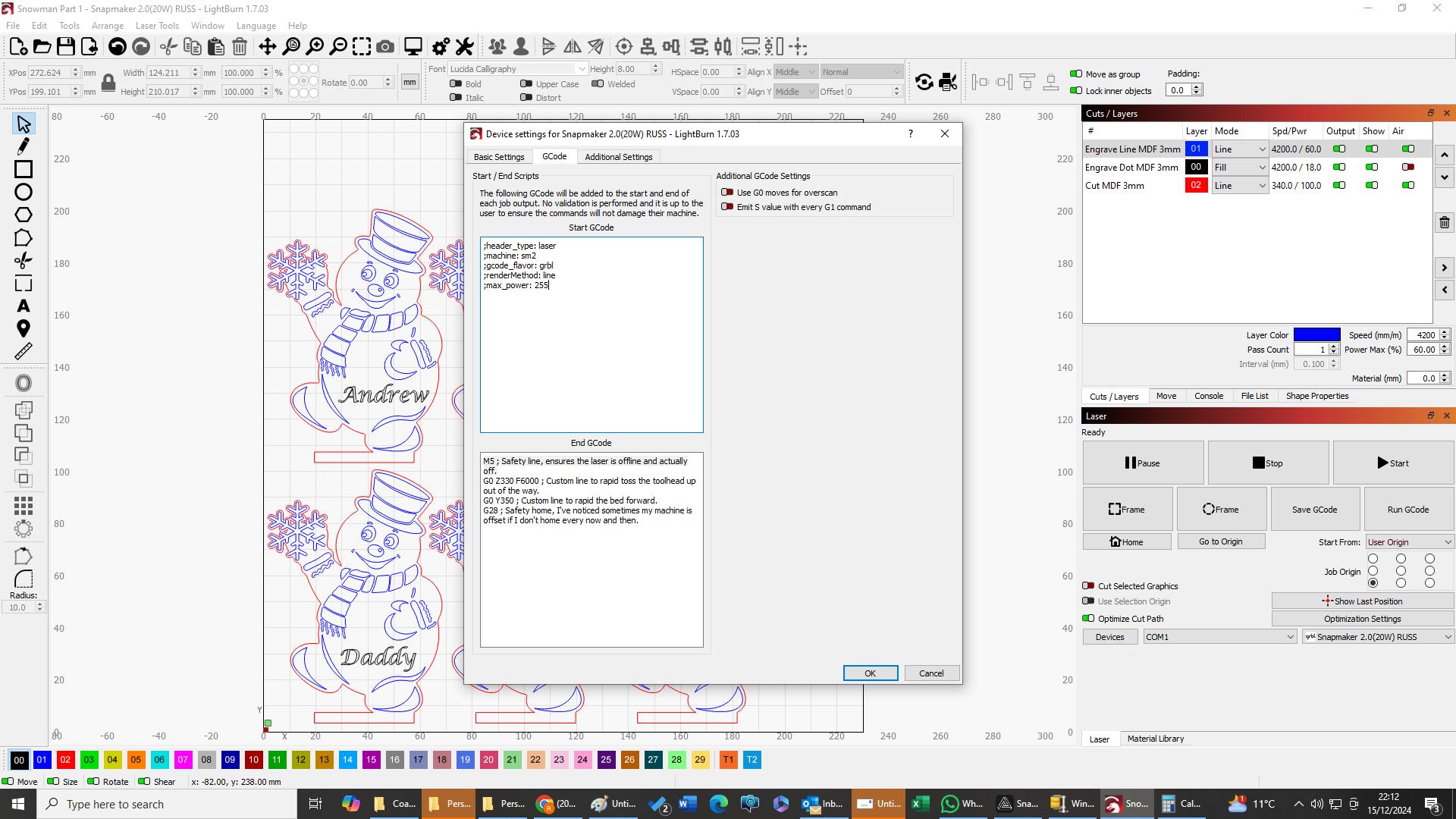
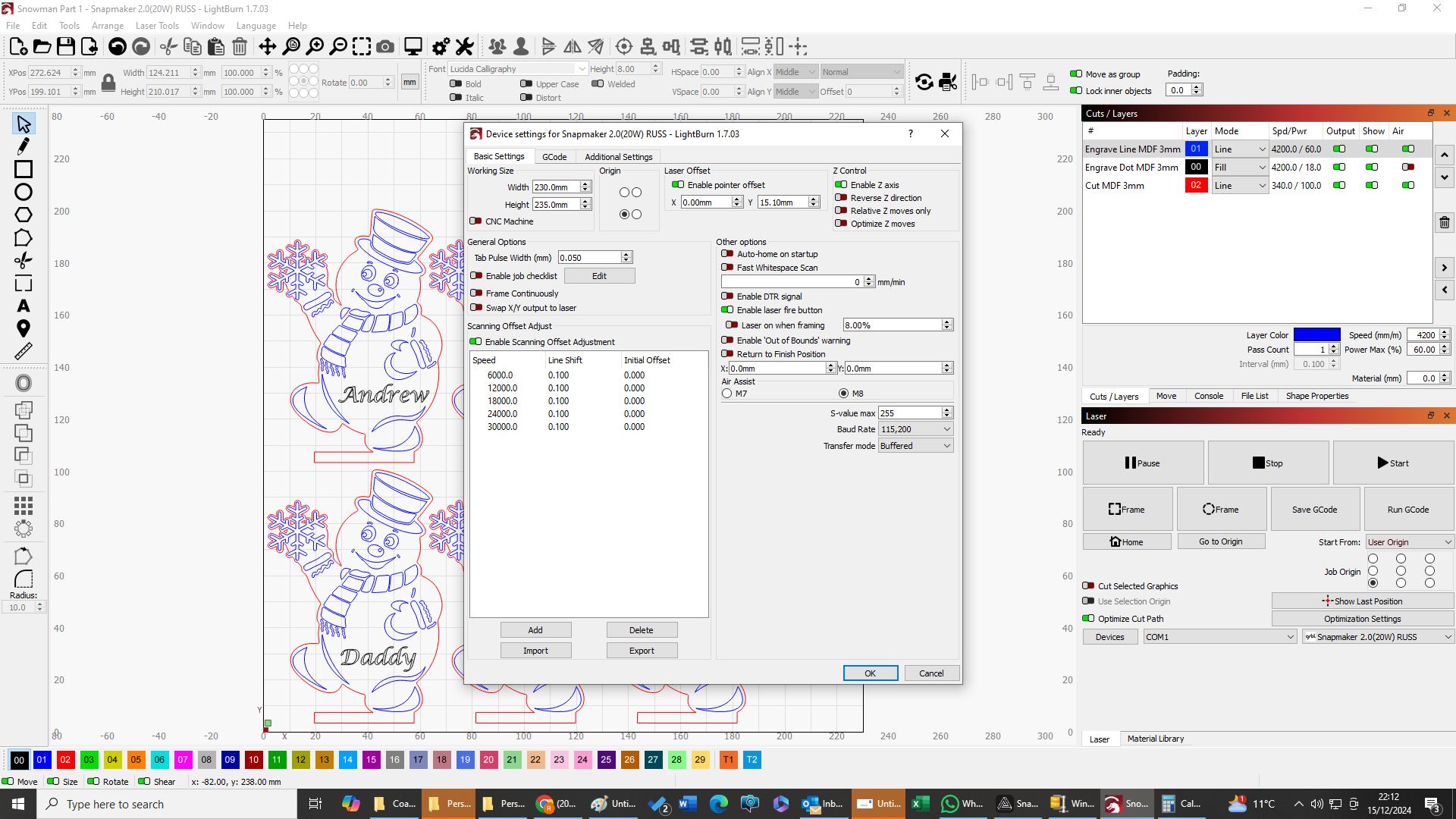
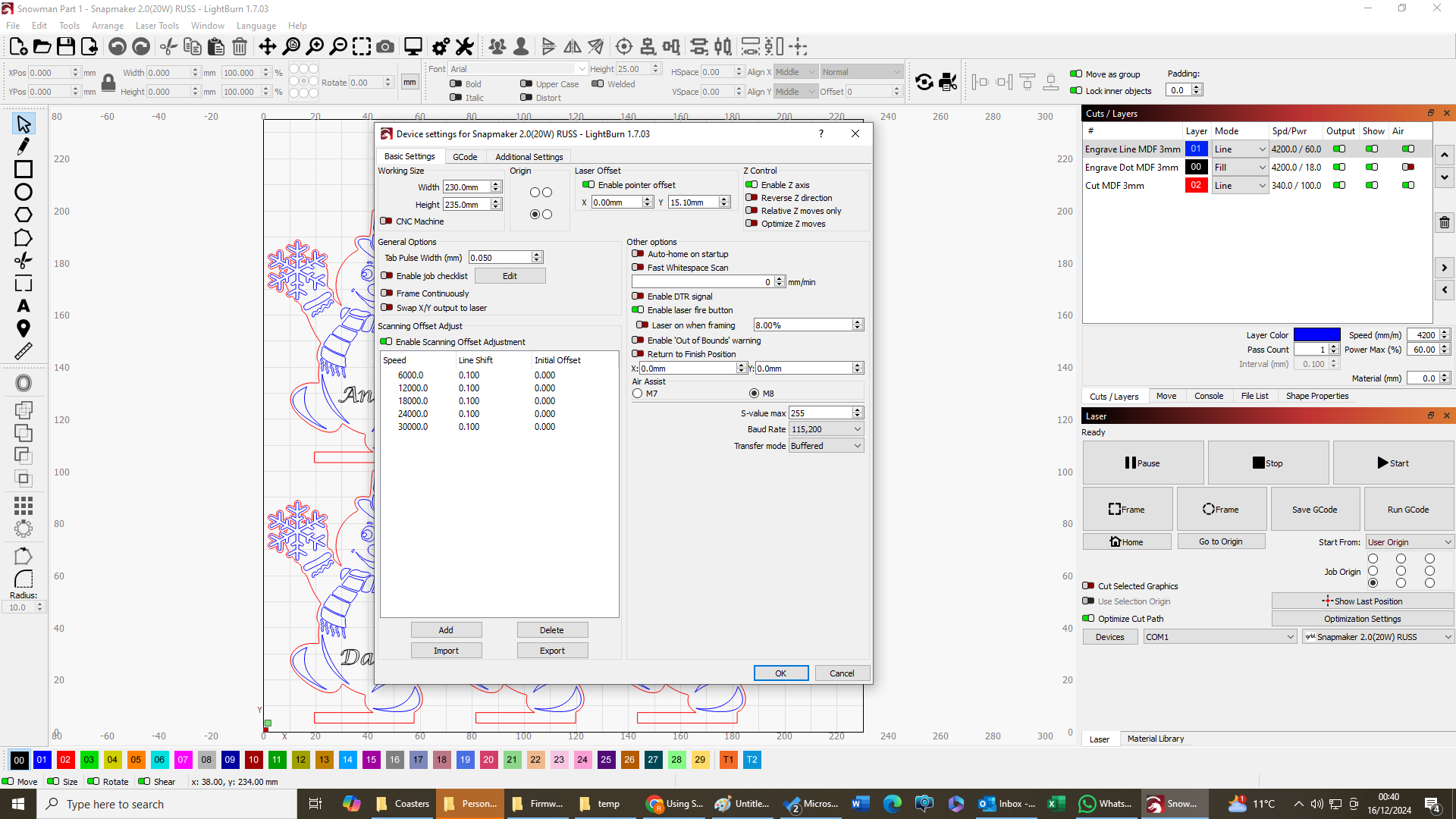
Snapmaker 2.0 A250 and Lightburn. Hi. Having trouble using my machine with Lightburn. Have used the Snapmaker setup file, think I have configured correctly - see attached GCODE and screenshot.
I prefer to Save GCode to USB and then load onto Snapmaker.
However:
I follow the Snapmaker wizard on machine and set the workpiece origin using the red laser cross.
Putting the origin at the bottom left of material (i.e. nearest front door and on its left) does not have the expected effect as when I run a boundary on Snapmaker screen the cross moves off to negative X and maxes out at machine limits and then doesn’t move to a full X=200 limit as I’d expect for my NC program. It’s as if the origin is half way along
After trial and error I move origin to a point where the boundary runs such that it is contained within my material
However I then run the program and the laser moves outside my material to the right. Suggesting that my
Q1: So I am basically confused about how to set Lightburn up for this to work and whether I can ever get the Snapmaker boundary tool to be useful when working with Lightburn GCode.
