hi all i have a sainsmart prover 3018 with sainsmart 5.5w laser
haveing issues making text when ever i write something to burn the text is missing like a 0 will look like a horse shoe sign
soemtimes when i use a different font and the line feature it will burn correctly but cannot find a font that will do it in fill mode
also see photo attached we brought this board off etsy and my wife wants to do the text like this how can we make this kind of text is this a fill setting or is it standard font really quite confused
further to my text burning issue
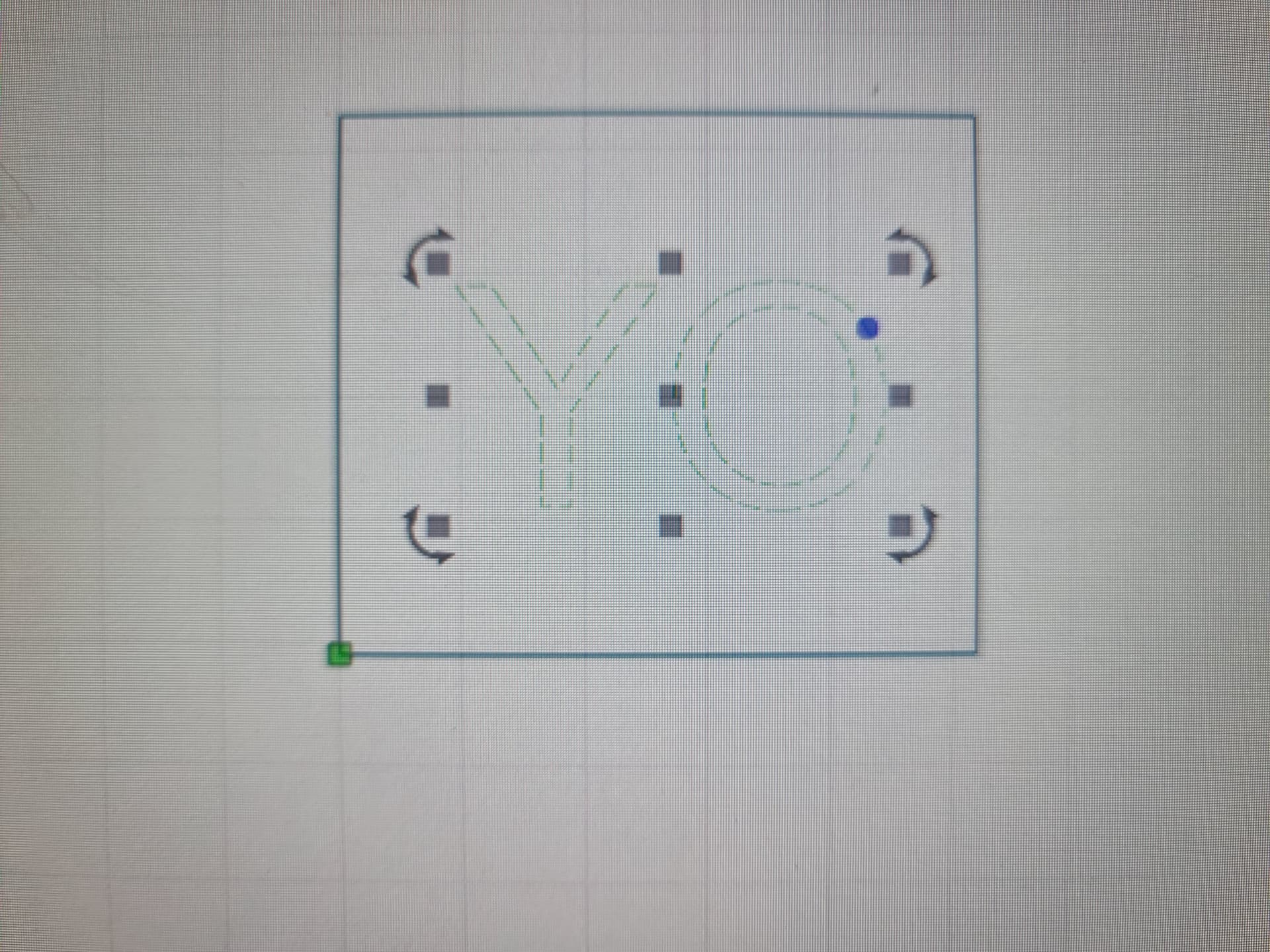
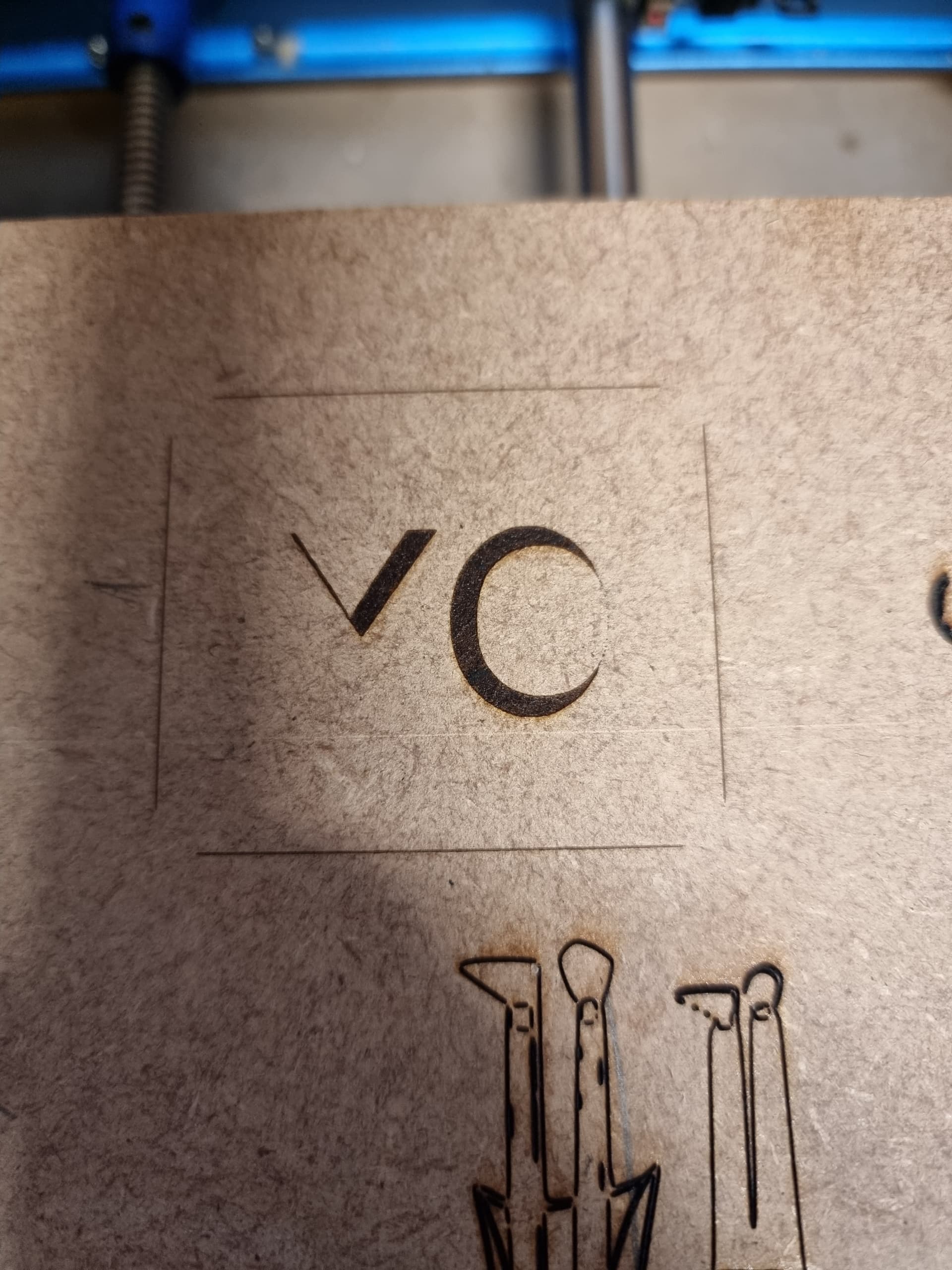
i am trying to burn a simple fill text as you can see on the pic its focusing on the “o” but the laser goes the full length of the word and missing everything out but this part as you can see in the finished product how much is missing out
so i have just tried to do image tracing to see if it was something i am doing but now its just burning too high on every one i do real heartache
ill start using it at this speed i normally use about 250 for lines but fill is really confusing me its either burning or missing test is there a chance you can show me a example of text and what speed/poer you used ?
