I have the new Sculpfun S30 Pro with Air Assist. It has a nozzle for the air. I have read a lot that says Engrave - no air, and Cut - use air. My question: What is the downside, short of wearing out the pump, for using air assist on engraving too?
My thinking is that the best way to keep gunk off the lens is to have the nozzle pressurized.
High pressure air-assist while engraving can force the deposit of smoke onto the material itself, resulting in a smudgy engraving.
This isn’t wrong. This is the reason why there’s value in always having some minimal airflow from the nozzle. So you now have 3 potential states of the air-assist: high pressure, low pressure, no pressure. In practice, you’d always be at high or low where “on” maps to high and “off” maps to low.
Possible solution… control the airflow with something simple.
Doesn’t require a bunch of relays and valves and wiring, but lets you ‘manually’ restrict the airflow from max to off… including a minimal amount to, as the OP said, “keep gunk off the lens.”
I ultimately installed mine on the front of the laser (and added an LED for the geek effect), but it could have just as easily been zip-tied upright, somewhere inside the machine, but accessible.
Understood. Mine is a simple integrated factory air pump as well.
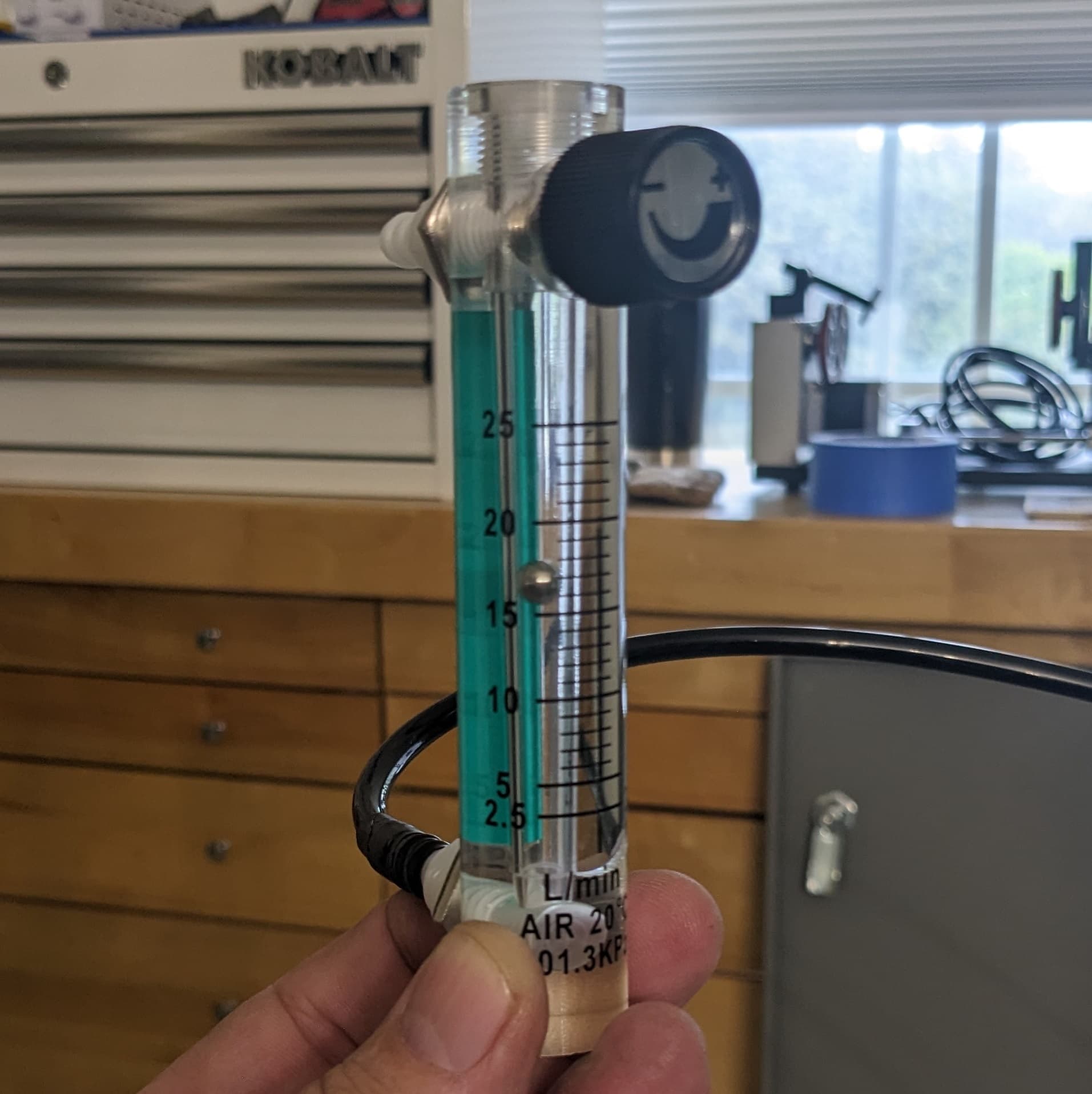
The factory aquarium pump supposedly puts out 30 Liters per minute, but I’ve never seen better than 17 L/m. I am set up for air assist… not air assault.
