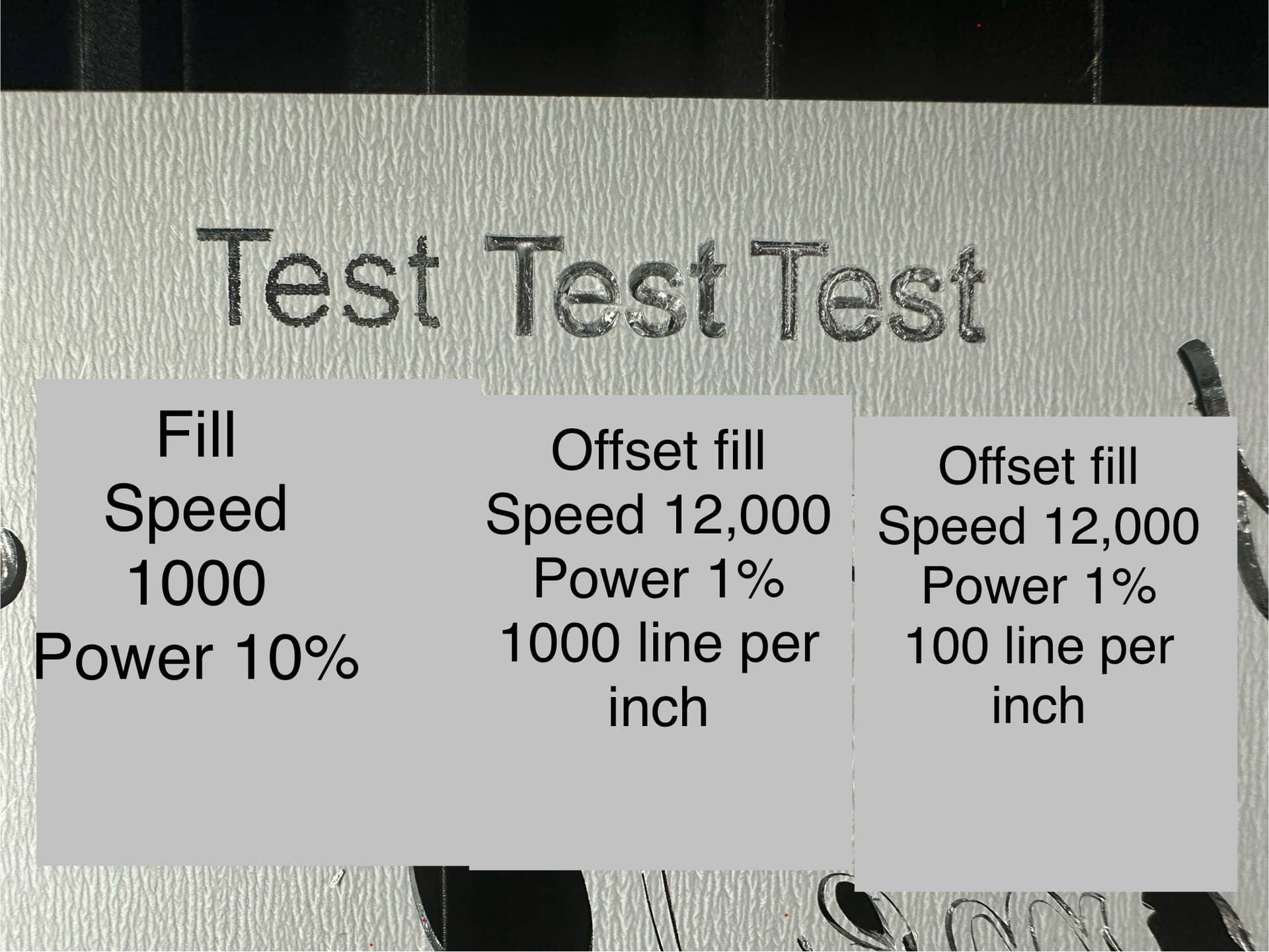
Why isn’t the “offset-fill” option working for engraving the back of an acrylic mirror?
