When you do a scanning operation at a certain speed, the head cannot instantly go the opposite direction.
If the layer is set for 100mm/s it must speed up (based on the stored acceleration values for that axes) to that value then enable the laser. At the other end, it will slow the head to a stop, reverse direction and go back the other way accelerating up to the 100mm/s. This is overscan.
You can see the amount of overscan in the preview screen if you enable show transversal moves. Along with the extra time it will take to do the operation.
Here is a graphic with the acceleration at 40000mm/s2 then again at 6000mm/s2. The orange is the overscan. Notice the extra area the head has to move with a slower acceleration value. Also notice that the lower acceleration value requires about 50% more time to run the job.
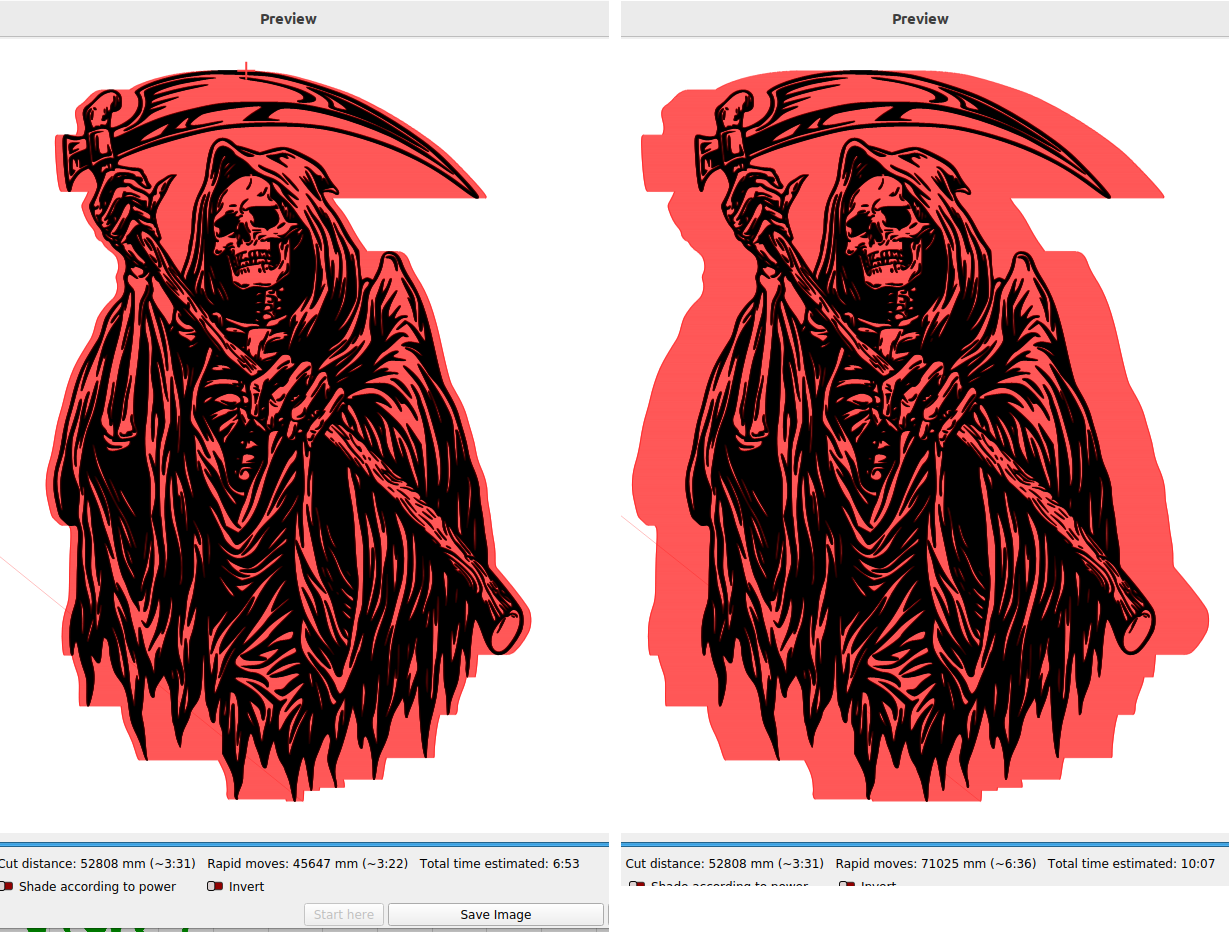
Make sense?
![]()