I think I found the downside… It appears the smoke spreads out in all directions. The pattern appears to favor the wood grain. No air means it will just drift away with the exhaust blower air.
So like @jkwilborn mentioned, just a little air for keeping the lens clean. Not being at all familiar with the Sculpfun air pump, I think I will vent excess air rather than restricting the pump output. A simple T-connector and aquarium flow valve will do the trick.
Yes, possible. But the debris is smoke and the downdraft from the laser cooling fan helps keep it from settling. Besides, I am fulfilled in my desire to make the setup better. Self contained and portable on a cart, can be used in any cool room, flex duct to removable window board.
That’s one of the issues with these machines… air flow
I like the air to flow from the front of the machine where I start engraving, to the rear where the air is exhausted.
With a moving air stream debris shouldn’t just drift around but go at a higher speed towards and out the ventilation system…
I would hope your ventilation system is much more capable than the modules cooling fan…?
The slower this moves the more time the gases have to condense out … onto your machine and its internal parts… This is exacerbated with a honeycomb bed… and is probably the main reason why so many of these going into self bbq mode (fire)…
I have a vary-speed 130cfm 3" duct fan evacuating a box 28"×28"×22" with an air intake slot on one side. About 4’ of 3" flex tubing vents out thru a window panel.
“why so many of these going into self bbq mode (fire)” (Site not tablet friendly…) What you describe is a creosote fire like in chimneys. Easily solved by cleaning the honeycomb regurlarly with a can of brake cleaner spray.
We have a tendency of using something without maintenance until it goes Oh Crap!, then complain about the mess.
My projects are mostly one-off and no Production here. I am retired and do not want even a part time job. Too many hobbies!
Not so easily, as the honeycomb has 3 dimensions and to get solvent into all areas you have to soak it.
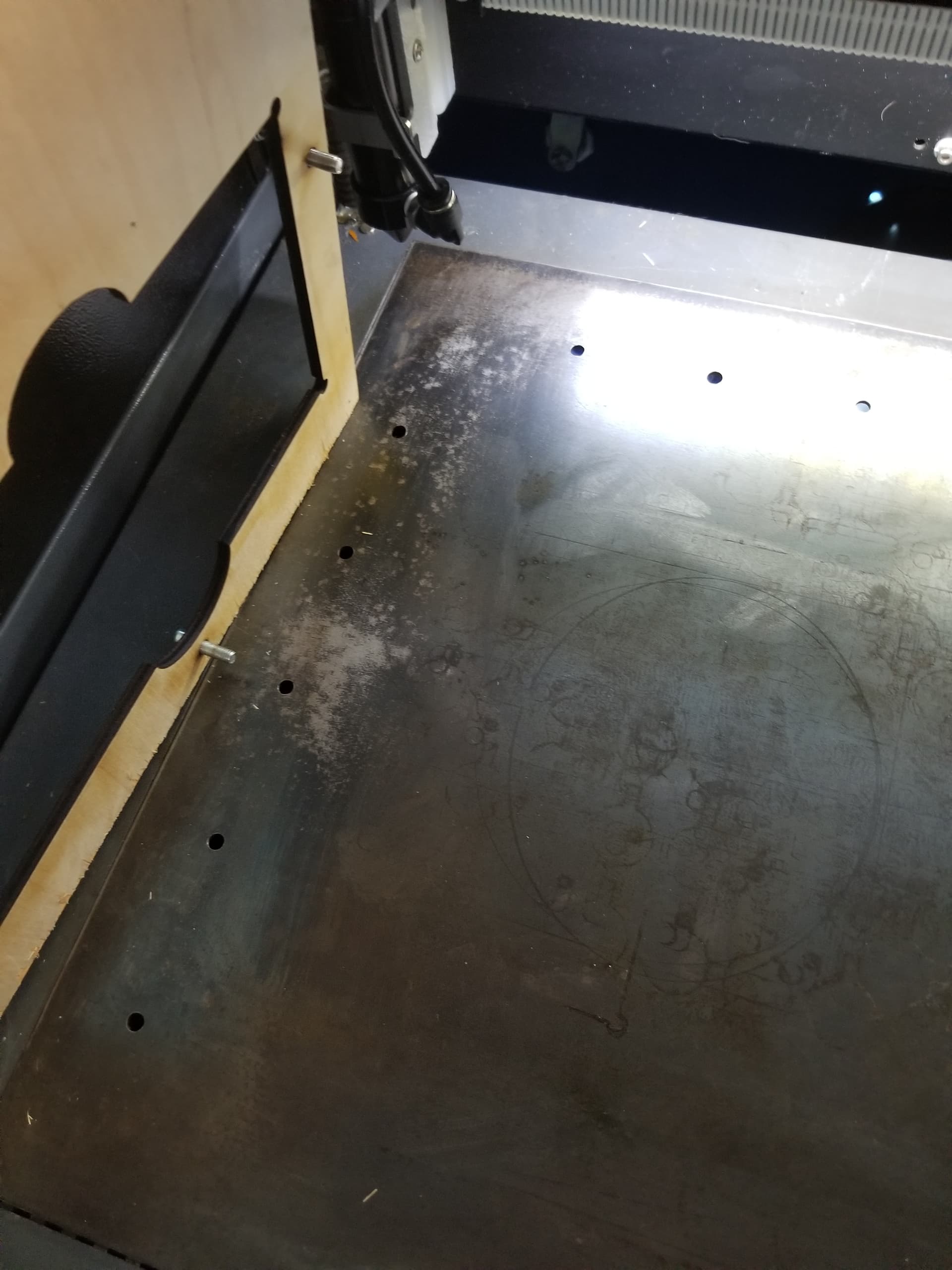
My steel plate wipes off in a couple minutes while inside the machine, so comparably, it is not easy to clean an honeycomb… The amount of solvent I use is nothing compared to a can of brake fluid.
