Trying to laser cut 3/8" (0.295 inch actual) Baltic Birch plywood from MakerStock. According to Atomstack, my X7 Pro should cut through 15mm / 5/8" BB plywood, but I cannot find a setting for doing so. So I used their material guide for Basswood as a starting point, but since BB is harder to cut, I maxed out the power on my test cuts, & tested with different cut speeds & # of passes…
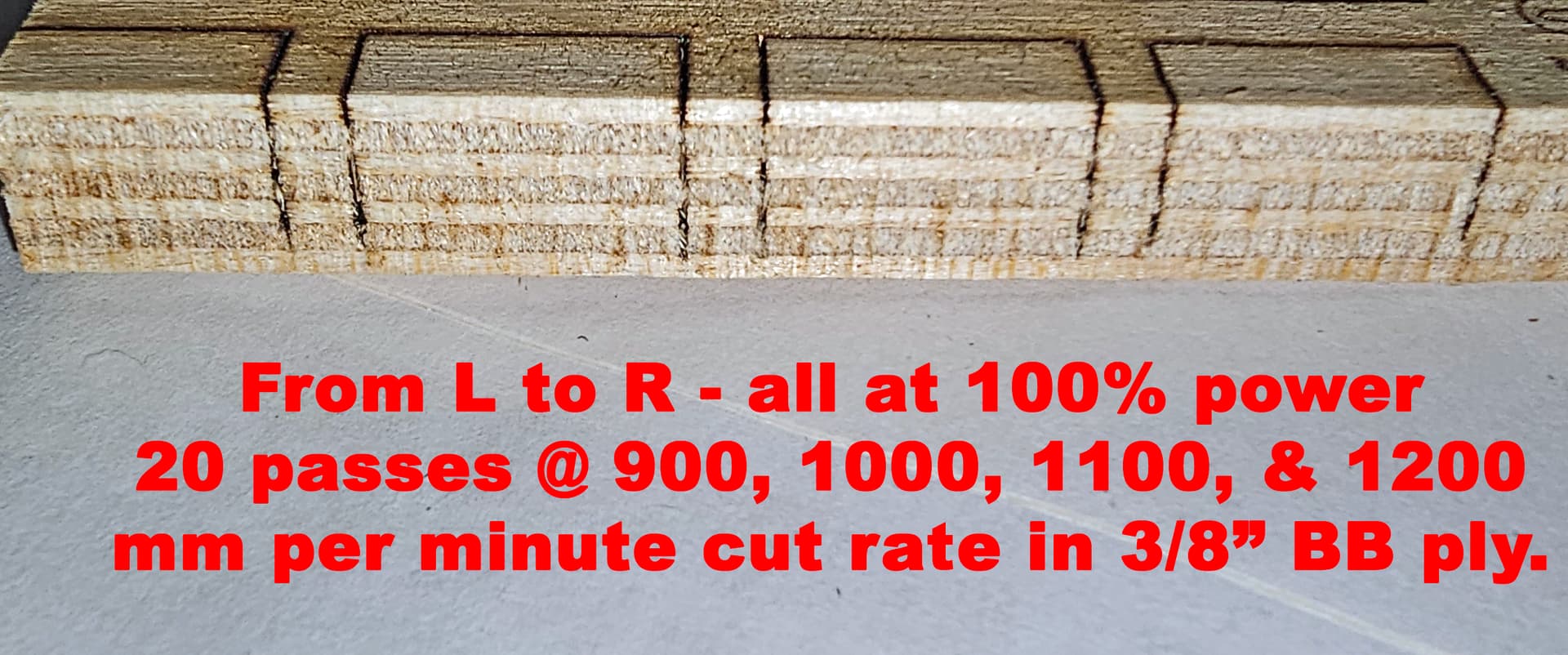
This was my second test group, nice clean lines with virtually no change in cutting width through the cut depth.
