When cutting arcs or circles using the rotary. Lightburn produces G-code that slows the speed to a crawl proportionally depending on the amount of A axis movement vs X axis. I’ll post the gcode at the end. It does not exhibit this behavior when cutting rectangles or straight lines. Basically it ends up over melting the ends of my holes I am trying to cut.
Lightburn is current and this is a custom machine using GRBL-LPC.
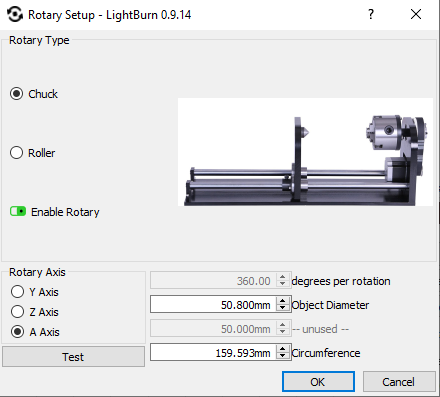
Sorry for the messy OP. Attached is the Lightburn file, a pic of the rotary setting, and the output Gcode. This file takes about 2 minutes to run because the top and bottom of the oval slows to a crawl that it almost look stopped.
Yes sorry for the clarity of the video. It looks as is it’s not moving. But just looking at the gcode produced. The speed around the arc ranges from F1500 to F23 ish. Is that really what it should be doing?
If I manually edit the Gcode file to a constant speed like F750 the behavior is much better, but still not ideal.
The issue is that the A axis is moving in degrees per minute, and the X axis is moving in mm/minute, and those are not the same unit.
If you combine a linear move with an angular one, the feed rate for the linear move takes precedence, so you have to calculate a feed rate for that linear move that makes the angular move complete in the correct amount of time.
In this case, the X axis moves are miniscule - 0.03mm, and at 23 mm/minute (0.38mm/sec), a 0.03mm move should be over in 0.078 seconds. In that time, the A axis moves 04.41 degrees.
50.8 mm diameter * PI = ~160mm circumference, so 4.41 degrees is 1.96mm of surface travel. If that happens in 0.078 seconds, it equates to a surface speed of 25mm/sec, which is exactly the rate you specified.
Why the pause is happening I can’t say, but the math works out.
Yes that makes sense. So there must be something up with the way GRBL is interpreting the changes in speed? In the video the movement does not actually pause but just moves very slowly with the result taking about 2 minutes to complete. If I edit the file to have a constant speed all throughout 12mm/s or F750 the cut completes in just a few seconds.
If anyone running GRBL-lpc with an A axis could try this file and let me know if they run into the same issue, I’d love to hear it.
I’m experiencing the same issue.
Straight lines come out fine, but when an arc or circle is drawn the movement of the X-axis corresponds to the movement of the A-axis.
So in my case there is no fulle circle drawn but two half moons.
I’m running GRBL_ESP32, but I will try to run your gcode on my machine.
I’ll let you know.
Update: When X-axis feedrate gets smaller, A-axis feedrate follows. The same when X-axis feedrate rises, the feedrate of the A-axis rises.