I have a cup holder made out of possibly stained wood. The laser does not seem to be powerful enough to burn onto it although I have seen it burn onto similar pieces of wood. I don’t recall if maybe I used a different setting but I am currently working at 70% speed and 100% max power. What else could I try?
In the Cuts window, Lightburn shows distance per time (mm/min), not percent. 70% of what?
70% of 2000mm/min (typical 3018 Pro) is 1400mm/min. If you have a 5.5w diode, I believe this is way too fast for marking that dark material. Black on very dark brown is not going to show up very well. Try slowing it down to maybe 1000mm/min and see if the result improves. Also make sure your focus is perfect.
Some species engrave better than others. Sap wood tends to give better contrast than heartwood.
I do a lot of engraving on Okuome (some folks call it Gabon) and I prefer to wet the surface to raise the grain, sand up to 180 and wet it a second time then finish sand up to 320. I seal it with linseed oil and let it cure for 4-5 days before engraving. I get good contrast & even colour in the engraving.
I have tried it using a water based polyurethane & it turned out looking like a dog’s breakfast. So to answer your question; it depends on your type of finish, timber species and prep.
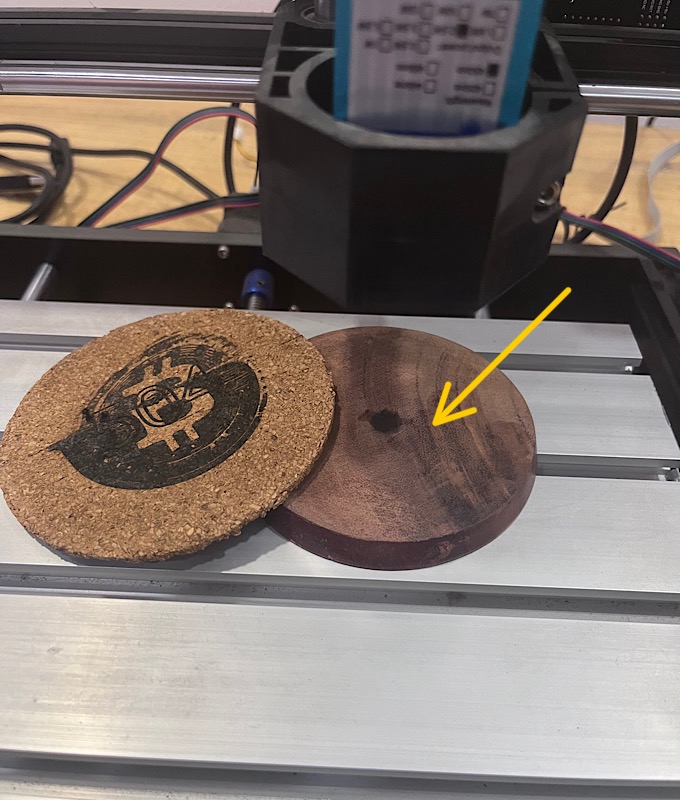
Here are the two examples. The lighter color wood is sanded untreated cedar I believe.
The dark stained coaster is unknown wood that I sanded a little with 300 but only a little bit.
The dark stained coaster definition with the above mentioned settings looks like it has much better definition/resolution even though it came out really dark. I thought I had overturned that one using constant power mode with max 100 power and 70 settings. I tried a lighter color wood because I thought the light color wood would contrast better with the dark engraving. But to my surprise I got very little definition
That’s what I thought but those 2 pieces of wood have the same settings. Therefore it’s not the settings alone. I want to be able to embrace on the larger wooden slabs (the coaster was just a test).
But even with the same settings, the detail is lost on the new wooden slab which is what I want to engrave on. But something about these wooden slabs is making them lose all the detail.
I thought it was the settings but it isn’t because even with the same settings you can see it’s a very different result. So I believe it must be the finishing.
Every piece of wood will be different. I did two cutting boards today. Same species, brand, and (well tested) settings. Both had similar tone and grain density. One is a showcase piece right off the laser and other will require some hand finishing to make it acceptable. The engrave is equally sharp on both but one burned shallow and dark while the other burned deep(er) and light. Nothing that won’t be beautiful once finished but the contrast off the laser isn’t where I want it. That’s just how it works.
