Machine: Xtool D1-Pro 20w with air assist, Xtool enclosure and fairly strong suction fume extraction system.
Equipped with Honeycomb bed on silicone feet (about 1/8" air gap between honeycomb and base plate.
Material showing high level of frequency: HDF (high density fiberboard) aka hardboard, brown board, masonite.
Issue:
Cutting 1/8" HDF frequently results in rather violent popping that jars the work piece, often knocking it out of alignment. Initially I thought it was a heat reaction causing drastic warping from temperature changes. But it has since been confirmed to be actual rapid and rather violent ignition of fumes/smoke/gases accumulating under the work piece. The larger the work piece and closer to center, the stronger the affect.
I’ve read several postings online regarding acrylic causing this, which I’ve won’t go into, since I have no interest in working with any plastics. It frankly scares me to think of the potential health risks!
I have noticed on rare (so far) occasions that certain plywood laminates will produce a small amount of “popping” during cutting, but nothing comes close to the affect I’m experiencing with HDF.
I have cut up most of a 4x8 sheet’s worth of HDF thus far making various layout templates and even constructing an exhaust box for my fume extraction system with good success, but I have to make sure the work piece(s) are firmly held down, either with powerful magnets to the bed or simply holding them down by hand (no, I haven’t lost a digit or experienced radiation sickness or burns (yet).
Any one else seen this issue and if so what your experiences and solutions might be.
My fume extraction system is a late 90’s AlerMed ION generating 3 stage HEPA and charcoal home filtration setup, which I modded the intake port to connect my exhaust hose to. It works superb and drastically improves the removal and clean up of exhaust fumes.
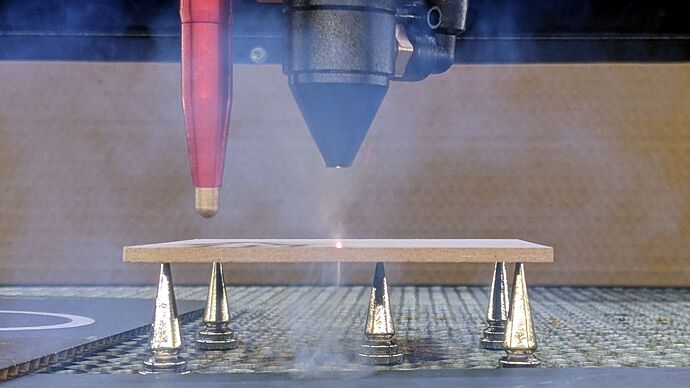
The honeycomb platform in my laser has steel grids, so the ring magnets on the punk spikes get a good grip. That won’t work on an aluminum honeycomb, but you can use MDF / HDF spikes:
The air enters along the front of the platform and I block off unused areas with cardboard, so the airflow pulls fumes across the top and bottom of the material toward the rear of the platform and down through the honeycomb.
Ednisley is correct, raising your work up off the bed will reduce flameups dramatically. I use sacrifical standoffs that I cut out of scrap 3mm - 4mm acrylic cutting standoff.lbrn2 (17.9 KB)
cheers,
Rob
The explosions occur when the air gas mix ratio “fits”. The window for the right mix is relatively small, therefore you may find that in the center there are most explosions, here there is probably not too much suction from extraction and the right gas air mixture can occur. HDF either has more or different glue than MDF, that is also a factor. However, the effect is clearest with acrylic, because the window for ignition of this gas-air mixture is larger. With natural gas, on the other hand, the ratio window is very narrow, a few percent plus or minus deviation from the ignition mixture and it will not ignite.
You can play with changing your compressor power or your extraction power.
PS many types of wood “produce” wood gas when smoldering, it can be collected and used for e.g. engine operation.
Thanks Ed, unfortunately adjusting height on these smaller home setups as a real inconvenience without dissembling, adding legs, etc. An adjustable work surface cabinet is developing in my head, hopefully soon to accommodate this
Fortunately my honeycomb bed is also steel, so at least for larger pieces I can use some strong magnets to pin the piece down, although determining best magnet location has to considering laser module path so they don’t get in the way.
On a different subject… what doe you use to clean your steel grid to remove the build up carbon and sticky residue?
