This is what they sent me:
$0=10 (Step pulse time)
$1=255 (Step idle delay)
$2=0 (Step pulse invert)
$3=0 (Step direction invert)
$4=0 (Invert step enable pin)
$5=0 (Invert limit pins)
$6=0 (Invert probe pin)
$10=3 (Status report options)
$11=0.010 (Junction deviation)
$12=0.002 (Arc tolerance)
$13=0 (Report in inches)
$20=0 (Soft limits enable)
$21=1 (Hard limits enable)
$22=1 (Homing cycle enable)
$23=3 (Homing direction invert)
$24=100.000 (Homing locate feed rate)
$25=1000.000 (Homing search seek rate)
$26=250 (Homing switch debounce delay)
$27=3.000 (Homing switch pull-off distance)
$30=10000 (Maximum spindle speed)
$31=0 (Minimum spindle speed)
$32=0 (Laser-mode enable)
$100=320.000 (X-axis travel resolution)
$101=320.000 (Y-axis travel resolution)
$102=800.000 (Z-axis travel resolution)
$110=1500.000 (X-axis maximum rate)
$111=1500.000 (Y-axis maximum rate)
$112=600.000 (Z-axis maximum rate)
$120=300.000 (X-axis acceleration)
$121=300.000 (Y-axis acceleration)
$122=100.000 (Z-axis acceleration)
$130=600.000 (X-axis maximum travel)
$131=600.000 (Y-axis maximum travel)
$132=90.000 (Z-axis maximum travel)
This is what I currently have:
$0=10
$1=255
$2=0
$3=1
$4=0
$5=0
$6=0
$10=3
$11=0.010
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=3
$24=100.000
$25=1000.000
$26=250
$27=3.000
$30=10000
$31=0
$32=0
$100=320.000
$101=320.000
$102=800.000
$110=1500.000
$111=1500.000
$112=600.000
$120=300.000
$121=300.000
$122=100.000
$130=600.000
$131=600.000
$132=90.000
I believe the only change I have made is $3 – I changed from 0 to 1, which inverted the x axis. It now responds correctly.
Here is the copy of what I get from the list of commands you requested ($i $$, $#, ?)
$i
[VER:1.1h.20190825:]
[OPT:V,15,128]
Target buffer size found
ok
$$
$0=10
$1=255
$2=0
$3=1
$4=0
$5=0
$6=0
$10=3
$11=0.010
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=3
$24=100.000
$25=1000.000
$26=250
$27=3.000
$30=10000
$31=0
$32=0
$100=320.000
$101=320.000
$102=800.000
$110=1500.000
$111=1500.000
$112=600.000
$120=300.000
$121=300.000
$122=100.000
$130=600.000
$131=600.000
$132=90.000
ok
$#
[G54:150.763,-27.634,-18.968]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
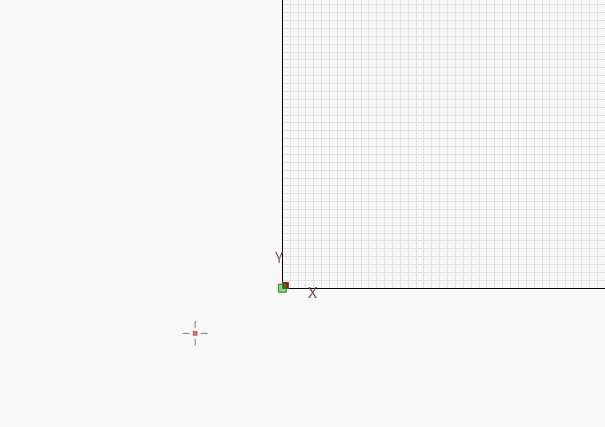
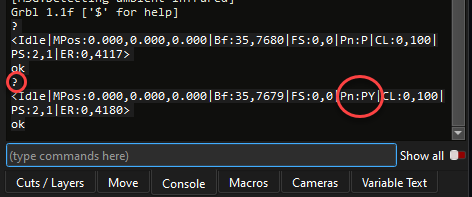
?