OK I have moved the settings to 70 on the speed and 90% on the power but I also switched over to Jarvis and it’s sort of a better job in some areas but looks overall the same. I also adjusted the laserhead because of the mention about the Focus. Given that these wooden slabs are taller, that might have been throwing the laser out of Focus. However, I’ve attached a video of a test that I did where on top of the light colored wooden slab I placed a darker colored cork coaster and burned the dark colored line, almost perfectly, which leads me to believe that it is not so much a focus or a Settings , but rather the light color of this wooden slab so I am thinking of staining it a little bit darker to see if that makes a difference.
Constant power is almost always OFF. It helps prevent excess burning as the laser changes direction. Do you feel it was causing issues?
Have you run any methodical tests? Focus? Interval? Speed? Power? All of these interact with one another. Lightburn has testing grids for these built in. Every material (and color of each) will have unique settings. Careful testing reveals them. After a few dozen you start to learn what to expect for ballpark numbers but only a test (or five) will nail it down.
Images are widely considered the hardest type of job to do. In my image testing, a couple percent change in power makes a huge difference once your close. Same with the other major parameters as well as image adjustments like gamma, contrast, and brightness. Lots of tests and small changes…
These kinds of lasers are like pointers. They have conical beam convergence and are sensitive to focus. A couple mm difference in material thickness can be huge.
Percent speed isn’t a unit of measure I’ve seen in Lightburn. Is it perhaps mm/sec? Are you controlling speed with Lightburn?
