We need to replace the air assist compressor on our Boss HP 3655. It has been using a compressor with a tank, but we have had two of those fail from overuse in the last two years (it’s an extremely popular machine in our large makerspace). We are thinking of changing to a tankless aquarium pump, but are worried about the solenoid valve blocking any air output from the pump while the job is not going might overwork or otherwise hurt the pump. We are trying to figure out how practical it is to take the outputs which currently operate the air assist solenoid, and use that output instead to turn the tankless pump on and off. Any insight would be greatly appreciated. Thank you.
The trick is to control a solid state relay with the controller’s Aux Air output signal:
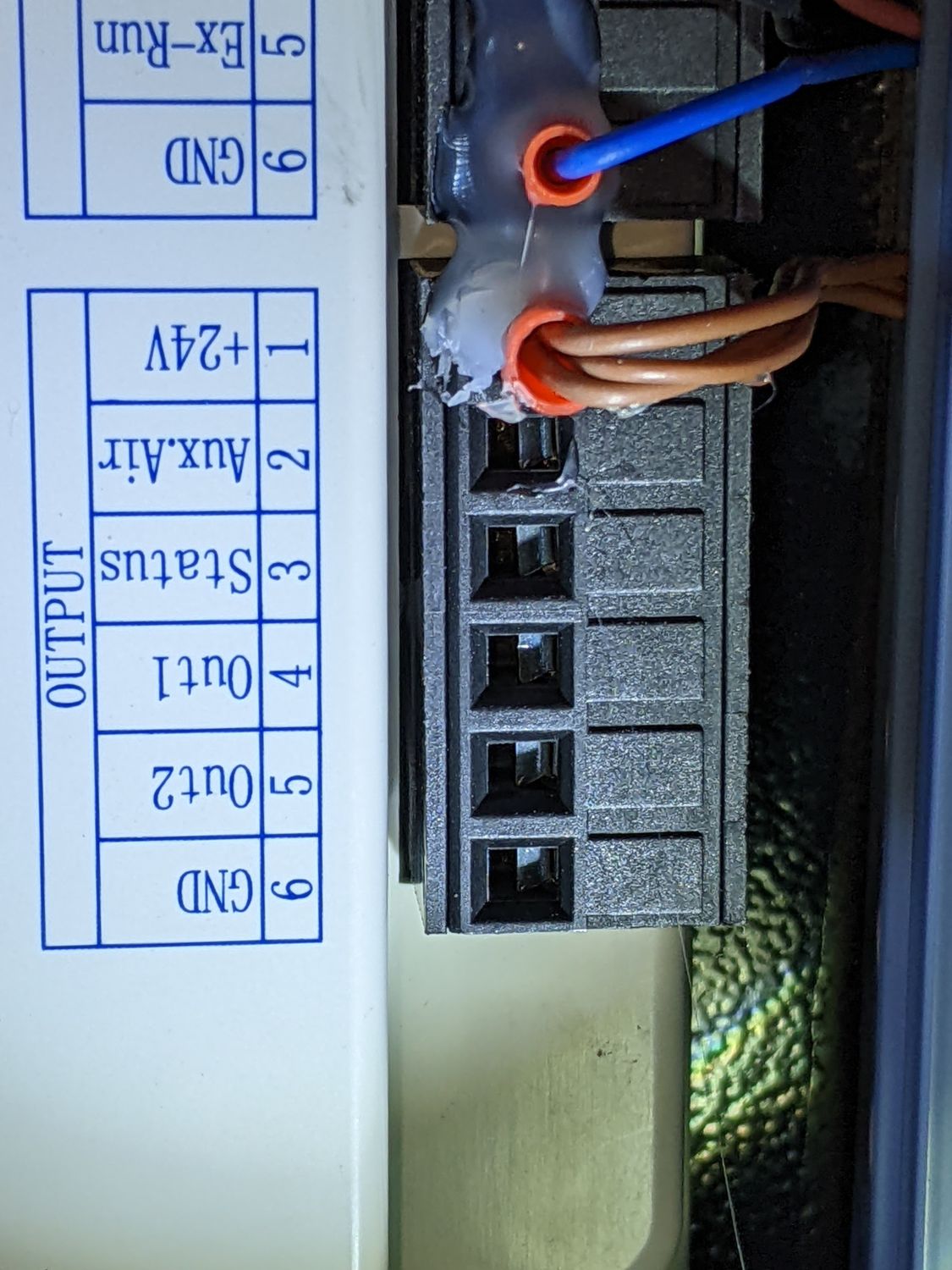
(Yes, it’s mounted upside-down in the cabinet.)