<Idle|MPos:3.000,3.000,-3.000|Bf:15,127|FS:0,0|Pn:Y|Ov:100,100,100>
Ok
As for homing from the middle of the bed – it homes z, then it homes x, it never moves y. It is not at the y limit switch, and I can manually jog the y axis.
This is what comes up in console when homing:
Homing
ALARM:8
Homing fail. Cycle failed to clear limit switch when pulling off. Try increasing pull-off setting or check wiring.
Grbl 1.1h [‘$’ for help]
[MSG:Check Limits]
[MSG:‘$H’|‘$X’ to unlock]
<Alarm|MPos:3.000,3.000,-3.000|Bf:15,127|FS:0,0|Pn:Y|WCO:150.763,-27.634,-18.968>
Ok
Checking limit switch:
?
<Idle|MPos:-597.000,-597.000,-3.000|Bf:15,127|FS:0,0|Ov:100,100,100>
Ok
Hold switch activated:
ok
ALARM:1
Hard limit triggered. Machine position is likely lost due to sudden and immediate halt. Re-homing is highly recommended.
[MSG:Reset to continue]
Grbl 1.1h [‘$’ for help]
[MSG:‘$H’|‘$X’ to unlock]
[MSG:Caution: Unlocked]
Ok
In doing this, I clicked the limit switch a few times, and might have actually fixed it…. I restarted everything and let it home, which it did normally. And lightburn is showing it in the home position instead of way off the work piece.
I am not going to change any settings until I hear from you, but I am going to try a couple burns to see how it does.
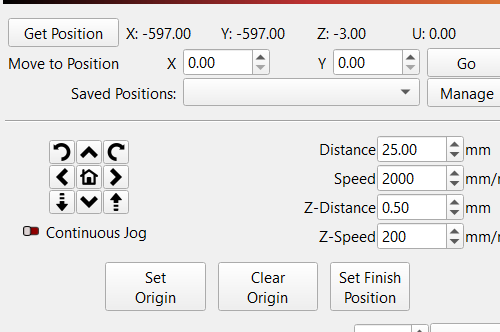
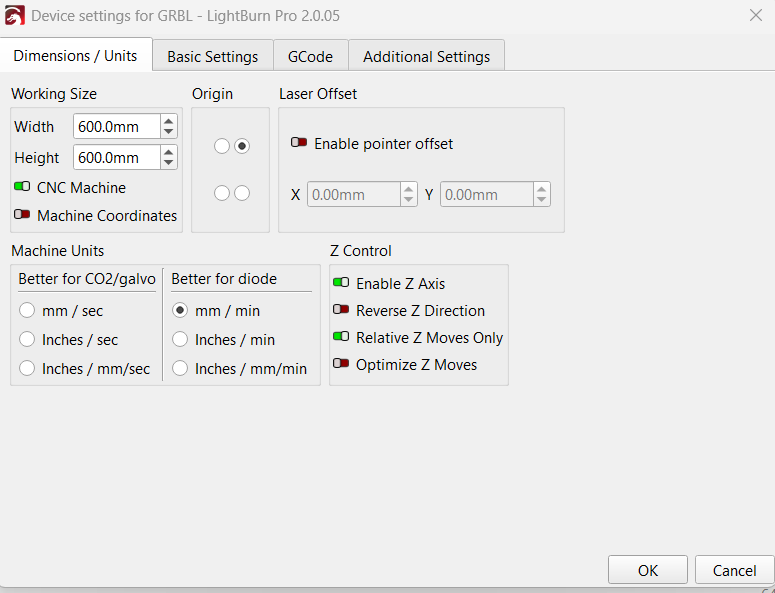
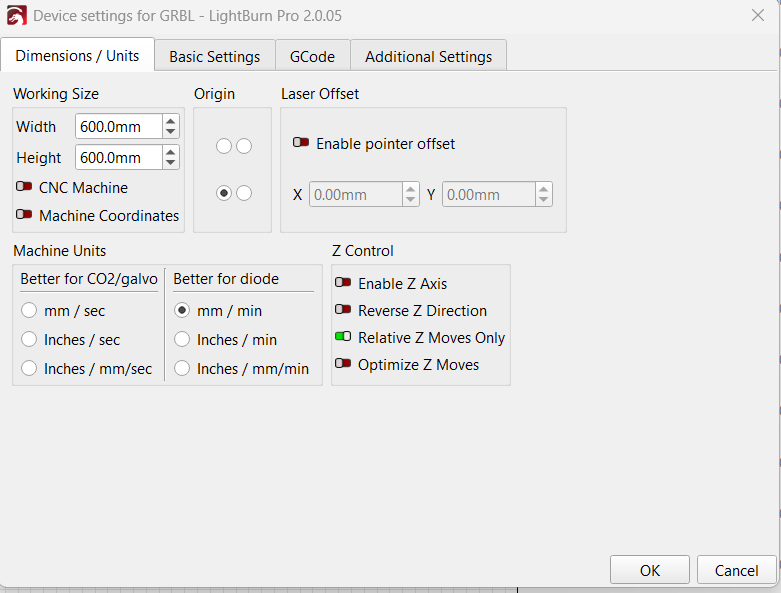
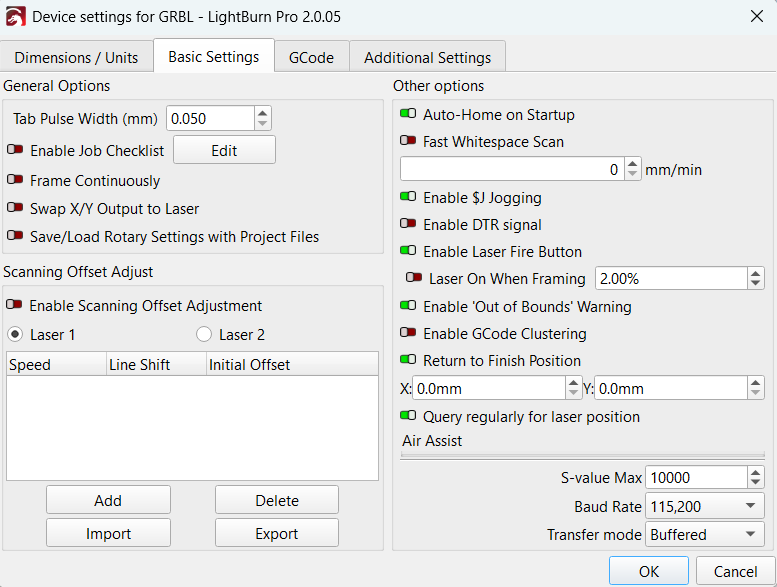
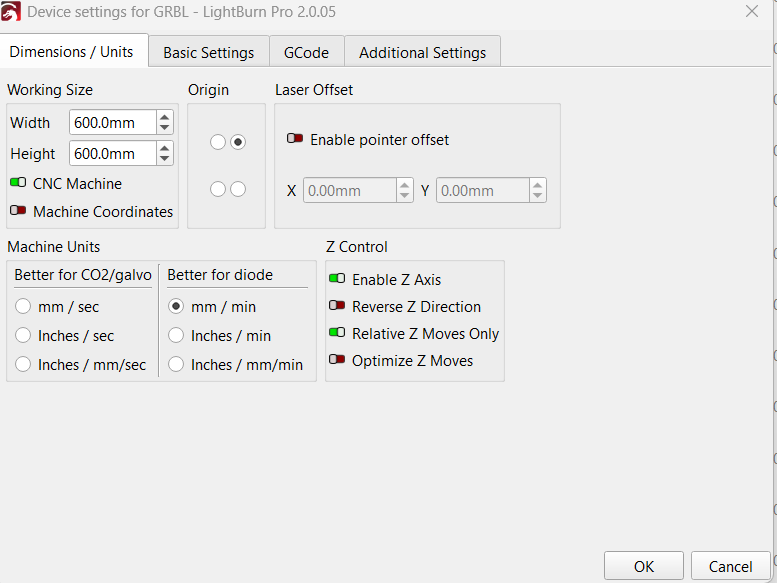
UPDATE: things appear to be working normally, but I am getting the ‘out of bounds’ warning, even though nothing is out of bounds. I see the option to disable the message, but I’d rather know/correct a problem that it thinks it has. Ideas? I have confirmed lightburn is set to 600x600 in device settings and in machine settings.