I am using the xtool P2, but even at its fastest speed and lowest power setting, it still cuts too deep into the acrylic.
The “fill” option seems to be working, but I’m trying to save time by using the “offset fill” option.
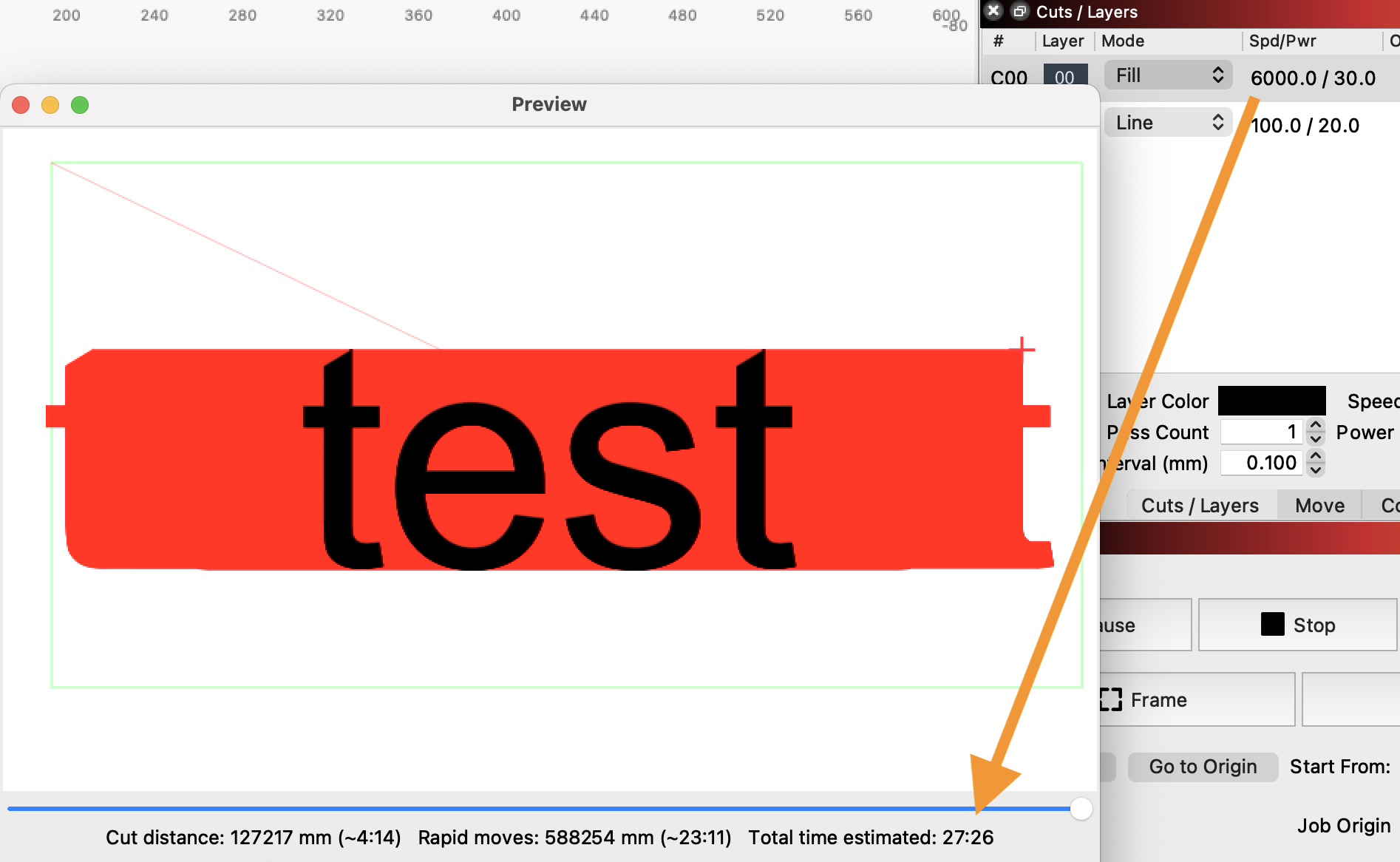
Because you’re likely getting nowhere close to the requested speed with offset fill. This means you’re likely dwelling on the area longer than you expect.
