Is there a way to turn off the first tool change output on the gcode? I do not have an ATC on my CNC, so any job where I am going to use more than one tool I have gcode set for the tool change. But any time I have “output tool change” turned on it puts the tool change Gcode right after my start gcode. That makes me have to go through the probe sequence twice in a row at the start of a job, or go in an manually edit the gcode before sending it to the CNC.
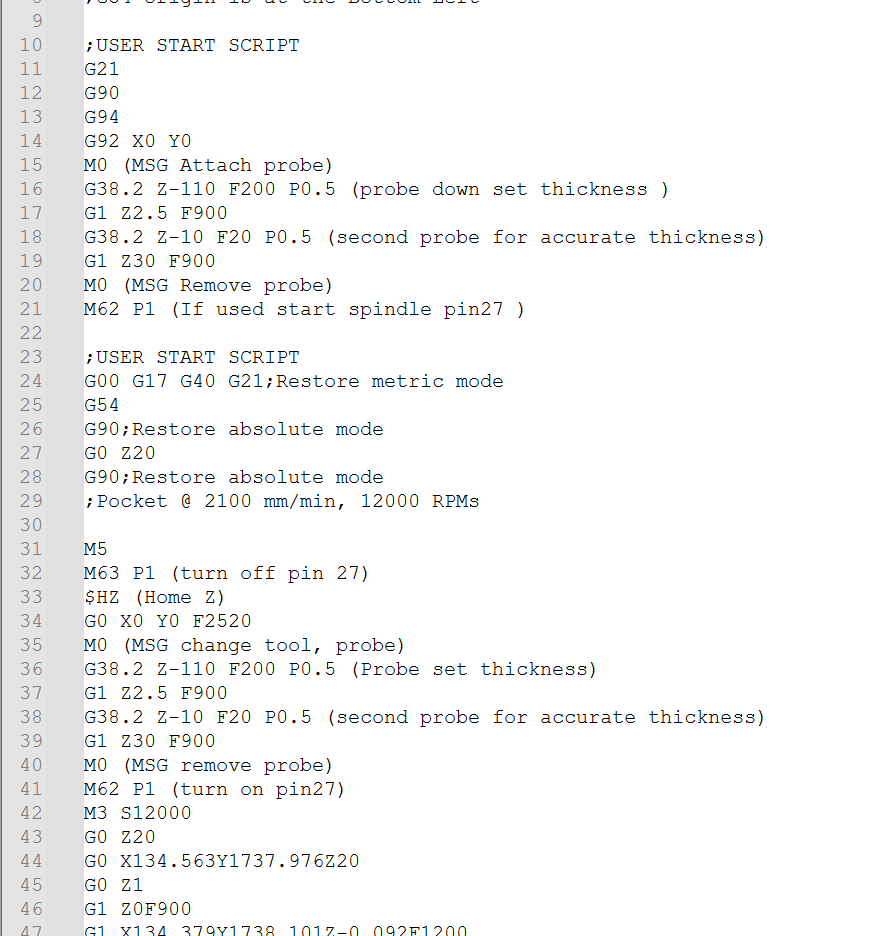
Is there a setting somewhere that I am missing to turn this first tool change off? Also it puts that tool change info in when I am only using one tool as well. Coming from Estlcam I am not used to having to go in and edit this out every time as it does not put that first tool change in, it assumes I am starting the job with the first tool already.
Also while I am asking. My machine needs gcode in mm/min but I prefer to work in mm/sec for my CAM settings. This is possible in Lightburn but I am not seeing where I can make this happen in MM.
Any help would be appreciated. Thanks!