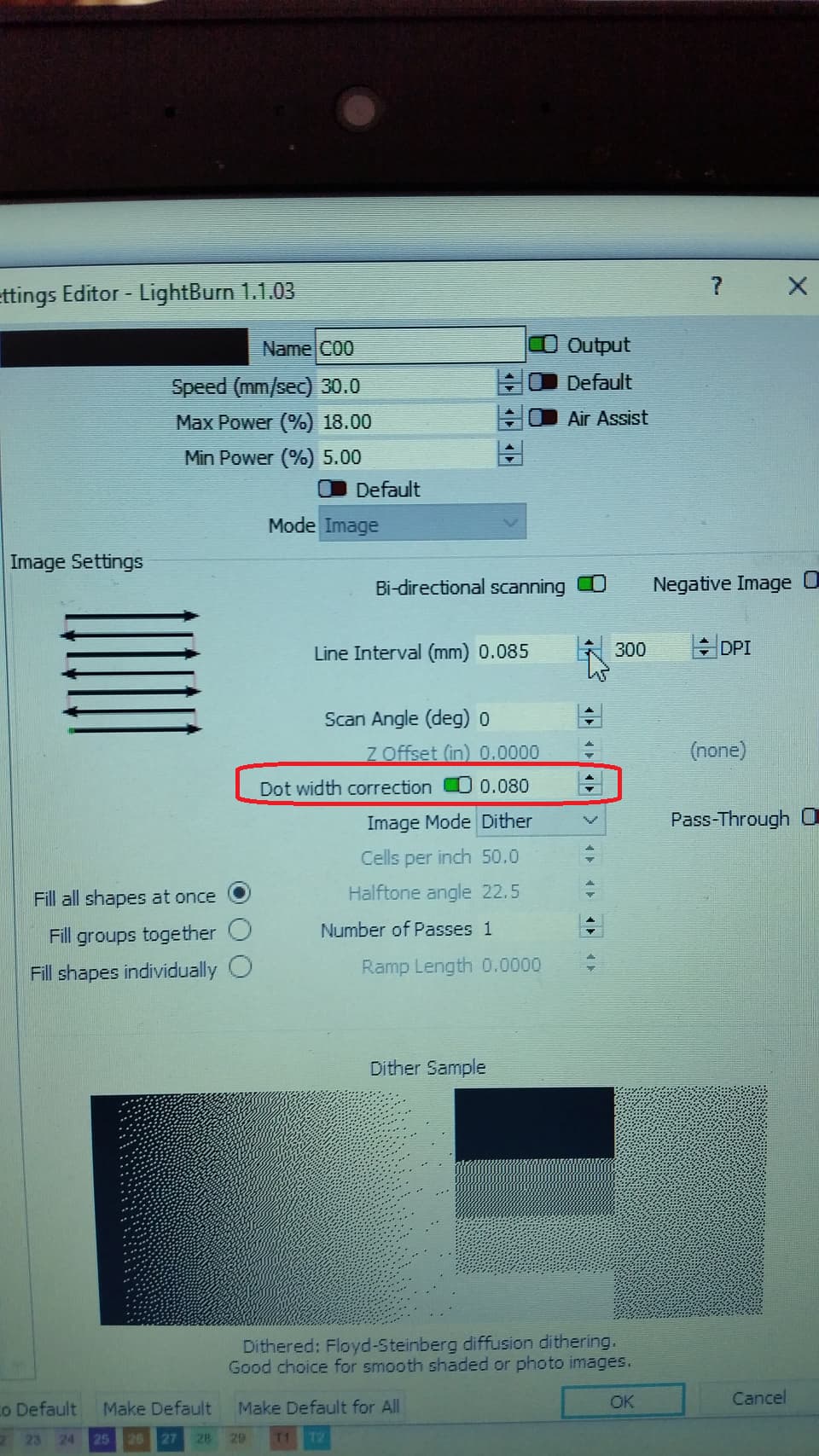
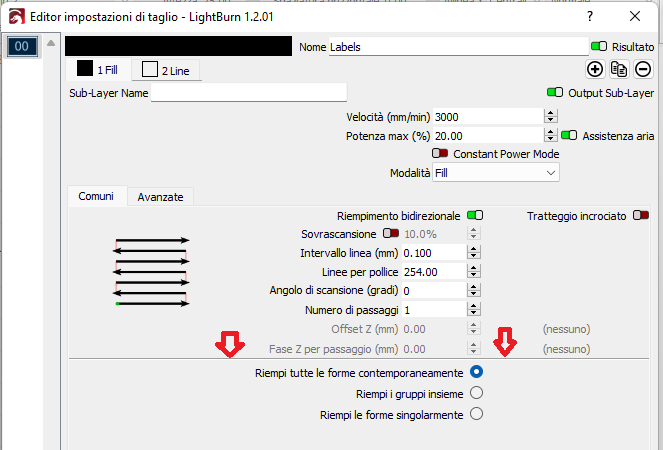
You need to scroll a bit more, It appeared to be next setting. English would also help.
If nothing else: try to enable “pass through”.
Again: posting your source and resulting NC would help.
You need to scroll a bit more, It appeared to be next setting. English would also help.
If nothing else: try to enable “pass through”.
Again: posting your source and resulting NC would help.