as it goes up in flames…
Exactly my point, messy and difficult to clean - translation - means the machine isn’t cleaned after every use because the easily cleaned part just isn’t true and doesn’t happen…
Before I put the machine to bed, I clean it…
Do you remove your honeycomb after the days work and clean it?
It also destroys the internal air flow of the machine …
I haven’t seen any piece of material cut on one of these that didn’t show reflective marks on the back side of the piece, requiring extra work…
Trust me … I’m lazy, if these worked like I was told and thought, I wouldn’t have a steel bed, I’d be happy with the supplied honeycomb…
This is how clean it is after a couple years in the machine… and it doesn’t stink like burnt material.
I will be using the honeycomb for projects where I would being doing cutouts. It will get about your days worth of use in my year. A can of brake fluid amortized over a year is pretty cheap.
About the warning of the marks on the bottom, I will be watching for that. I have had to scrap a number of completed projects, some for a much greater cost than the honeycomb.
I got almost no soot on the bottom of my cutouts when elevated. How do you avoid that having your parts resting on the steel plate? Would an aluminum plate do just as well? They included one with the honeycomb.
And by the way, I hear you loud and clear. If I was doing even a mini-production here, I would be doing it your way.
I don’t seem to worry about the costs as much as dealing with foul chemicals… One of the reasons I dislike the NTM as is commonly done.
If you compare the surface area on a honeycomb to that of the surface of the sheet of steel, you have a lot more area to clean … a lot less of the chemistry is needed for a flat piece of steel.
When I cut, I use 5mm magnets to raise the work piece above the steel. The output condenses on the steel but the airflow is to the rear so it allows the debris to move as rapidly as possible towards the vent…
This is a short video <40 seconds, before I added an external compressor, stock fan, cutting 4mm sub flooring mdf … it’s pretty cheap. The videos wasn’t to show debris movement. As it was quite hindered by the lid being open a large amount.
