I am running stand alone system with 10W laser and Mach3.
** Custom G-Code/GRBL
The G-Code is turning on the laser PWM output @Full power and leaving it on during rapid moves?
I “assumed” it would, drop the PWM down or move the laser much faster etc to avoid drawing lines on my parts?
Maybe I am just missing a config item?
Post your GRBL settings. Type $$ and enter in the console window and copy/paste the results.
Greetings, The console window is grey. i.e. not taking input.
I assume there is a trick to enable it to get the data you asked about?
Thx
how about this…
{
“DeviceList”: [
{
“Checklist”: “1. Install Vent Hose?\n2. Running the Laser Version Of Mach3?\n3. Light Guards inplace?\n4. Table Clear?\n5. Glasses On?”,
“DefaultCutList”: [
],
“DefaultToolCutList”: [
],
“DisplayName”: “Custom GCode”,
“EnableLaser2Offset”: false,
“EnableProcessOffset”: false,
“GUID”: “U5LTU5ZGQt”,
“Height”: 1270,
“HomeOnStartup”: false,
“Info”: “”,
“Laser2OffsetX”: 0,
“Laser2OffsetY”: 0,
“LastCamera”: “”,
“LastDevLibraryPath”: “”,
“MirrorX”: false,
“MirrorY”: false,
“Name”: “Custom GCode”,
“ProcessOffsetX”: 0,
“ProcessOffsetY”: 0,
“ProfilePath”: “Custom GCode”,
“ReverseIntervalCompensation”: false,
“Settings”: {
“AlignH”: 2,
“AlignV”: 0,
“AllowComms”: false,
“BaudRate”: 115200,
“Checklist”: true,
“ClickSelTolerance”: 3,
“CommPort”: “(Choose)”,
“CommentChars”: “;”,
“ContinuousFrame”: false,
“DockState_ArtBrowser”: false,
“DockState_Camera”: true,