The relay then switches the pump’s AC power:
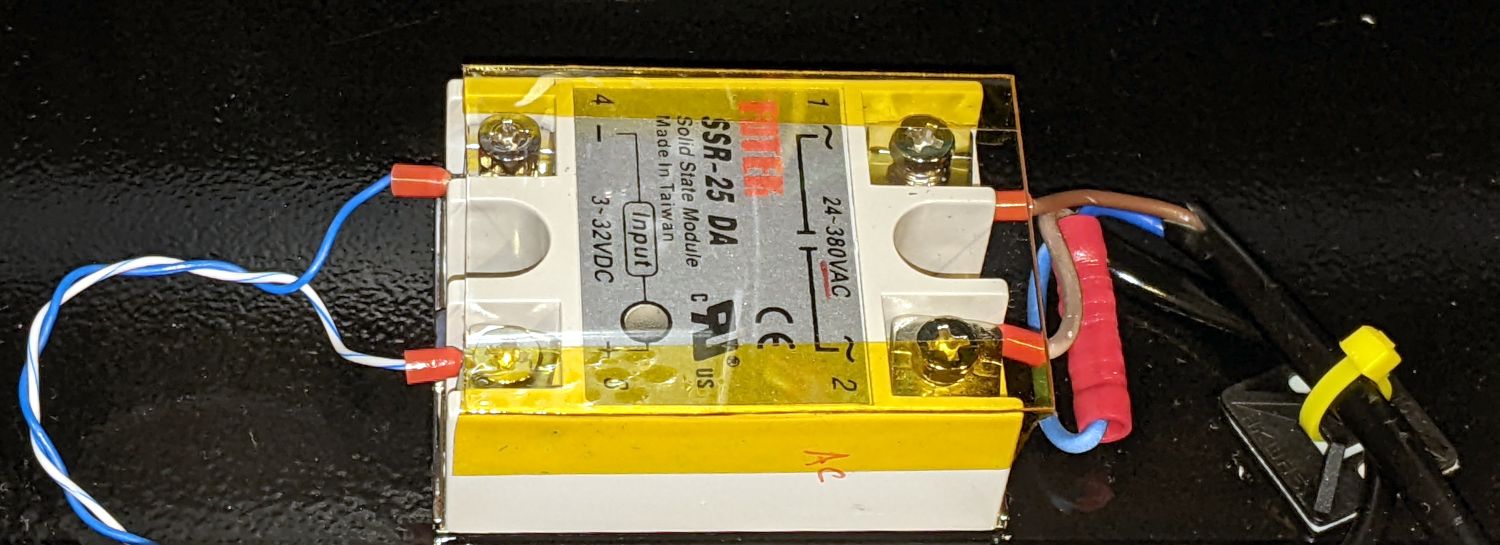
The Aux Air output should be set to Blow When Cutting mode, perhaps with a slight delay to let the pump get up to speed.
And then It Just Works™.
More details on my blog:
If you do this, make SURE there is a way for the job to delay after enabling the compressor.
The Ruida doesn’t. Without that delay, the laser will fire a split second before the air flow is coming, and it contaminates the lens every time.
Dumb as hell, but that’s the situation. If I was using a regular air compressor, an air solenoid up at where it goes into the Y axis drag chain would probably be fast enough, but not a linear compressor esp if there’s a large volume of air tubing along the way
Anyhow, that’s Ruida, I don’t know about the AWC608C
The Aux Air setup screen has delay times for Open and Close that do just what you want: delay before starting the operation and after it concludes:

Those values delay for a second before cutting and shut down immediately afterward, which works well enough for the aquarium air pump in the belly of the OMTech.
The two similar times for Smoke Exhaust could control the vent fan, although I have that on a manual speed control: runs pretty much all the time on Low and I tick it up to Max when cutting.
I don’t know what pressure you are using, but I think you will be pretty disappointed with the aquarium pumps as far as cutting/airflow. They are low pressure and low volume … should have never been put into these sizes of machines.
IMHO you’re shooting yourself in the foot …
Get a good commercial compressor they seem to run forever if properly maintained…
![]()
The oilless teflon-ring compressors are great in some ways, but not all.
They are much quieter than your standard pancake compressor or your standard hardware store scroll compressor. But, they’re still too loud to be in the room with.