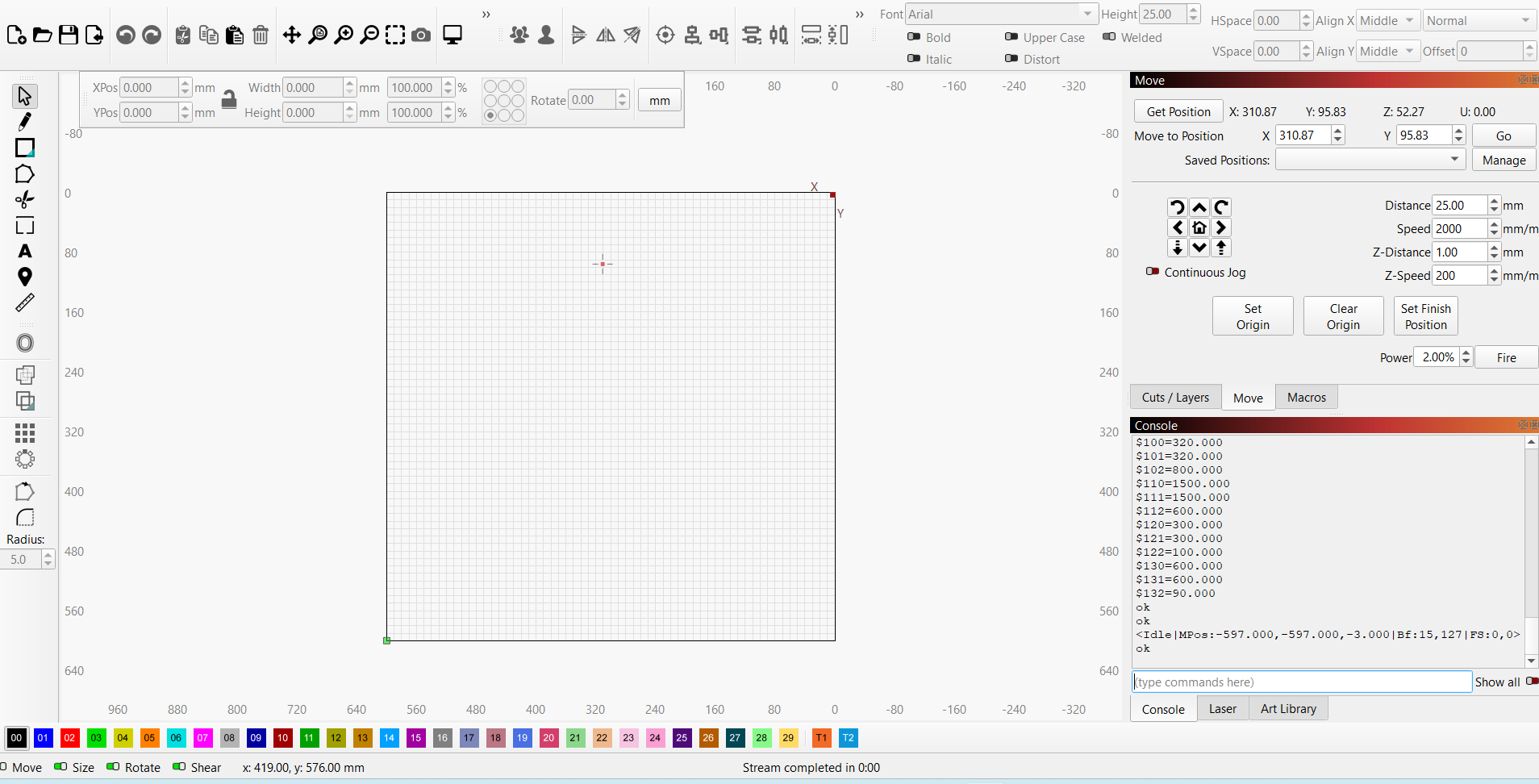
UPDATE2: Everything seems to be acting as I’d expect. I only use ‘start from current position’ until I can look more into the others… Also, if I enable ‘continuous jog’, left and right are reversed. They are not reversed unless I enable that..
So - the out of bounds warning and the ‘continuous jog reverses direction’ are the only issues I’m currently having.