“DockState_Console”: false,
“DockState_CutLibrary”: true,
“DockState_LaserFiles”: false,
“DockState_Move”: false,
“DockState_ShapeProperties”: true,
“DockState_VariableText”: true,
“DwellIsMilliseconds”: false,
“EnableBoundsCheck”: true,
“EnableDTR”: false,
“EnableGrblJCommand”: false,
“EnableQPulse”: false,
“EnableU”: false,
“EnableZ”: true,
“FocusTest_EndZ”: 9.999979972839355,
“FocusTest_HPLaser”: false,
“FocusTest_MaxPower”: 99,
“FocusTest_MinPower”: 40,
“FocusTest_Speed”: 49.99566650390625,
“FocusTest_StartZ”: 0,
“FocusTest_Steps”: 15,
“ForceSValueOutput”: false,
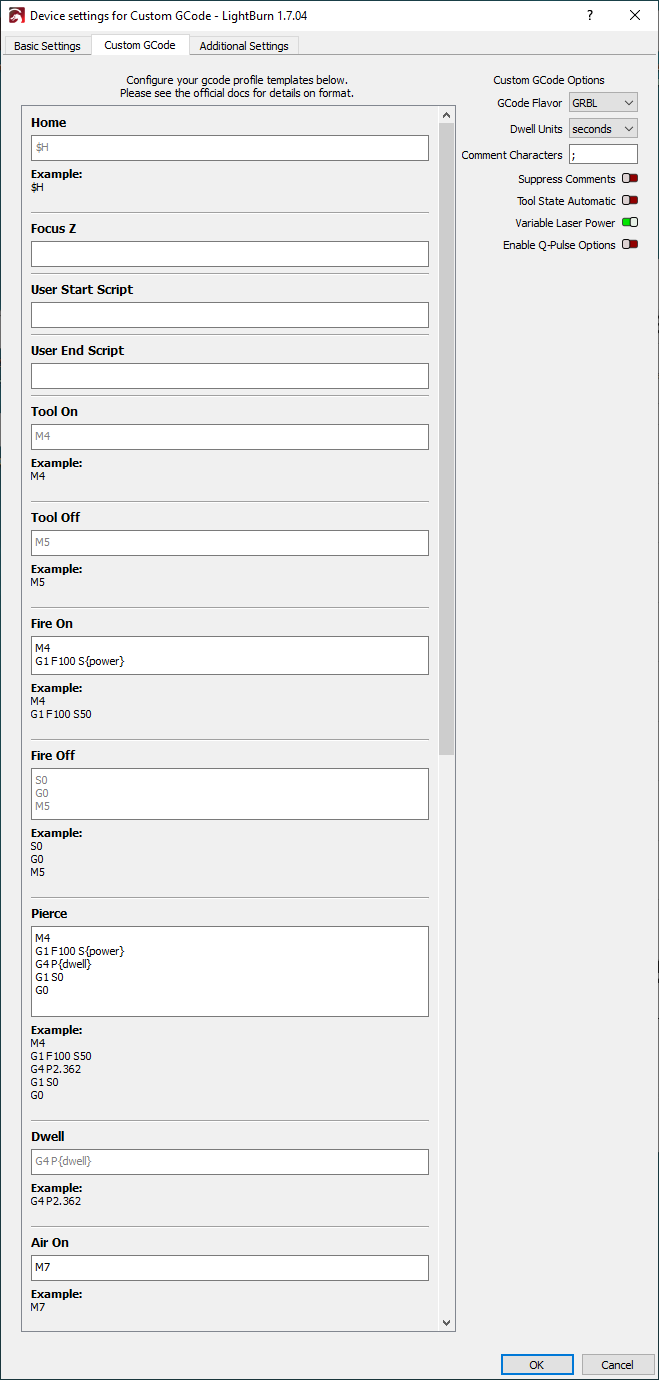
“GCodeBlocks”: {
“air_on”: “M7”,
“end_cmd”: “M2 M30”,
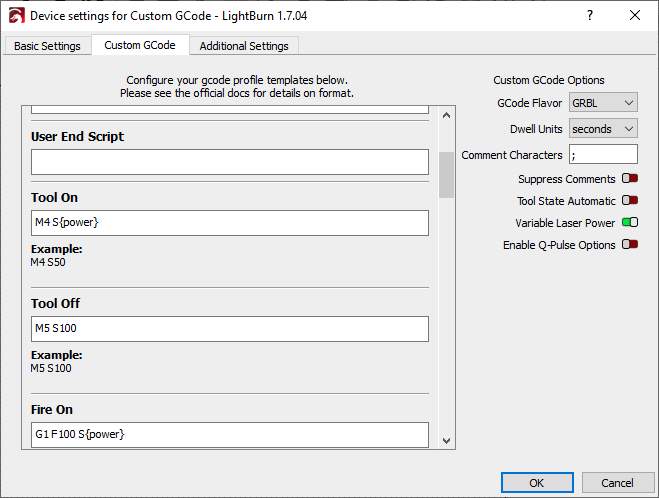
“fire_on”: “M4\nG1 F100 S{power}”,
“pierce”: “M4\nG1 F100 S{power}\nG4 P{dwell}\nG1 S0\nG0\n”
},
“GCodeFlavor”: “grbl”,
“GridShade”: 208,
“GridSnap”: 1.0007599592208862,
“GridSnapEnabled”: true,
“GridSpacing”: 9.999979972839355,
“IsTextBased”: true,
“LaserFire_Enable”: false,
“LaserFire_Power”: 0,
“LaserFrame_Enable”: false,
“LastExportExt”: “gc”,
“LastMachineFileExtension”: “”,
“LastMachineFilePath”: “D:/OwnCloud/Cad Cam/NC Code/XY/Laser”,
“NegativeZ”: false,
“NetworkPort”: 23,
“OMTechPolar”: false,
“ObjSnap”: 10,
“ObjSnapEnabled”: true,
“OptimizeZ”: false,
“RelativeZOnly”: true,
“S_Scale”: 30000,
“Sim_CornerTolerance”: 0.009999999776482582,
“Sim_FastWhiteScan”: false,
“Sim_FastWhiteScanSpeed”: 0,
“Sim_GlobalFactor”: 1,
