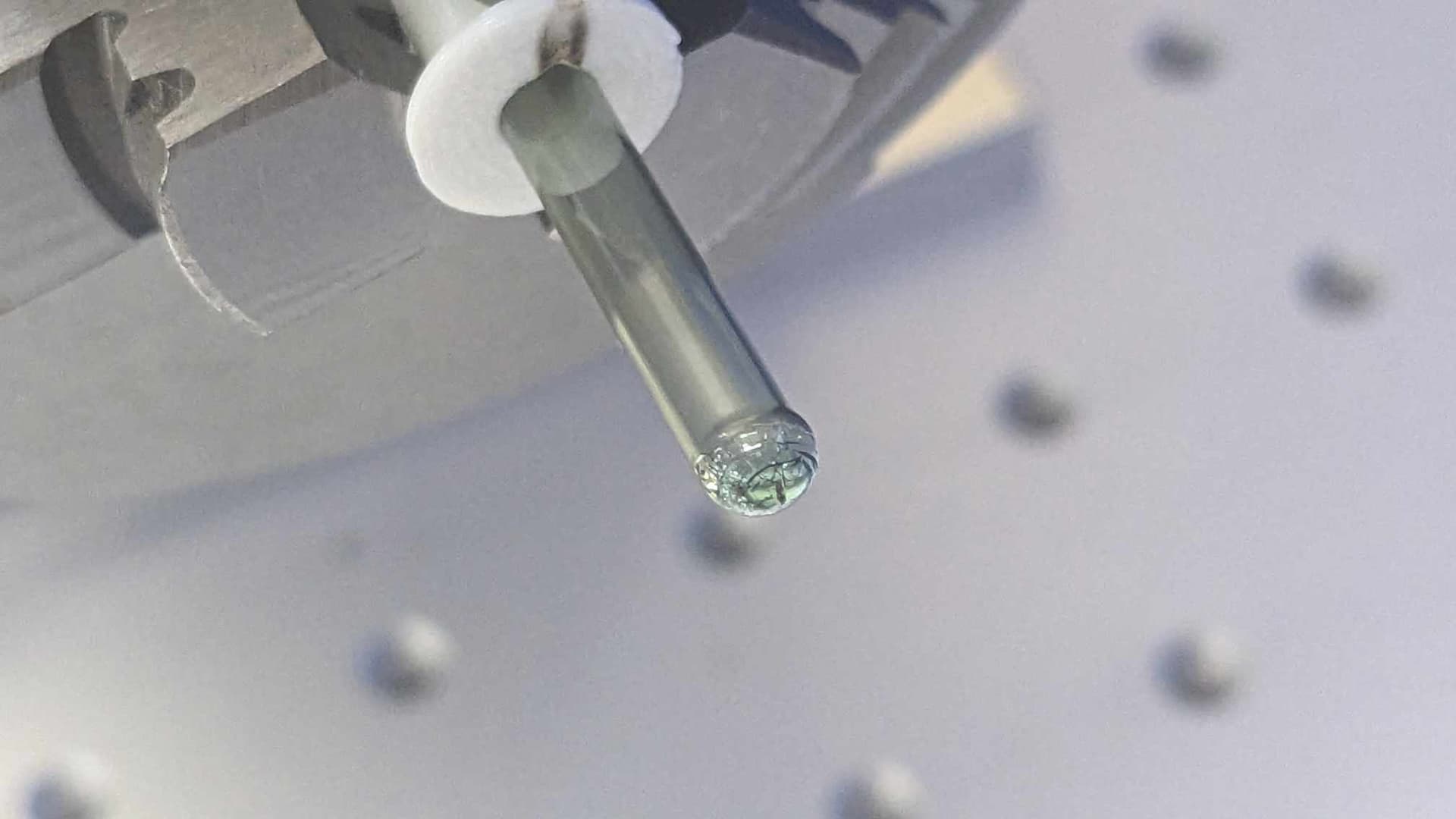
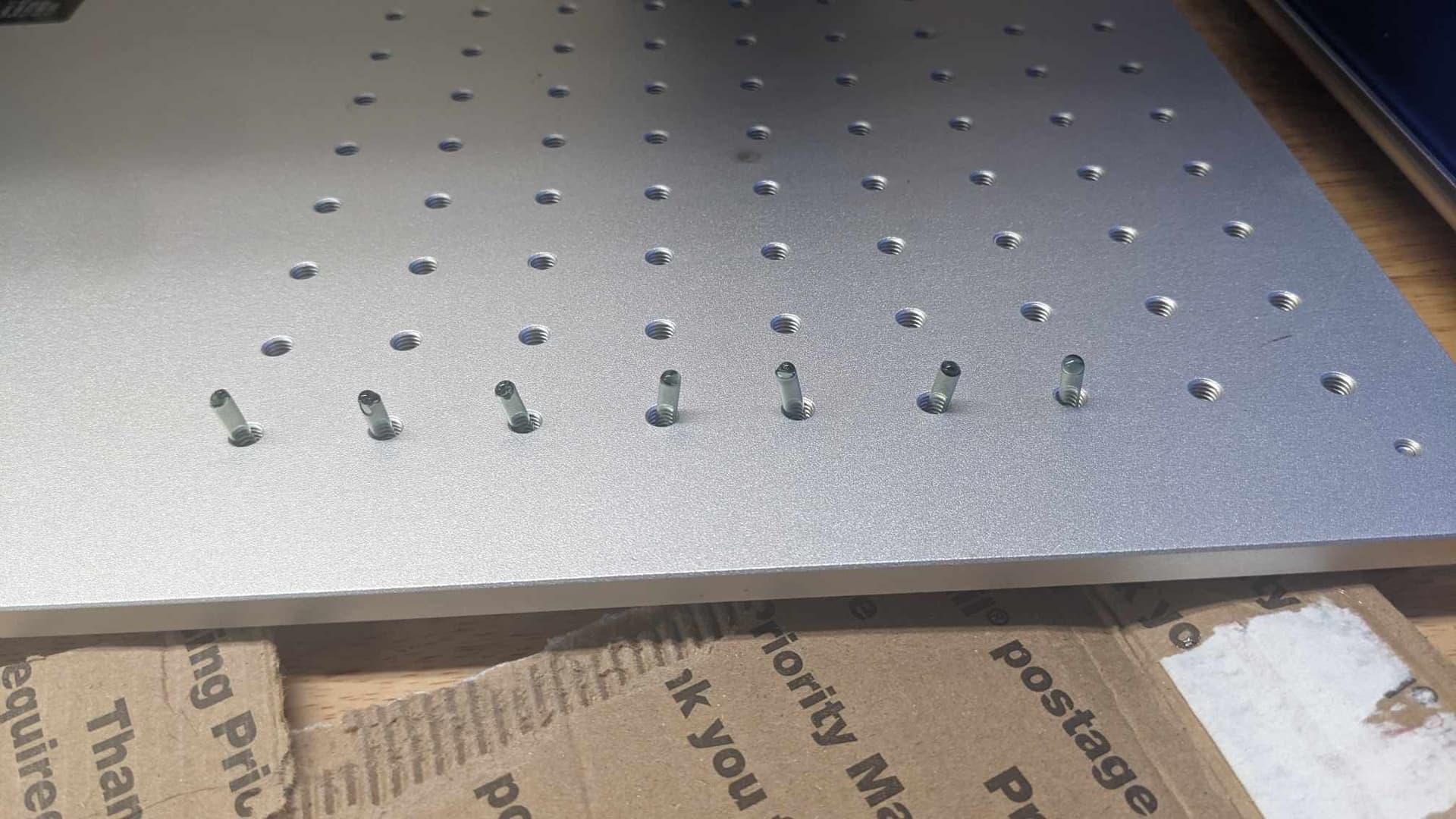
My goal is to melt and seal the ends of small glass tubes by holding the glass perpendicular to the laser and firing it straight down in a single point without moving and without pulsing, just operating at full power while the chuck rotates the glass around 2-3 full rotations.
Fiber lasers do not work on glass, they pass through the material…
Even if they did damage the glass, such as a co2 does, you can only engrave in glass… the heated glass expansion is too high for glass to handle and it just shatters…