Other questions:
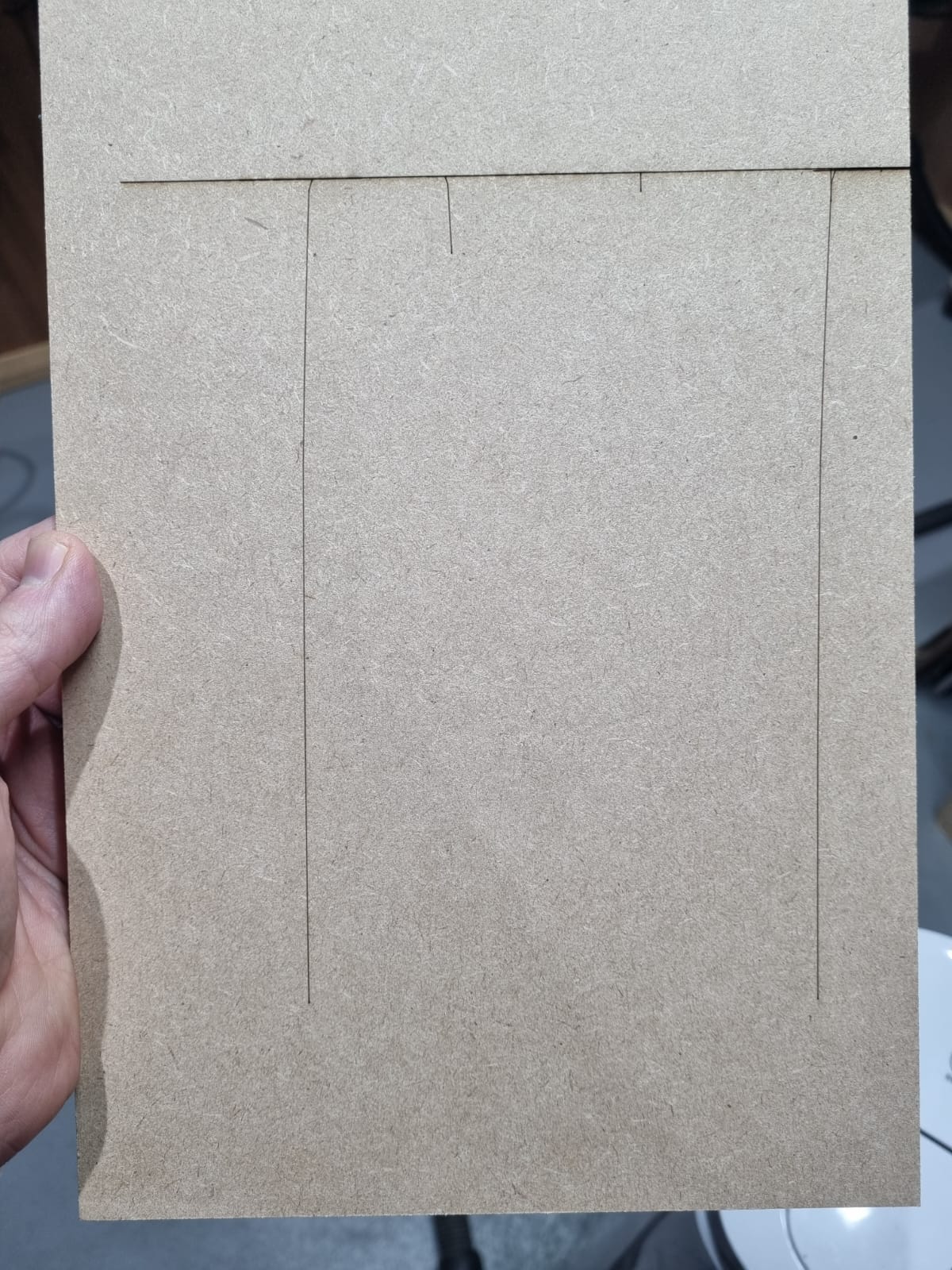
Q2: My laser is also on, low power, for the first feed movement from start point, leaving an engraved line on the MDF that I don’t want. How do I fix?
Q3: Is there a GCode command to activate enclosure exhaust? And LED lighting?