“Sim_MaxAccelX”: 3000,
“Sim_MaxAccelY”: 3000,
“Sim_MaxSpeedX”: 500,
“Sim_MaxSpeedY”: 400,
“Sim_MinCornerSpeed”: 1,
“Sim_RapidSpeed”: 400,
“Sim_ScanAccelX”: 3000,
“Sim_ScanAccelY”: 3000,
“Sim_SpeedFactor”: 1,
“SkipWhiteFlag”: false,
“SkipWhiteSpeed”: 0,
“SuppressComments”: false,
“TabPulseWidth”: 0.05000000074505806,
“TargetBufferSize”: 127,
“ToolStateIsAutomatic”: false,
“TransferMode”: 0,
“Units”: 3,
“UseG0ForOverscan”: false,
“UseHardwareFlow”: false,
“UserFinishX”: 0,
“UserFinishY”: 0,
“VariableLaserPower”: true,
“overwriteFileByDefault”: false
},
“Type”: “Serial”,
“Width”: 1371.5999755859375
}
]
}
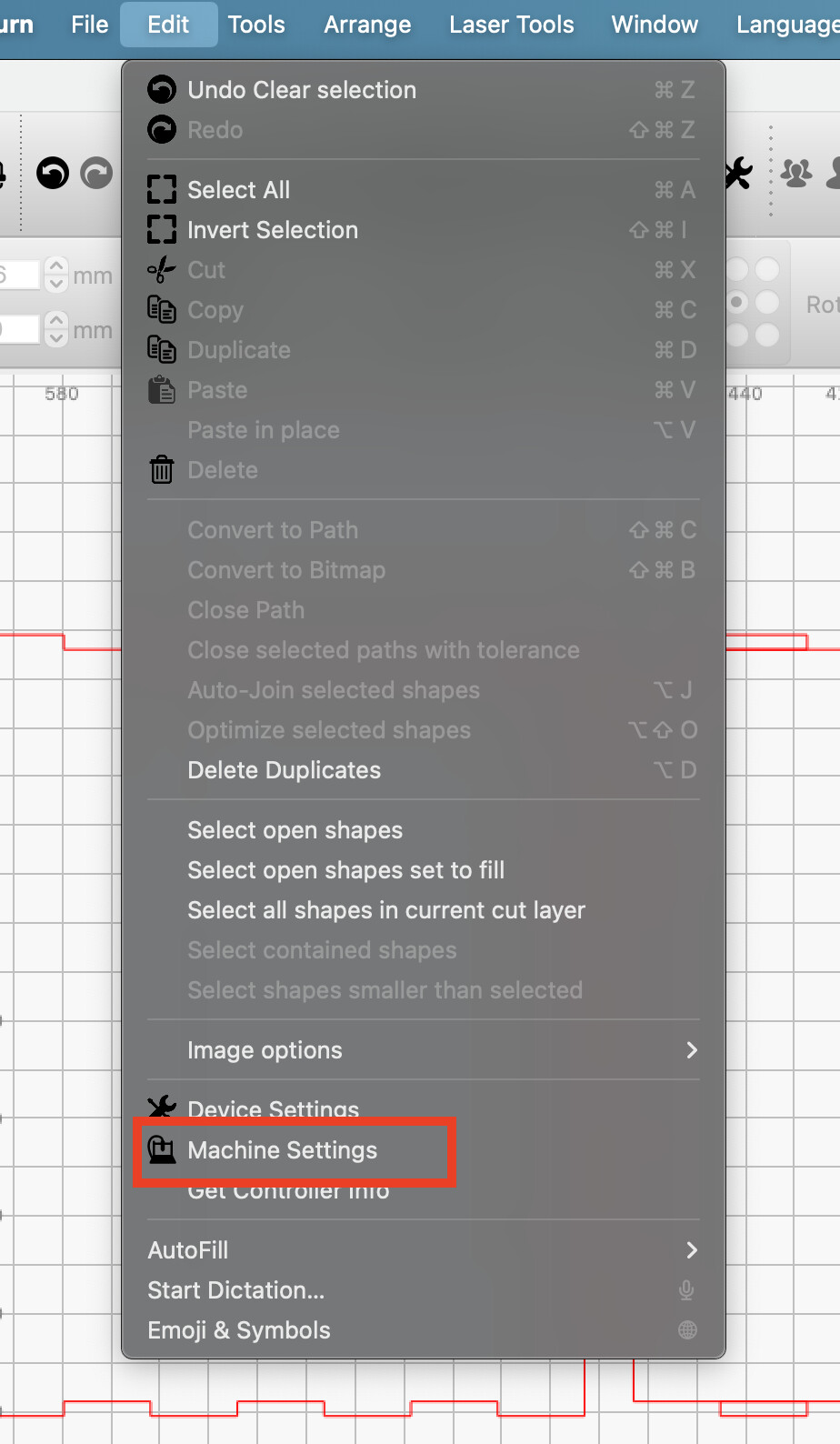
Try this, go to Edit Menu> Machine settings, expand all, you will probably get a confirmation message. Screenshot the output. Scroll down and screenshot the rest.

It looks like you’re not connected to the laser. Select the USB port from the laser menu, where it says choose next to devices button. If that doesn’t work then I have no idea, sorry.
How are you printing?
Correct, There is no direct link between LB and my current CNC.
I select “Save G-Code” and it is stored on my network.
The CNC loads the G-Code from a network drive and runs the laser etc.
Then I’m not sure how to help with your settings. Someone else with experience in remote operation will need to jump in.
Did you create the custom configuration yourself or this is something that was provided to you? If provided, from where?