So for the next test group, I flipped the board over to the opposite side, and repeated the test with 22, 24, 26, 28, & 30 passes. I was expecting to see all but maybe the 1200mm/min test make it through at least 1/3 of the cuts… instead, none of the cuts went through the board… Here’s the result from 30 passes.
And as I cut each test group on the bandsaw I saw almost identical results with only slightly smaller char pockets on the 22 & 24 pass tests.
I’m cutting cleanly through 6mm BB @ 600mm/min 15 passes 50% power, so I used that as a starting point for the next round of tests, but all resulted in even worse charring in the 8mm stuff.
Got both thicknesses from MakerStock, and they both seem to be indentical in quality of the plywood.
Where should I go from here? Or should I just give up & move over to the tablesaw for box-making…
Did you lower your focus between passes at all? That could account for part of the problem. The laser beam is running out of usable beam depth. But a 5 watt is going to have trouble cutting anything that thick IMO.
On a side note, I see you’re in Central FL. I’m in Brooksville. Howdy neightbor.
… never give up
But, frankly, I will find the right tool for the right task. I am very impressed that you can cut 6mm plywood but you also use many passes and I have a hard time to imagine that the cut surface is quite neat …
Another thing is that there is an incredible amount of difference in types/qualities of plywood, sometimes I give up on 4-5mm plywood with my 60watt CO2 because I can’t get a nice cut. (typically the lousy outdoor glue and all sorts of waste mixed in the middle layers) Practically it looks like this, I cut 98% of a shape, everything looks fine, bright edges …, then comes a pocket with dirt and my part is ruined. Initially I tried to cut with a knife to get the parts out, I have stopped it, it takes too much time and the items need to be patched and finished.
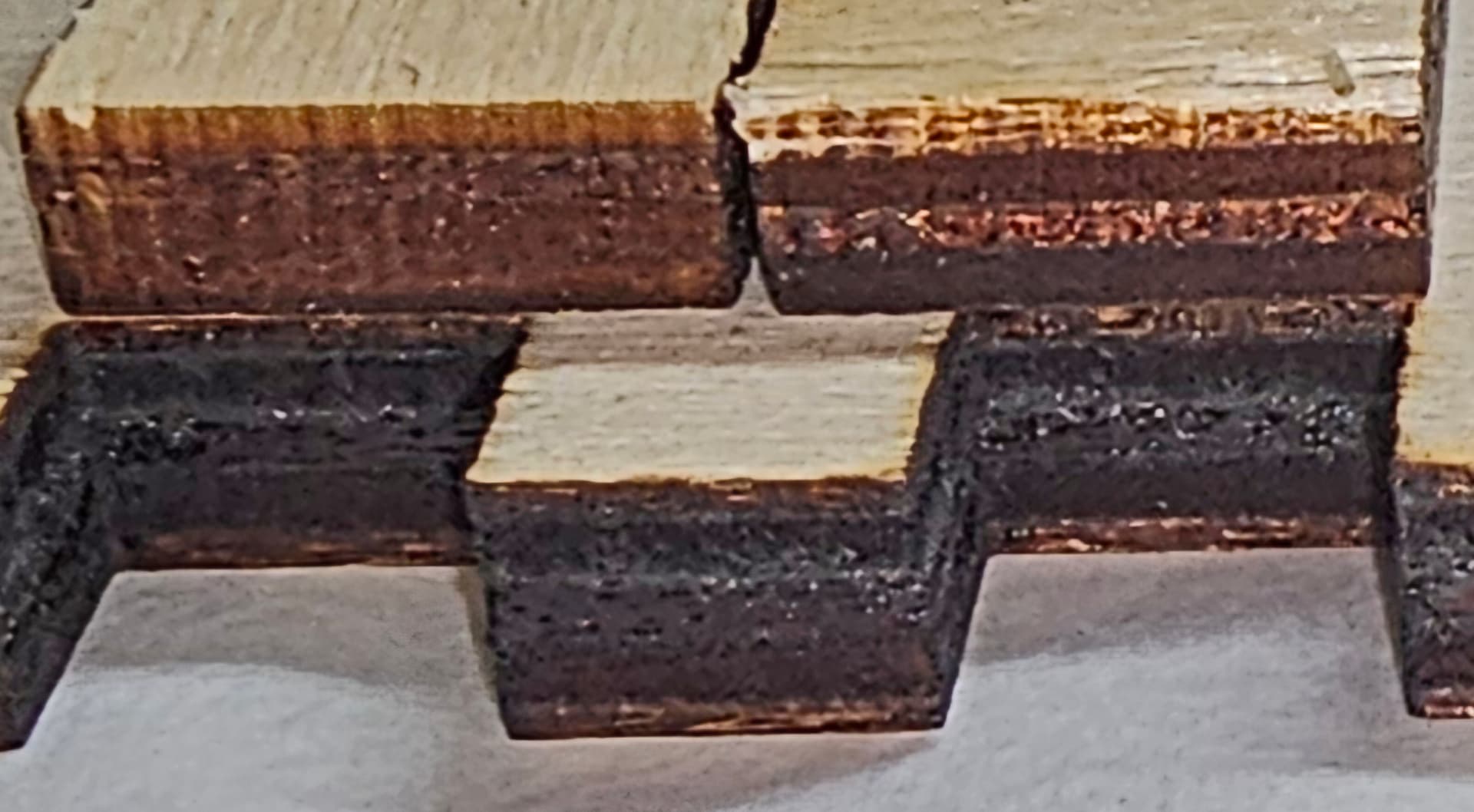
High pass count gives a burnt but uncharred finish (top fingers in pic below), vs a HEAVILY charred cut for low pass count (bottom fingers in pic below) requiring a lot of extra sanding…
I understand the differences pass count makes. My point / question is did you change your focal distance at any time during the process?
