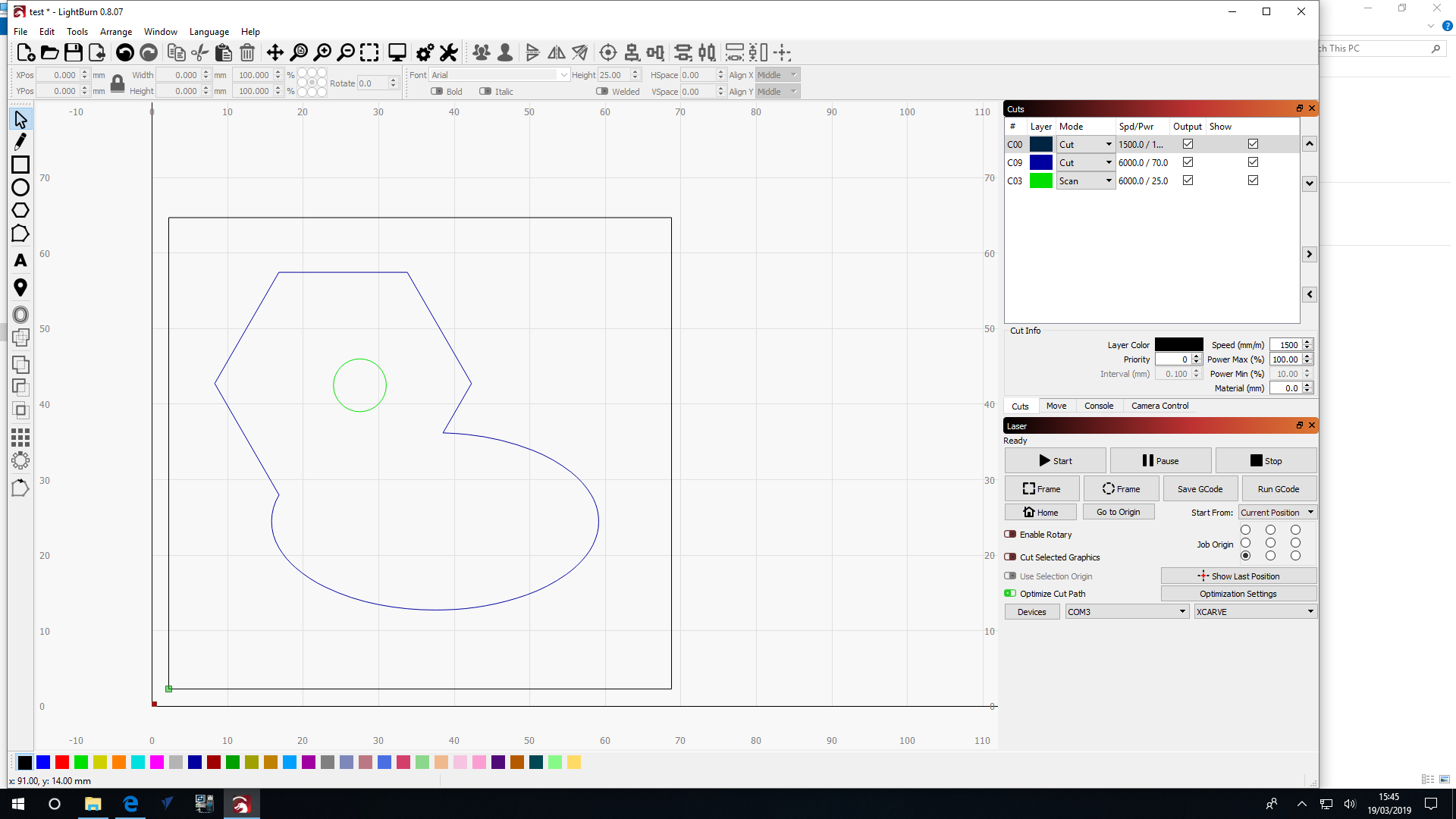
I have made a test file with three elements. An outline square, a welded polygon and a circle.
All three elements have different cut/scan characteristics, and all cut/scan exactly as expected using PWM called by M4 and Sxxx
If run individually, all is good.
However, if I just send start command, there is no S0 added between each element, so the laser is left in the ‘on’ state whilst traversing, causing an unwanted burn line between elements.
Do I have to tell it somehow to turn off the laser or set power to S0 between cuts?
If the controller is running is “laser mode” it doesn’t need S0 commands, as G0 moves are non-cutting moves. If you’re using the generic LightBurn GRBL device profile with a firmware older than 1.1f you’ll need to switch to using GRBL-M3, which generates significantly more verbose GCode, but should do what you need.