How was the laser configured in Mach3? Did you explicitly configure this for PWM? Based on this site it looks like this can be configured either with on/off or PWM control:
Are you currently able to modulate power at all even during non-rapid moves?
My Mach3 is configured using pwm.
I think the issue is in the custom GCode device provided by light burn.
I did some testing and found “fill” did not do this. “Fill” would turn on the tool, but reduce the pwm so the laser to could move without marking…
But when I select “line” it turns on the tool M3/4 and sets full spindle/pwm then starts moving…
So the rapids are not any faster and laser is marking at full power…
Post your device .lbdev for us to look.
I’m not aware of LightBurn providing any Mach3 specific device type. Did you customize the configuration yourself?
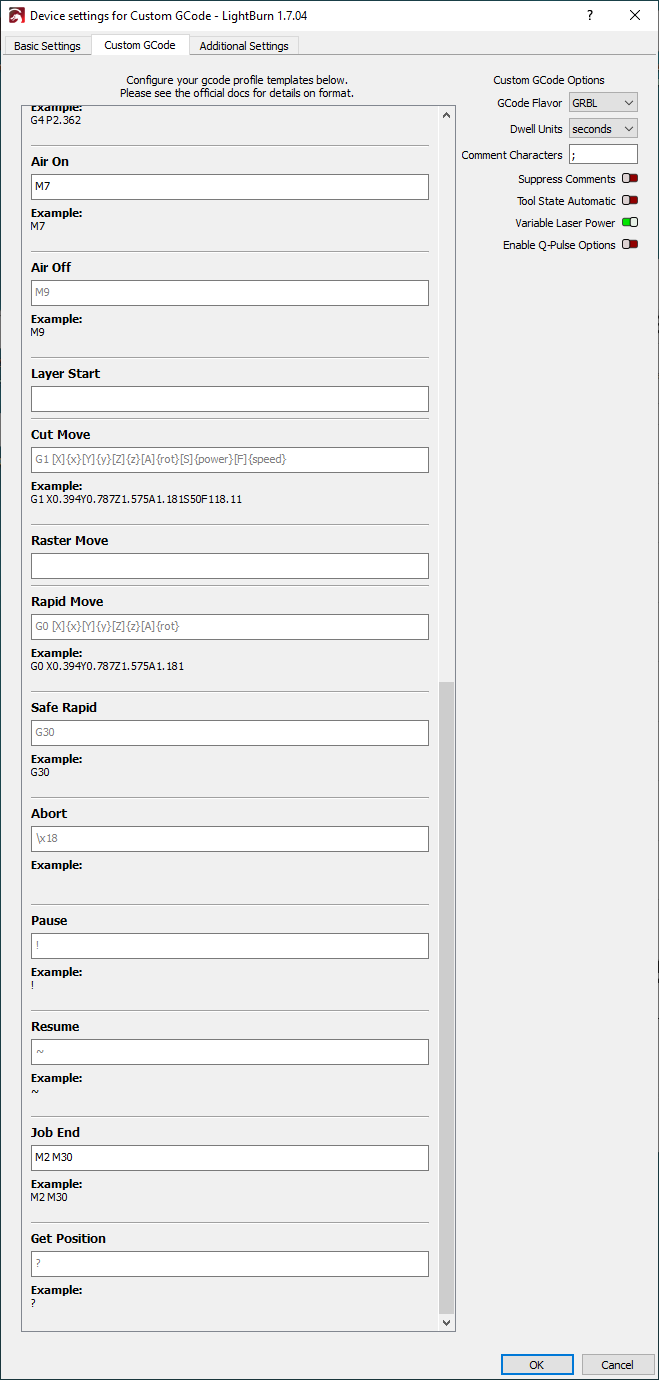
I suspect what’s happening is that your machine keeps laser on during G0 operation.
Try adding an M5 operation at the start of the Rapid Move portion of Custom GCode configuration.
1 Like
I think that is it.
I have an M5 for Tool Off but there was a delay on the power off. (Fade Down)
So I am adding an S100 to instantly drop the laser power to near zero.
Testing that I realized LB did not set S value on Tool On.
So I modified Tool On to → M4 S{power}
Why not M4 only?
How you have defined rapids?
Draw a square 100mm side with 2 circles inside and post the GCode.
For some reason the next M4 command Following (M5 S100 ) was not followed by and S value.
So my laser head was moving around basically off.
So I added S{power} and it forced the the S command to switch the laser pwm to speed.
A bit of confusion in the way the commands work, M5 is to turn OFF, S is power not speed.
You have to write only M4 if it works (without power).
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.