I can get laser effect at 20% (and lower) on mine - I think I know what’s going on. Since your machine is also a CNC we should check the Device settings.
Go to Window in the top bar. Make sure Console has a check mark next to it. Click over to that window enter $$. it will spit out all the Device settings. Copy and paste that into a response here.
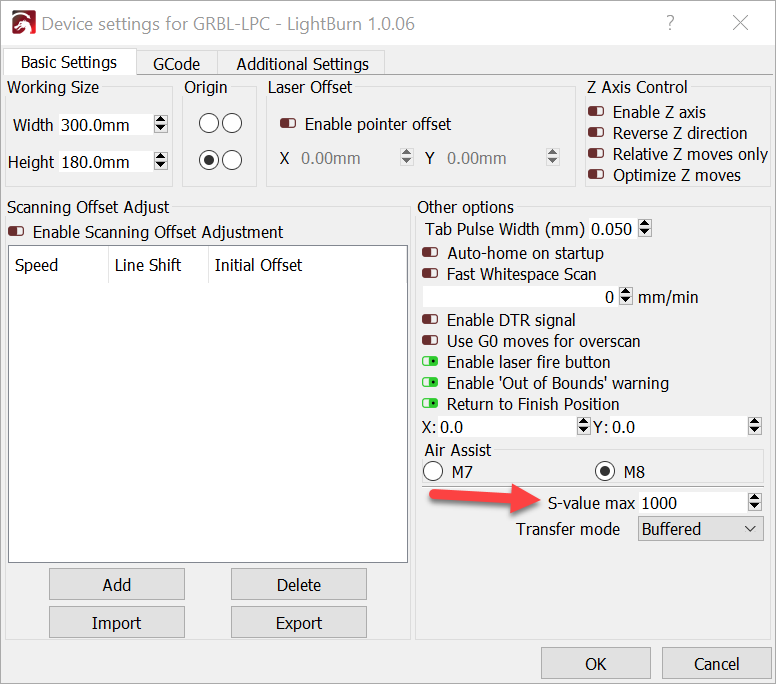
Click Edit in the top bar and whip almost all the way down to Device settings (Wrench crossing Screwdriver icon) Click that and capture the image - it’ll look like this except the bright red arrow.
I would guess that Lightburn only cares when it’s generating code for the specific controller.
It could apply that ratio to an 8 bit or a Ruida or …?
I have no idea what the pwm steps on my Ruida actually are…
I wonder if there were any changes to the code with the proliferation of these 32 bit grbl machines that can handle a 16 bit pwm range.
How much resolution do we need or can really use. I can see that 256 steps is probably not as useful, but how useful is the 65,535 steps from 0 to max?
If it’s controlled like the Ruida, where the power can be varied and the laser can use that correctly, the greater the better. But I’m sure at some point, it goes the other way.
The tube needs to respond within the ‘period’ of the pwm…
The value is auto-populated if LightBurn detects the machine during “Find my controller”. However, if you setup the machine manually no validation is done at creation time or subsequent runs.
Might be something nice to add in a Troubleshooting wizard or something.
I’m sure the limiting factor now is the laser’s resolution in its ability to resolve and respond to various levels. I see value in having as many levels as can actually be reliably controlled. I suspect that resolution is well below 65,535 for any diode laser today and probably well covered within 1000 levels. We just need to identify a material or sensor sensitive enough to test this on.