Having problems when the stepper motors change direction left to right or up and down getting the design out of time. it changes directions so fast the stepper motors are loosing sync and the desing gets off. And when the gantry moves from one shape to the next it jerk to fast to the next shape and gets out of sync. I have tried adjusting the feed rate or speed rate but that seems to slow down over all speed. Do not know how to adjust this speed so movement is slower when changing directions. Wondering if the stepper mortors are braking properly before changing directions. I am using a grey and white Chineese laser from Red Sail upgraded to a Cohesion 3D board.
What kind of acceleration values are set in the controller for each axes?
More than likely these are set too high. Save the configuration you have before modifying anything. It should not hurt anything to lower them and try it.
What happened to the original controller (Ruida?), doubt it had a grbl controller to begin with…?
![]()
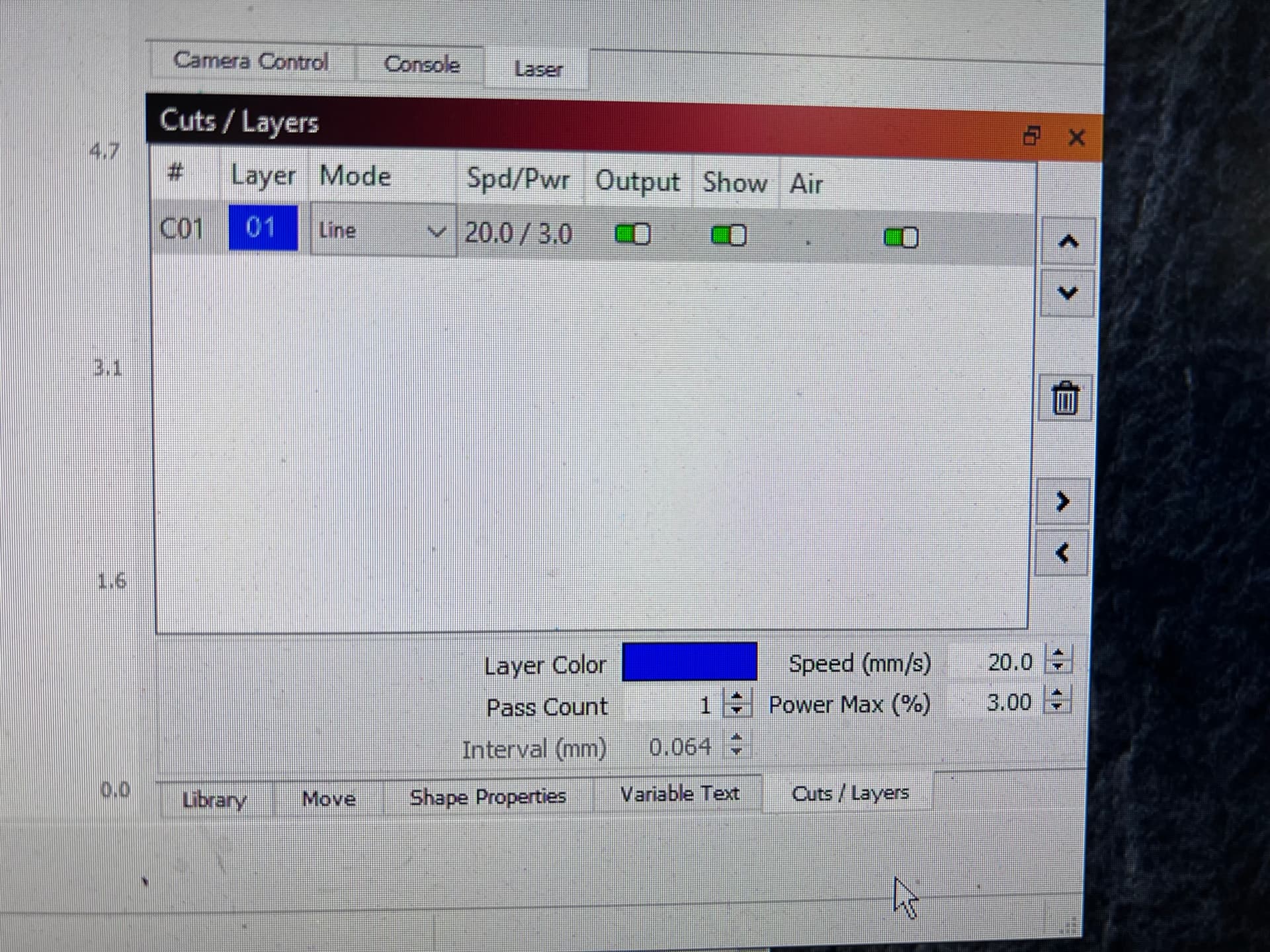
They are default settings. Not sure which ones to change without slowing down global settings so when I set a fill to 350 it would run the same at 100 or 500. Below is a the current settings.I am trying the quidelines from the Cohesion 3D link below.
