Hi there. I have a problem with laser strength settings in FILL and other modes. It doesnt matter which value I set, the power is still the same - kind of weak.
The only way I can get stronger laser is to slow down the moves.
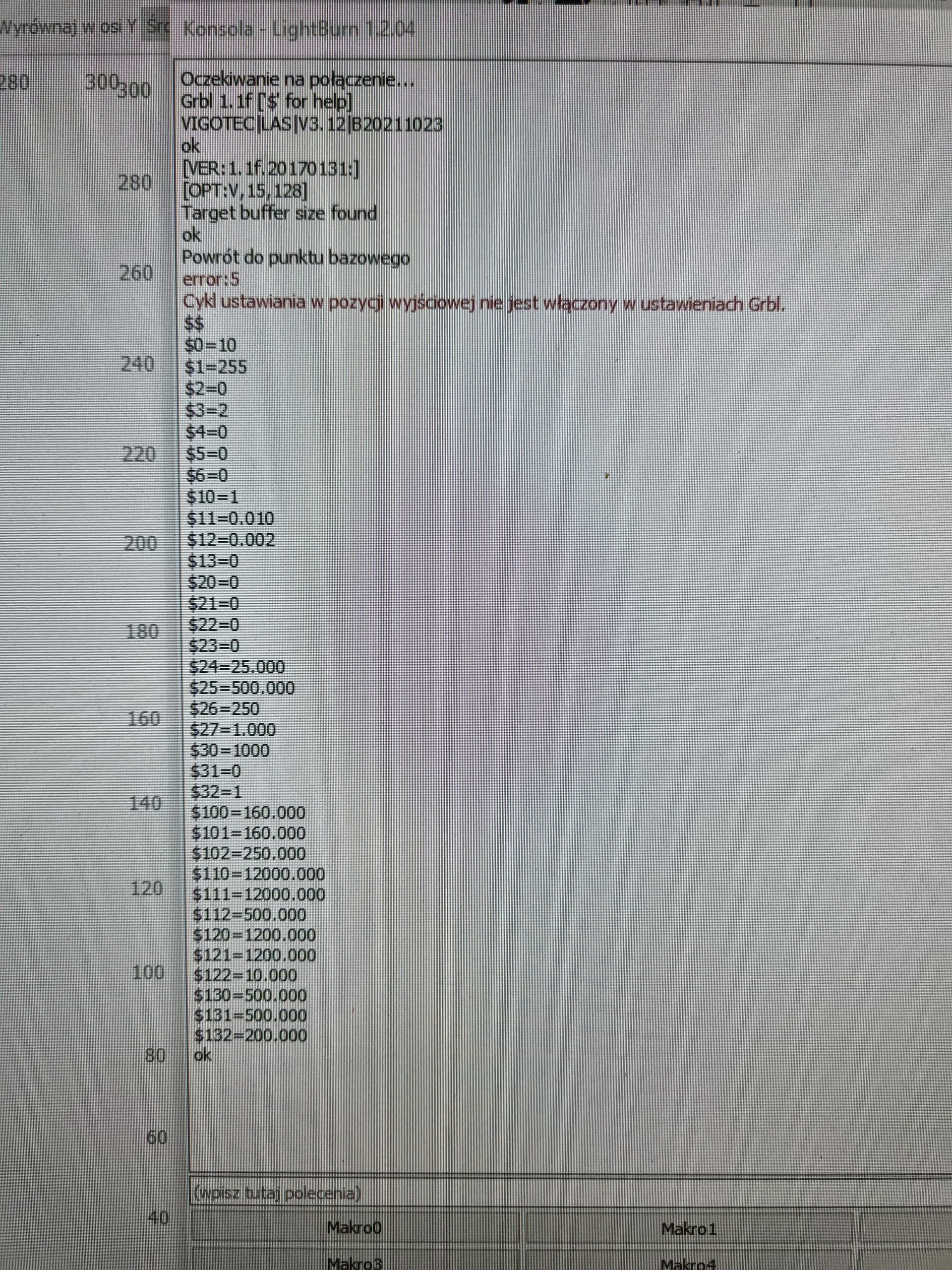
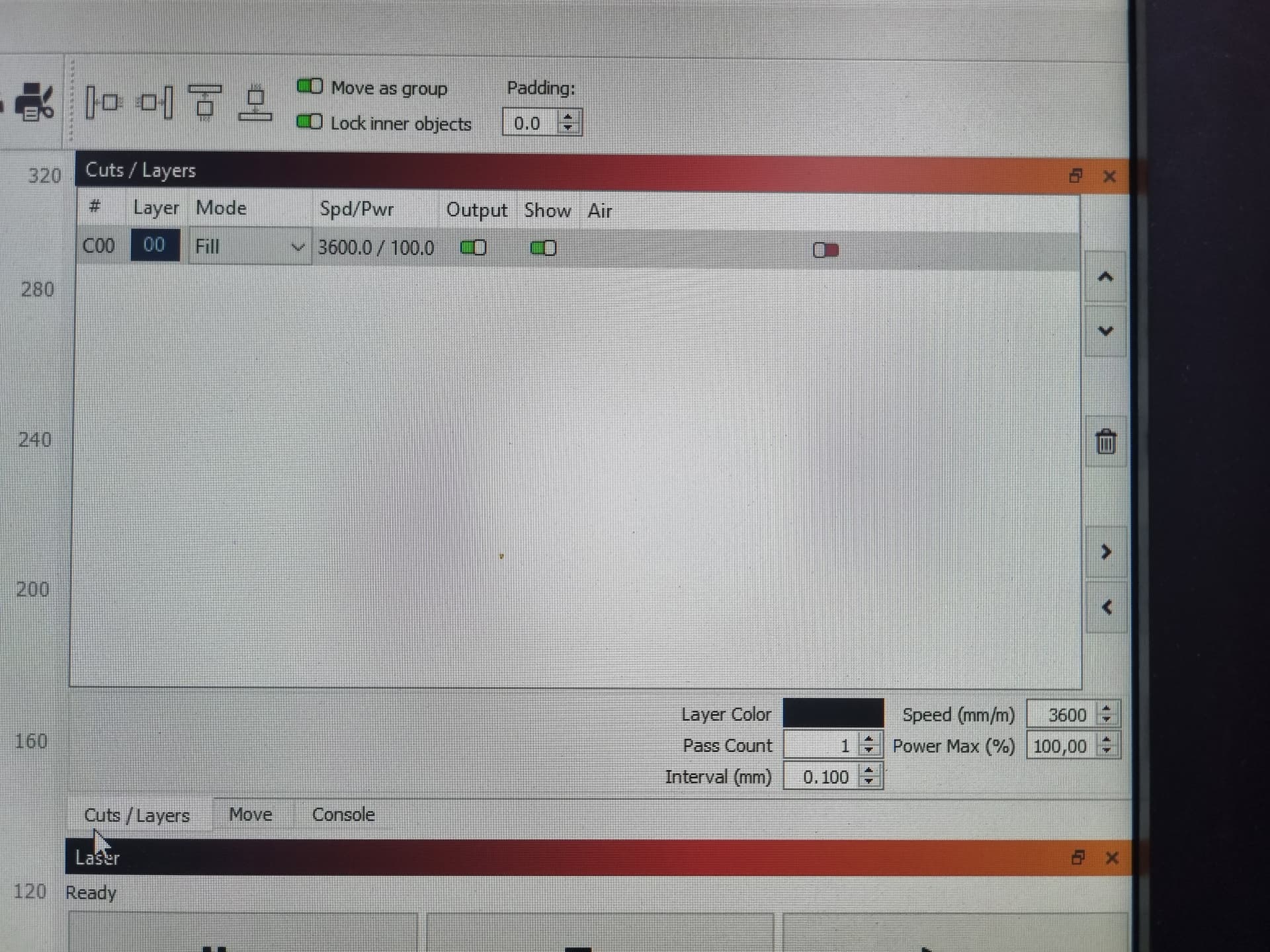
You answered half of the question - What speed / power were you trying to use? It’d be best to show a screen shot of the speed/power settings from the Cuts/Layers window, and include the part below it that shows the units the speed is in (mm/sec or mm/min).
I can see that the g-code is requesting max power (S1000) so it’s up to the controller to deliver at that point. I don’t see how vigoworks could be actually getting more power so likely something else going on.
Some ideas.
Confirm that the units in Vigoworks is the same as LightBurn. mm/min.
Reconfirm speed.
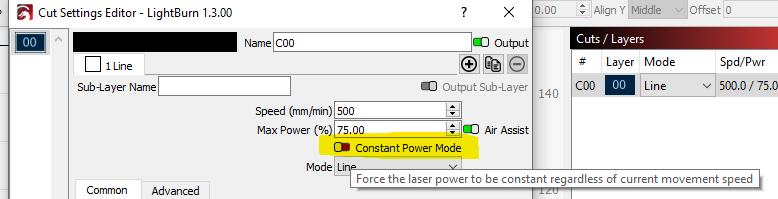
Vigoworks possibly doesn’t use M4 for laser mode and can only do M3. Try setting LightBurn to “Constant Power Mode” in cut settings and repeat the test. Does this change the outcome?
I installed vigoworks and checked it out. A couple of things I’m noticing. The line density of vigoworks seems to default to 5 dots per millimeter. That would be equivalent to .2 line interval. You may want to try changing that setting although if anything I feel like that would reduce apparent burn strength.
Try one thing. Take a stop watch and time the amount of time it takes to burn in LightBurn and Vigoworks. What are the results?
One thing that’s a possibility is that Vigoworks use a different firmware than the GRBL mode that’s used. It wasn’t apparent from the software but it’s possible.
You’re saying it’s both faster and stronger? That’s odd.
Can you do an actual timing of how long each burn takes? Taking a video might be easier as you can check the exact start and end times. The relationship between the runtimes might give a clue as to what’s going on.
Try enabling the ‘Constant Power’ switch in the Line layer settings in LightBurn.
If the Vigotec uses an 8-bit controller and is unable to process GCode quickly enough, the laser head would move slower, and would reduce power to compensate. If you enable the ‘Constant Power’ toggle switch, the power will not be adjusted based on the speed of the laser.