In other words you can’t melt it before it shatters…
And you can’t do it with a fiber… at least at 1064nM
These get confusing as the terminology isn’t really used correctly… Most fiber that we see are 1064nM in wavelength. Fiber (or Fibre, commonwealth English) is really how the energy is amplified and many machines are labeled as fiber that are not.
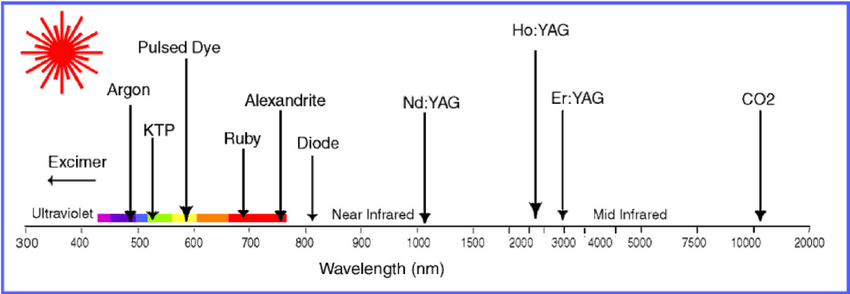
Here is a frequency chart for medical lasers, I understand the Nd:YAG laser type is what’s in machines likes the LaserPecker 4, not a fiber, but the frequency is ~1064nM.