Additional info - this is what happens if I ignore the boundary run on Snapmaker and just set the Work Origin where I’d expect in the bottom left of the material. You see the long faint line with the laser on as it feeds from origin to first engrave (second line further right is from where I had a diff origin), then after that it does all the engraving along a single Left-Right line implying it has just maxed out on the Y axis. Snowman Part 1.nc (504.0 KB)
Make sure your snapmaker firmware is fully updated. You seem to have remnants of my old guides in your gcode, so I assume you might be on an old firmware version.
M1010 S3 P100 ; LED’s On at 100%
M1010 S3 P0 ; LED’s OFF
M1010 S4 P100 ; Enclosure Fan 100%
M1010 S4 P0 ; Enclosure Fan OFF
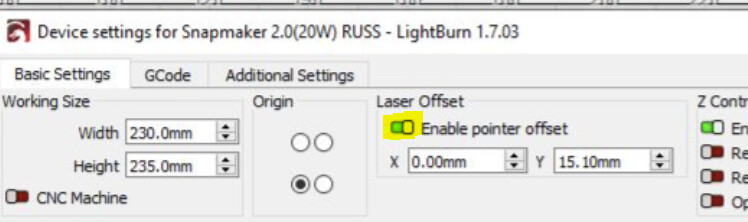
As @parsec said, disable the crosshair offset in Lightburn, that will be handled by the snapmaker touchscreen directly. Also when you upload files, make sure they’re ALL from the same run/test. Your gcode file has discrepancies from your screenshots. In the gcode, it’s current position, whereas your screenshots say user origin. You also have the M3 S0 line in the header in the gcode, but you’ve removed it for your screenshots. I’d suggest leaving that in.
Basically with you changing things, it makes it impossible to really tell from the files you uploaded. We need the screenshots, gcode, and results all from the same test run.
With thanks to @Skreelink and @parsec I just wanted to close this thread out with my solution …
So I now have Snapmaker 2.0 (with 20W laser module) working fine using GCode exports from Lightburn via USB stick. Some choices a bit counterintuitive because of the way the Snapmaker local processing works on the touchscreen. Don’t know which of these did what but this is the sum total of what I did.
Updated to latest firmware
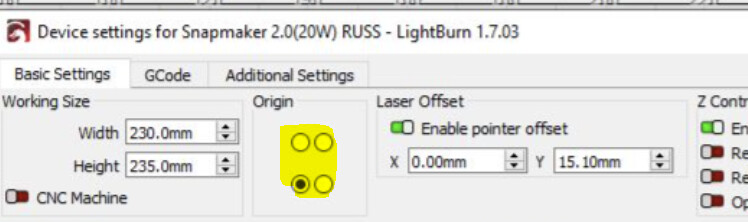
Device Settings (Basic)
Origin = Bottom Left
Enable Pointer Offset = Off (local Snapmaker conversion still works by using crosshairs to set 0,0)
Laser Control = M03 M05
Air Assist = M8
S-value max = 1000
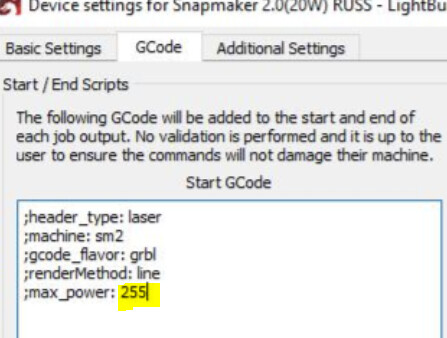
Device Settings (GCode)
Emit S Value every G1 = On
Added this Start:
M3 S0 ; This is a safety line, it brings the laser online at 0 power, basically a ready state.