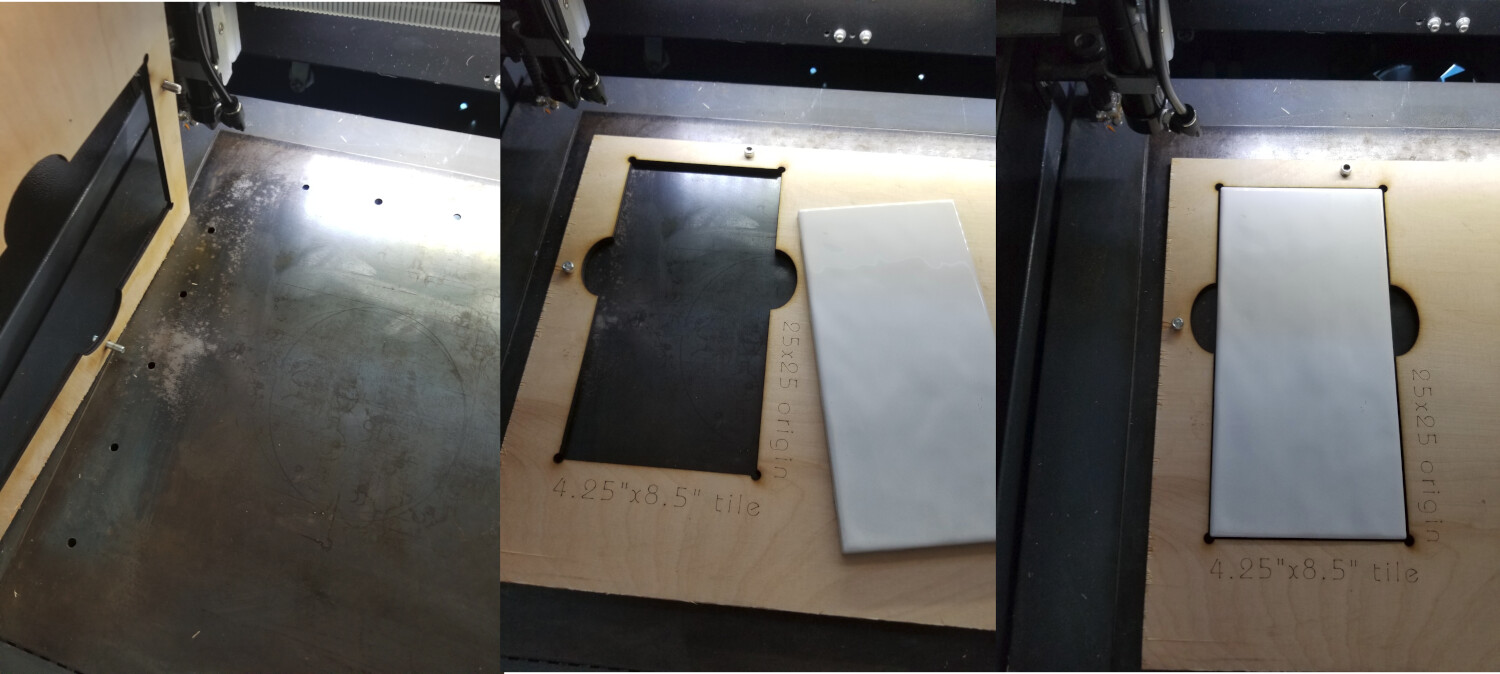
Replaced mine with a sheet of rolled steel. Drilled holes in it to align jigs. Wipes off relatively easy with a rag. Mine was also aluminum, another strike against it…
Haven’t had enough gunk accumulate on it to justify trying anything, but other folks have used anything from Simple Green to brake cleaner, so there’s plenty of room for experimentation.
Given that it’s steel, I’ll wait for a summer day when it can bask in the sun while drying.
That’s alarming. I’m surprised you continued burning thru a whole 4x8 sheet with explosions occuring the whole time.
I agree with Jack. The entire concept of a thick honeycomb is flawed. Those pockets of stagnant air in each cell are difficult to purge without significantly increasing air assist and providing ample open space and cross-flow below the grid.
… or increase extraction significantly. - …is the solution, or part of it.
I often read that people are not happy with their honeycomb and cannot recognize the arguments, or at least not them all.
I have in my machine the “knife” solution at the bottom and then my steel honeycomb. On the top of it can if I want to use it, a steel plate with approx. 20 mm distance from honeycomb.
98% of all my work on my CO2 laser is with honeycomb and at least it goes so good that I do not mount the steel plate as often. The main argument for using it this way is that it works here for me, with the ventilation and the compressed air through the nozzle I have. It is just easy and quick to orient material to 90 degrees with the help of the outer edge of the x and y frame and I do not have a fraction of the condensation that when I use the steel plate on the top of the bed (without extra raising the material to be processed)
If a template is used to fix items and it is located directly on a closed steel plate, the result is a big mess, the heat and the combustion gases hit the steel plate and condenses without the possibility of being sucked out.
Of curse should honeycomb bed also be cleaned once in a while and I also sometimes have smaller marks on my material from the pattern of honeycomb, but if I can’t get rid of it with alcohol or acetone then I use tape.
The knife solution which was very important for me to get with the machine at the purchase - I have used it … 2 times ??
It’s just my opinion/experience and not meant as the start of a huge discussion about what’s the best …
I use about 60lbs pressure when I cut mdf or wood… I get a bad edge and poor cut quality with higher pressure on acrylic. I had asked Russ about this and he advised to use minimum pressure to keep debris off the lens with acrylic. In simple terms you need to think about what’s actually happening to the material.
This ~3 minute video shows it pretty clearly how honeycomb effects cutting of all materials.
My kerf is about 0.16mm, so the best I can expect is my 60lbs of air pressure at entry to the nozzle has to go through a very restriced 0.16mm hole…
We think of air going down from the nozzle, similar to a beam of light. The reality is that the air is swirling from the inside of the nozzle design/feed point. When it exits the nozzle, it’s not parallel to the beam, so less air gets through.
If you want to see more of these issues… watch this ~16 minute on honeycomb issues The whole video is educational but about 5 minutes in he demonstrates one of the major issues of air flow and how a honeycomb bed exacerbates the issue.
I think everything has a use somewhere… I’d be tickled if I find a use for that damn honeycomb bed I can’t seem to throw away…