Notice that a Co2 laser wavelength is ~10.6uM or about 1/100th that of a fiber, but still in the IR range… which is huge… only the section with colored bars are within the visible range. There is also a far IR not shown on this chart…
Unlike most emf frequency charts, here the highest frequency (shorter wavelength) is on the left.
The galvo itself is really just a way to get the energy to the material… there are co2 tube galvo machines. Both fiber and co2 are in the IR spectrum. Fiber, not related to the amplification process is commonly used to route power to the galvo, in many frequency ranges.
YAG lasers are low cost, relatively speaking… Although they vary widely from continuous wave operation along with some that create pulsed output without external circuitry… makes them attractive to low end pulsed laser products, like the LaserPecker 4.
Yep, Thanks
So when OP said IR Galvo, it could be CO2 Galvo or Fiber Galvo? Guy on the LMA buy sell trade has a UV galvo for sale. That’s way at the other end.
I used to radar vehicles coming towards me from the rear by pointing the gun at them in the rear view mirror… same game different frequency. About 10gHz
You could probably make one for a microwave oven, but it would be costly … cost vs advantage isn’t there…
The next step, maybe, is much like an Aegis spy-1a radar in that there is no mechanically moving parts… all steering is done via phased arrays… Maybe some day for this emf …
Thanks! I actually did try this but oddly what appeared to happen is the laser did stay stationary but “pulsed” with a lot more “off” time than “on”, resulting in no glass melt. Glad I was on the right track though. I actually did get further with this approach after considerable fiddling.
Sorry I should have specified, this is not borosilicate glass, this is glass specifically meant to be sealed by Nd:Yag IR lasers, and my “monport 20w fiber laser” specs say it outputs the same wavelength as Nd:Yag - 1064nm. The glass absorbs 1064nm IR and heats up.
After some considerable fiddling I was able to get the glass to melt closed. It’s quite ugly still but it does seem to be working… more fiddling required.
So it seems I’m on the right track. If there aren’t any specific things anyone can think of to watch out for or do differently, I’ll keep on this track until the pieces come out perfect.
You may get better results if you set your focus point closer than optimum. As the glass begins to melt and slough, it will droop away from the focal point (assuming you are focused on the top or laser side of the tube at the 12 o’clock)
Second thought, it may be better to focus on the bottom edge (6 o’clock) that you want sealed, so as the tube rotates away from the point, it will slough into the center — or even the 90 degree tangent at the 3 o’clock or 9 o’clock position rather than the 12 or 6 position…
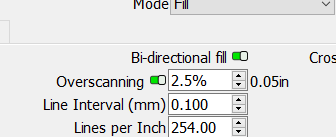
You may have less “pulse” time if you extend the Y axis line. Does your chuck rotate one direction, stop and rotate the other? Where in the chuck roll is the pulse happening? Make sure your overscan is set to very little.
And how does faster vs. slower rotation affect the combination?
Do you have bidirectional enabled?
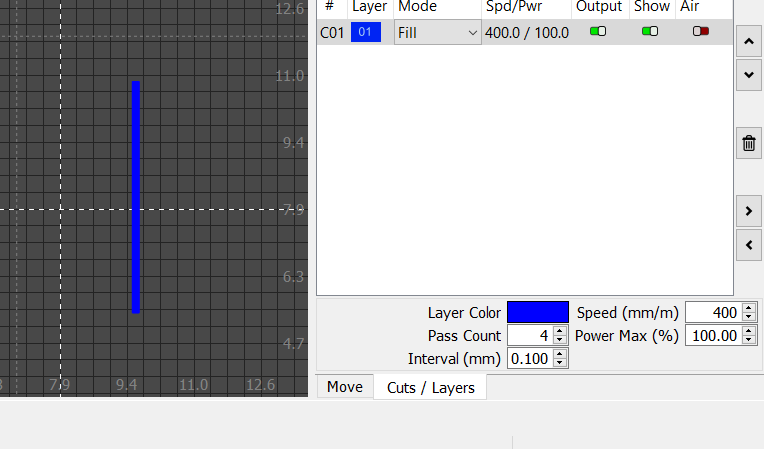
A filled object may work better than a line. A very thin rectangle using Offset fill is the next thing I would try. Scan angle is not needed for offset fills.