M1010 S3 P100 ; LED’s On at 100%
M1010 S4 P100 ; Enclosure Fan 100%
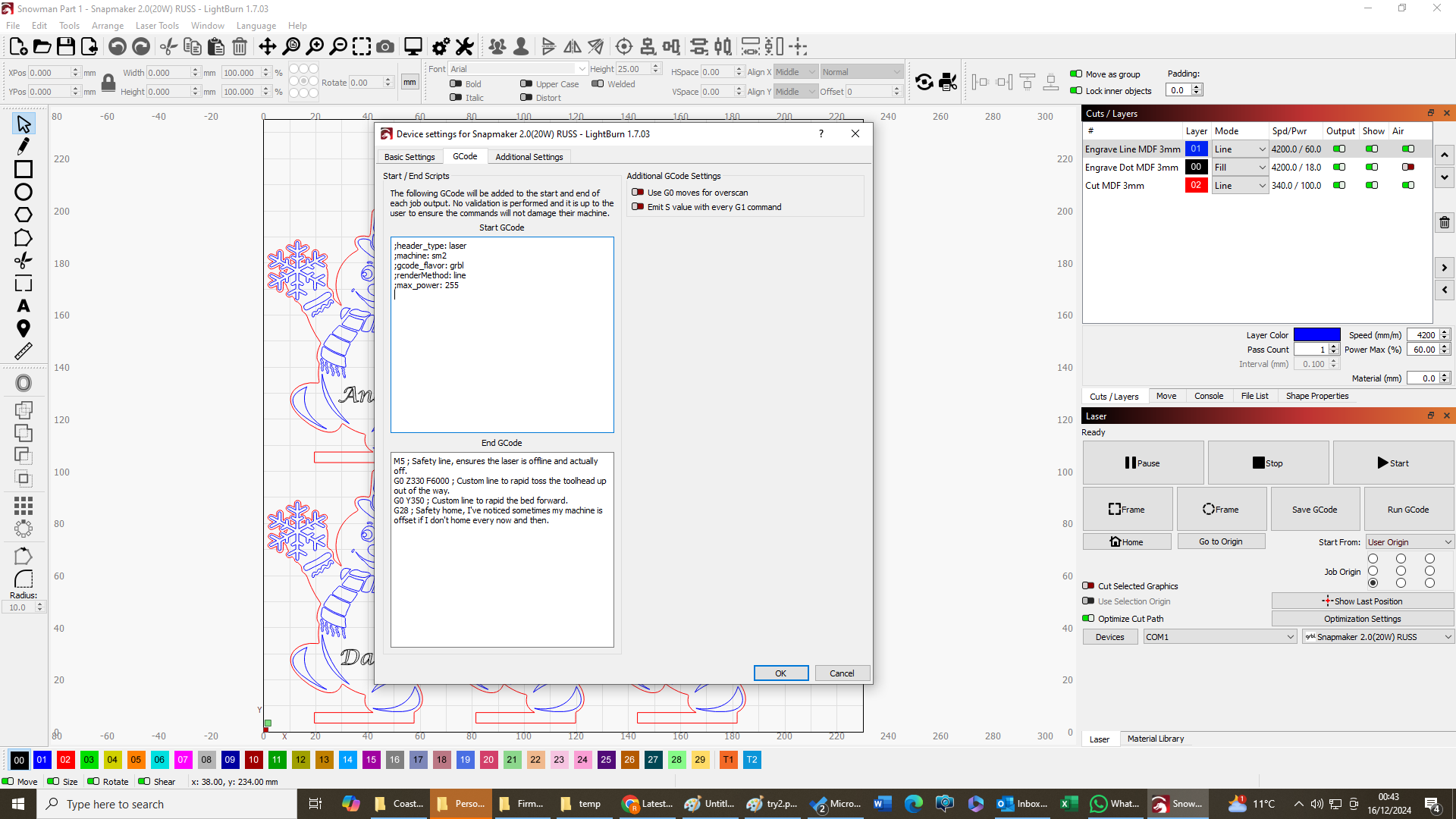
Added this Stop:
M5 ; Safety line, ensures the laser is offline and actually off.
G0 Z330 F6000 ; Custom line to rapid toss the toolhead up out of the way.
G0 Y350 ; Custom line to rapid the bed forward.
G28 ; Safety home, I’ve noticed sometimes my machine is offset if I don’t home every now and then.
M1010 S4 P0 ; Enclosure Fan OFF
[Optional] M1010 S3 P0 ; LED’s OFF
Main Window
Coordinates = Absolute (snapmaker system effectively overrides this as it works fine with crosshair centring and the adjustment for that using normal snapmaker touchscreen process)
Device type = Marlin (I didn’t try the Snapmaker specific one)