Lightburn degault setting.
NOTE Lines must not exceed 132 characters
Robot module configurations : general handling of movement G-codes and slicing into moves
default_feed_rate 4000 # Default rate ( mm/minute ) for G1/G2/G3 moves
default_seek_rate 24000 # Default rate ( mm/minute ) for G0 moves
mm_per_arc_segment 0.0 # Fixed length for line segments that divide arcs 0 to disable
Planner module configuration : Look-ahead and acceleration configuration
planner_queue_size 32 # DO NOT CHANGE THIS UNLESS YOU KNOW EXACTLY WHAT YOU ARE DOING
acceleration 2500 # Acceleration in mm/second/second.
#z_acceleration 500 # Acceleration for Z only moves in mm/s^2, 0 uses acceleration which is the default. DO NOT SET ON A DELTA
junction_deviation 0.05 # Similar to the old “max_jerk”, in millimeters,
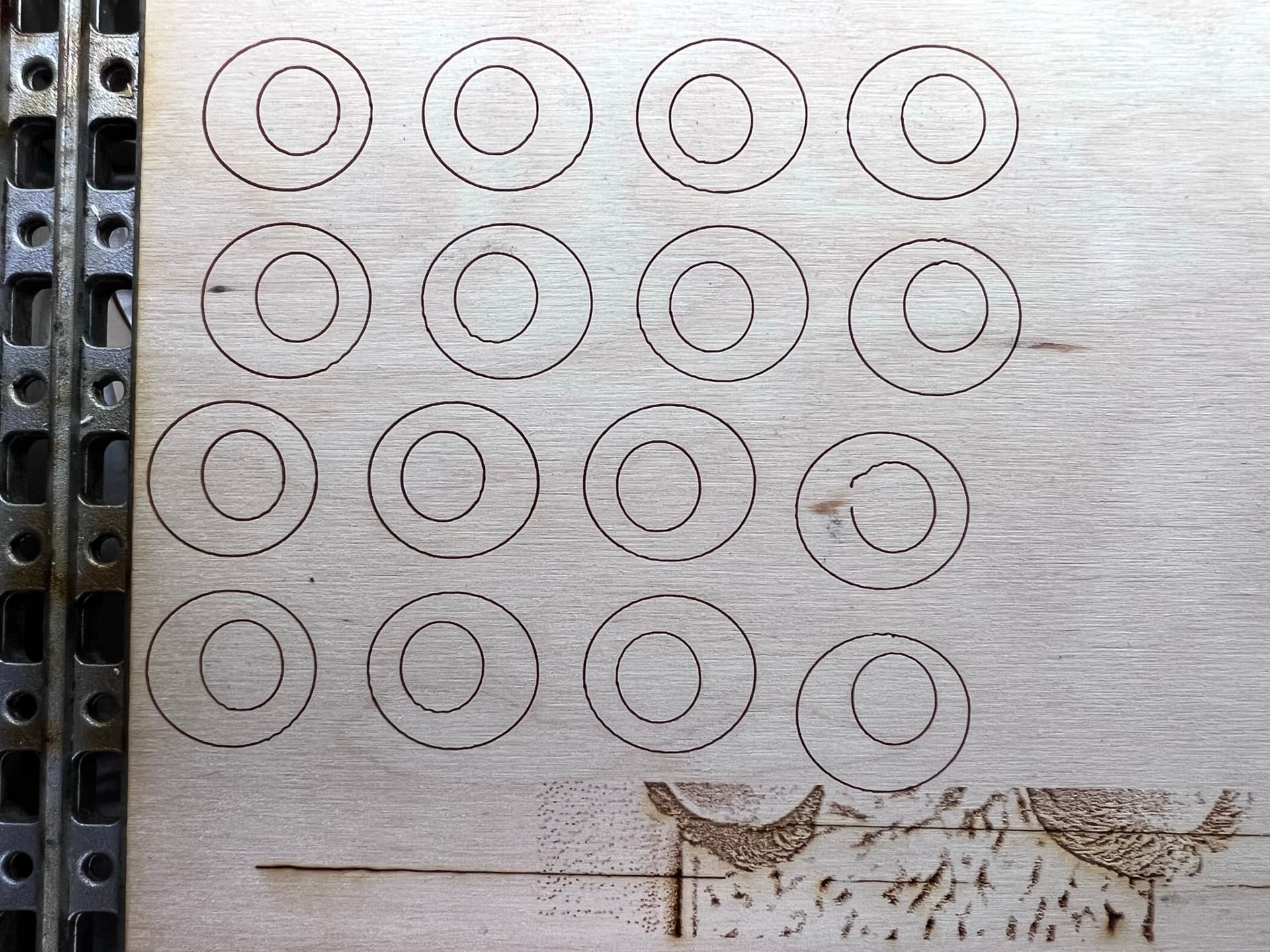
There is a small circle inside a larger circle and welded together then duplicated to have multiples. Slowed speed to 20.0 and it gets out of time less. Still messup even doing a fill. It burns the outer circle the jerks so fast to the inner circle then jerks hard and fast to the repeated next outer circle then jerks to the innner and so on. It looks like when it jerks fast and hard to move to the next position that the stepper motor is slipping internally. does the same grinding sound if I bump the laser head gantry.
Everything you describe is an acceleration issue. I can’t tell which axes the 2400 mm/s/s but it seems rather slow. My default was somewhere around 4000, if I remember correctly.
Search all of your config files for anything related to acceleration. I don’t know your controller… can you load this via “Edit → Machine Settings”?
I have different acceleration values on each of my axes…
The link has them dropping the ‘global’ acceleration by 1/2 to test. The link you sent me states…
Decrease global acceleration to slow moves between cuts (Ex: 2000 down to 1000 to test):
acceleration 1000 # Acceleration in mm/second/second.`
Did you try that?
![]()
when changing the acceleration to 1000 or 500 it does stop the jercking but slows overall movement when doing a fill 500mm/sec is as fast as 100mm/sec. if this is the right place.