The laser beam is basically 2 cones, one inverted and the “sweet spot” is only a small range of maybe a mm or 2. So, if you’re trying to cut thicker material you run out of focus / power before getting to the bottom of the material if you don’t lower the laser head into the material.
I’d agree with Tim’s assessment. Try setting your focus point down to the mid point of the plywood.
Are you using any air assist? That can make a big difference as it clears out the smoke and some char which interferes with the beam.
It’s not possible to lower the head, it has a 2mm fixed focal distance.
I’m going to try replacing the focal lens in case there’s soot or other build-up on it, which I believe could affect the optimal cutting depth. I already have a new one from Atomstack as a backup, though I forgot I even had it.
If that doesn’t work, I’ll continue to experiment with different power & speed settings. Two 20in x 30in sheets will make 4 box sides each sheet, & a 3rd sheet will make two box bottoms, to give me the two 14x14x10 open top boxes I want to make. I did buy 4 sheets, so I do have a bit extra to experiment with at least.
Unfortunately, I do not have air assist, it wasn’t available yet for the X7 Pro when I purchased.
It’s “2mm fixed focal distance” meaning the laser head is 2mm from surface being engraved / cut, without ability to raise or lower. Meaning, this laser does not have a Z axis, other than manually setting it which cannot work for multi-pass cutting as there’s no way to lock down the X & Y axis while raising or lowering the head or material. So just touching the laser, or material, in between passes will result in a shift of the cut path.
Took a while, but I finally got around to trying to replace the cover lens on my Atomstack X7 Pro… However, I found out that my Atomstack did not come with a cover lens, though it does have threading for the cover lens.
The outside of the focusing lens looks horrible, I’m probably loosing a lot of power & focus because of it.
I’m going to try to clean it with a q-tip and denatured alcohol, and put the new cover lens on it once it’s fully air-dried.
I’m also going to order a new focus lens. Looks like Amazon has the right one with 2-day delivery.
In the meantime, I’m just using my bandsaw to cut out the box I was going to do on the laser… It’s a one-time build, that will be painted, so it wouldn’t even show off the finger-joint construction anyway.