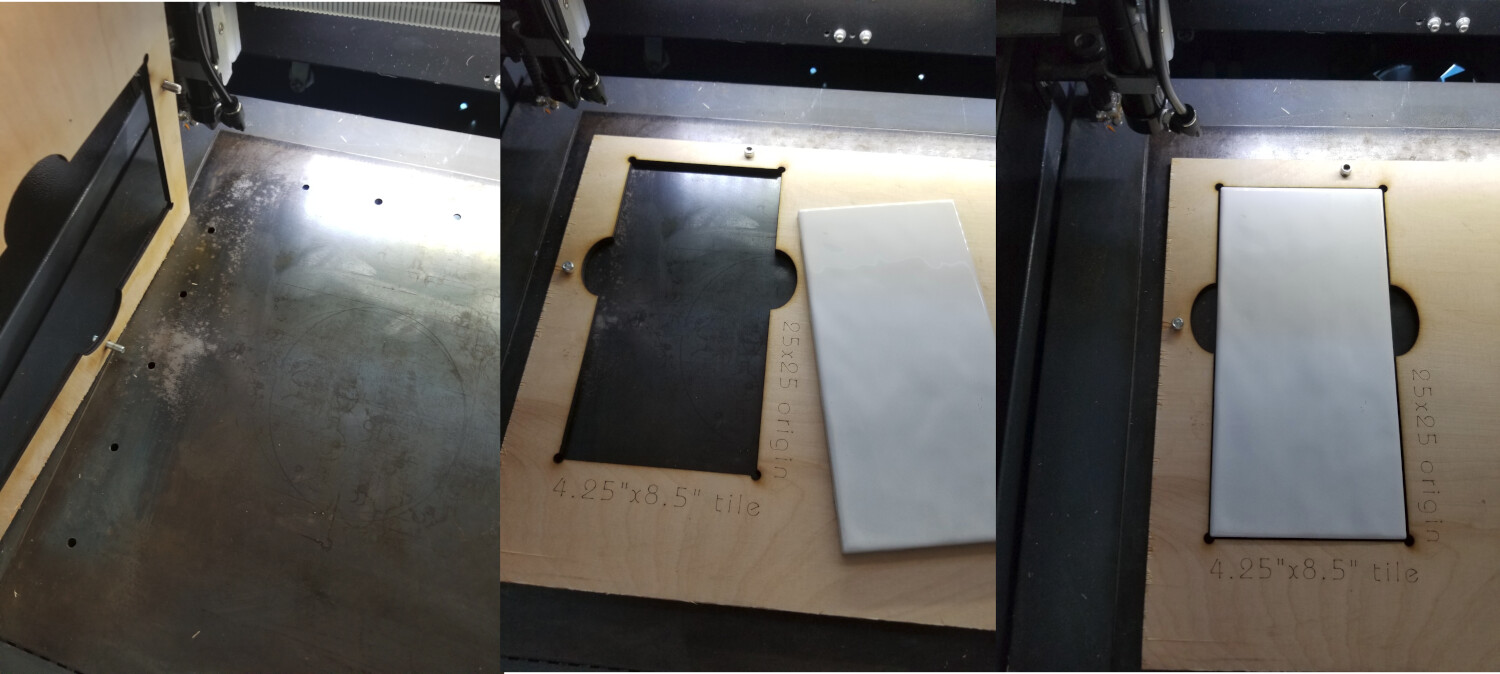
It also allows for an accurate jig alignment system…
Wow, that is a LOT more smoke than I see! My cuts on 3mm ply is done at 50% power and 3-4 passes. Looks like you have a campfire in there!
Heck yeah, having fun! Now that I have a laser that will fuse tiles at 1000mm/m and 40% power. Just did a material test using the mix that includes glycerine. Had to stop because the “paint” peeled in the air blow (not strong enuff to be a blast), but got some text to fuse before it got bad.
I’ll have to make a new video now that I use 60lbs for cutting … there is less visible smoke and it rolls over the back edge.
That sub flooring is pretty tough stuff …
It’s only 40W but works pretty well… Most of my work is engraving anyway… so I don’t have a powerful machine… When I replaced my tube, I went with a 40W.
If it’s not a challenge to some extent, it’s not really fun… is it?
I have an atamstack A20 and I always use a little air assist when I engrave. I found without the air the debris removed can start to burn and char the edges of the engraving. I also removed the encloser around the laser out so it won’t trap debris. It took a few tries to get it right. Mine is just a little hobby laser