Planner module configuration : Look-ahead and acceleration configuration
planner_queue_size 32 # DO NOT CHANGE THIS UNLESS YOU KNOW EXACTLY WHAT YOU ARE DOING
acceleration 1000 # Acceleration in mm/second/second.
#z_acceleration 500 # Acceleration for Z only moves in mm/
I don’t use that controller and I don’t know it’s capabilities. The config files really don’t mean much although I can read them.
Did the original controller fail?
With that kind of machine, why did you pick the C3D instead of a DSP?
Change it till it’s working the way you wish. When you are doing a scan type operation a lower acceleration will give you a larger overscan. It takes time to get to speed, so since it appears to be a global value you can’t adjust each axes separately.
Increase it until it starts loosing steps, then back it off a little.
Just because you tell it to go 500, doesn’t mean it will/can do that.
![]()
I have change the accelleration and it is better. learing how to fine tune it.
I had a M2 Nano in a chinese laser. The board finally failed. Just read some on Facebook about new board and picked the Cohesion 3d over Aduro. dont know why just liked the Cohesion. I did not see anything about DSP and do not know anything about them.
Thanks for your help
I’ve heard of red sail and thought they only came with dsp controllers.
There are a number of advantages, but one of them is NOT cost. I would have thought it would have been setup with something like one of the dsp controllers.
Your machine probably has more power available than most that would put this board into their machine.
Dsp would allow you to set the acceleration for each axes. Generally the Y has more mass and the same motor to drive it, so it has a slower acceleration value than the X axes. That’s especially true with my machine as I use Sadlers ‘lightweight head’ and have removed the drag chain, so it can ‘rip’ if I want it to.

Are you able to read the machine settings on your board from Lightburn?
Take care
![]()
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.