Thank you so much! It makes total sense that laser software would have such a feature. I’ll research it. Because indeed there is something to the notion that light vs dark colored backgrounds react differently. Obviously it’s based on the physics of light reflection but just as expected; same settings: different color resulted in this:
It’s not just color. Yes, that’s a factor, but I have tried maple, white oak, pine, and basswood…all very light/pale and they burn very different. There’s even a difference between sliced veneer and plain sawn.
The timber is charring because there’s too much energy being applied to it. There are only 2 ways you can alter the energy, that’s to either change the speed or change the power output. It’s just that simple.
The same physics apply to every material you put under the laser.
Homogeneous materials like MDF or cast acrylic tend to cut and engrave using the same settings with reliable consistency, heterogeneous materials like wood do not.
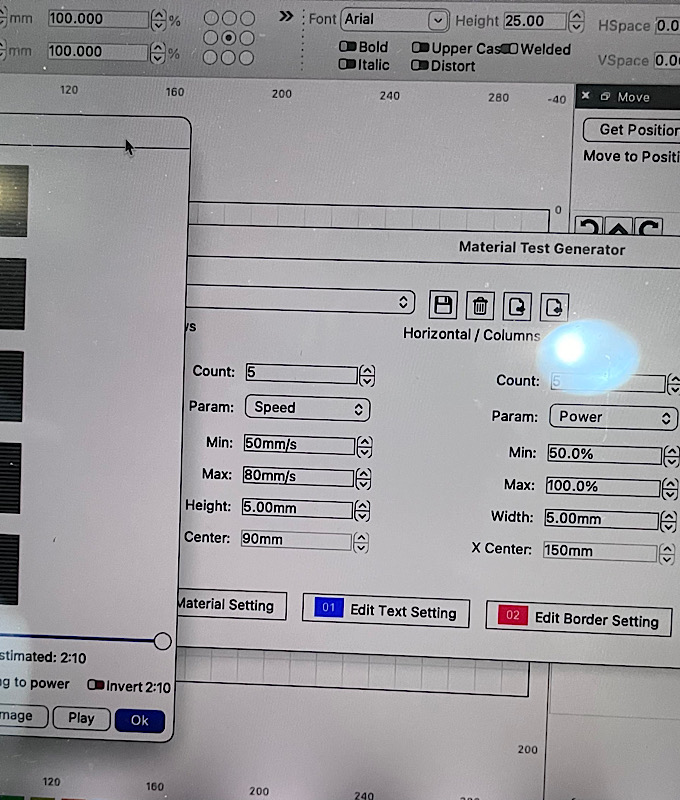
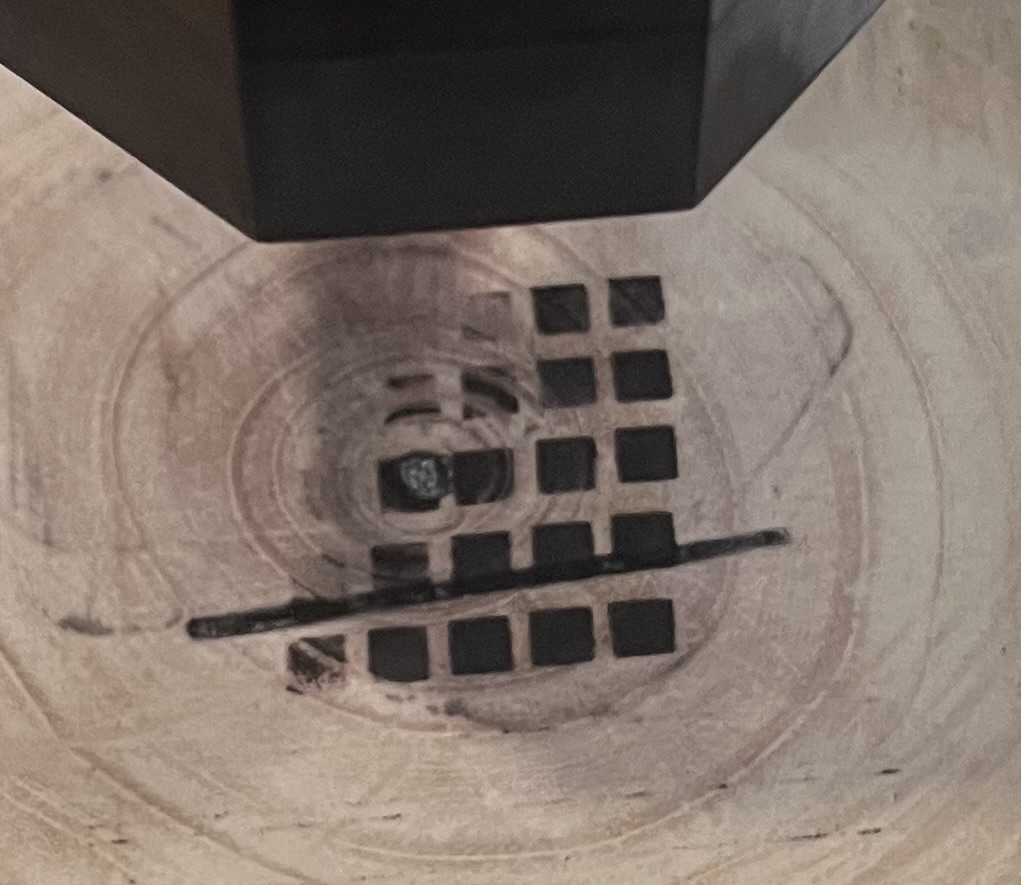
I ran the test with these settings and got these results. So to know which square is which I guess it takes each parameter; speed and power and divides it up according to your settings so speed was set for a range from 50-80 over 5 squares so 6mm/s greater each square. Same for the power. But how do I identify which is which? I can guess since the best is somewhere in the middle, that I should try 68 for speed and 75 for power?
im not sure i follow. You mean in Laser Tools, Material Testing and in that window up above click on Edit Test Setting? I did but I dont see where that tells me which square is which. I thought I could view it in the Preview button but that doesnt show it either.
What it does show however is the playback which tells me it started at the bottom left and went right and then up.
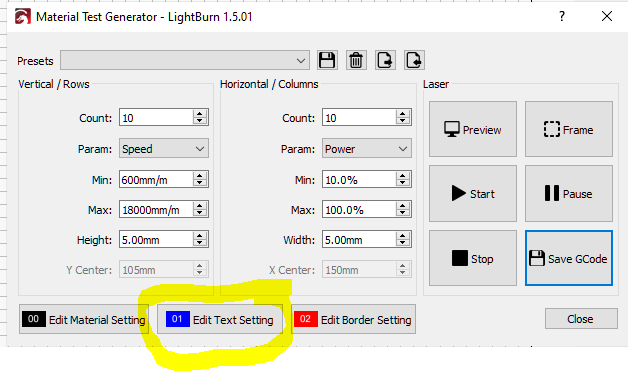
Looks like LB 1.5.xx and there have been changes I’ve not used yet. I’m still on 1.4.05. the test grids should have text labels on three sides like this…they should show in the preview.