And despite the claims, they don’t last forever. Part of the issue is they have to start and stop quite frequently, and restarts are rough on them. We went with California Air Tools and even their High Reliability one fried itself in about 2 years. Also, the reed valves have a limited life, so keep spares, along with spare piston skirts. When a reed valve breaks off, it can fly around and cut the piston skirt.
These are tank compressors, which come with serious condensation issues. The difference is a tank allows the air to cool and also has to go through a regulator which causes a pressure drop, with an accompanying temp drop, that regularly causes condensation. Coalescing filters are helpful but can overfill and also clog. The auto-drain ones turned out to be problematic because if you start from zero pressure, the weight of the float is insufficient to seal the drain and it stayed open venting the air and never built up enough pressure to seal without unhooking the coupler to get the tank pressure build up and reconnecting to force it to seal under pressure.
Desiccant dryers are not very practical since the desiccant needs to be taken out and regenerated periodically. Maybe if you had a huge one. But my context is a makerspace, and the lay user will not check the desiccant nor know how to regen it.
This laser is in the biggest makerspace in the southeast US, and our lasers are the heaviest used machines in the entire place. This is the third tank compressor we’ve burned through in the last four+ years. I feel like a one-armed wallpaper hanger keeping this department running smoothly, and so I’m hoping to simplify. Also, the replacements we were looking at this time are around $650 or so, so we figured spending closer to $50 on an attempted simpler, more reliable solution would be worth the gamble. If it’s not up to the task, we’re not out much. But a friend runs a similar machine using this pump and is quite happy with it. Electricro-magnetic Air Compressor, 5 Cfm
By all means proceed and let us know the results…
I use up to 60lbs of air pressure when I cut mdf… guess you don’t do much cutting…
Good luck
![]()
If you’re the biggest makerspace in SE US, then you should have a high rel compressor oiled screw (note: screw, not scroll) compressor like an Atlas Copco with air plumbing throughout the facility. Incredibly quiet, efficient, and reliable. This should be left on at all times. A 5HP can power a large sandblaster at full pressure constantly.
And it needs to be followed with a refrigerated (not silica desiccant) dryer at the compressor. Then an oil coalescer and particulate filter. This gets you CDA- “Clean Dry Air” which is almost as essential as having electricity. You can run it into air brushes, it’s dry.
I would still put a second, smaller backup oil/water coalescer and particulate filter at the port and regulator for the lasers, in case there’s a problem with the compressor or oil/water left in the air plumbing from some prior problem.
And then, after the reg, a manually adjustable floating ball flow gauge on each laser: https://www.amazon.com/Flowmeter-2-20LPM-Acrylic-Measuring-Controlling/dp/B07B6HQDDW/ref=sr_1_2?crid=14CH302ALCAOU&keywords=20lpm+flow&qid=1670121080&sprefix=20lpm+flow%2Caps%2C89&sr=8-2
Then you can write in the Settings Library entry “1 LPM” or whatever.
2 difficulties though with those gauges- they’re set up so clockwise=less air, which may be the opposite of what people expect. But it says +/- right there and the gauge readout is right there. And you need to some way to ensure people can’t turn it to a hard 0 LPM. I’m thinking about somehow drilling a small trench in the conical valve’s seat so it will never seal to 0, but that sounds like an unpredictable process to modify it.
Is this how yours is setup?
![]()
Wow, thanks for your detailed expert opinion! While that’s clearly not something I can implement before the Christmas rush is over, we do have plans to move to a bigger facility in the next several months, and I will absolutely keep you recommendations in mind.
And just to be clear, having the largest membership doesn’t necessarily mean we have the most money or expertise. I’ve passed your suggestions on to our management and some of our more technically skilled volunteers. I really appreciate it.
Personally I’d recommend Atlas Copco GX4,7, or 11. -FF suffix means it has a refrigerated dryer. But external dryers aren’t super expensive to add, though it’s more floor space.
The Atlas Copco ones support multiple voltages, you need to change the wire jumpers inside the motor (which is surprisingly small) and low voltage transformer, but also you have to dial the thermic relay for the new current draw.
Don’t shy away from used Atlas Copcos if it’s a oiled screw, even if “broken”. They last forever- pretty unlikely to need to rebuild the screw. In fact, broken is often a really good deal, once someone gives up on big heavy equipment, they don’t care much about the price they want someone to physically take it away.
If you have 3 phase power, get a 3 phase one. If you have single phase, I’d recommend to get a 3 ph compressor and add a VFD anyways.
Thank you as well for the detailed recommendations. Again passing them on to the folks that write the checks and the folks who might know more than me about this stuff.