Also, at 1000 lines per inch you’re almost certainly overburning the same area multiple times.
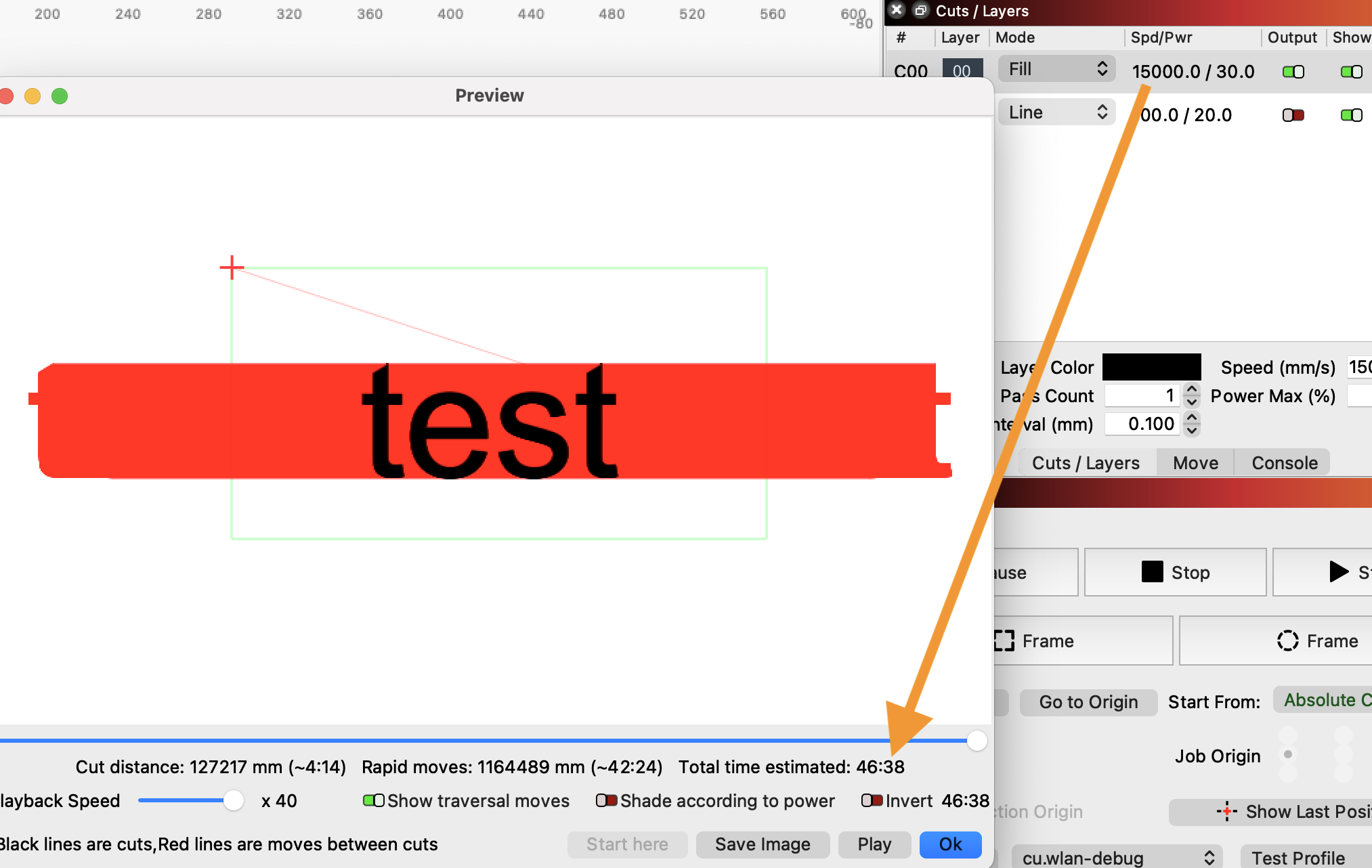
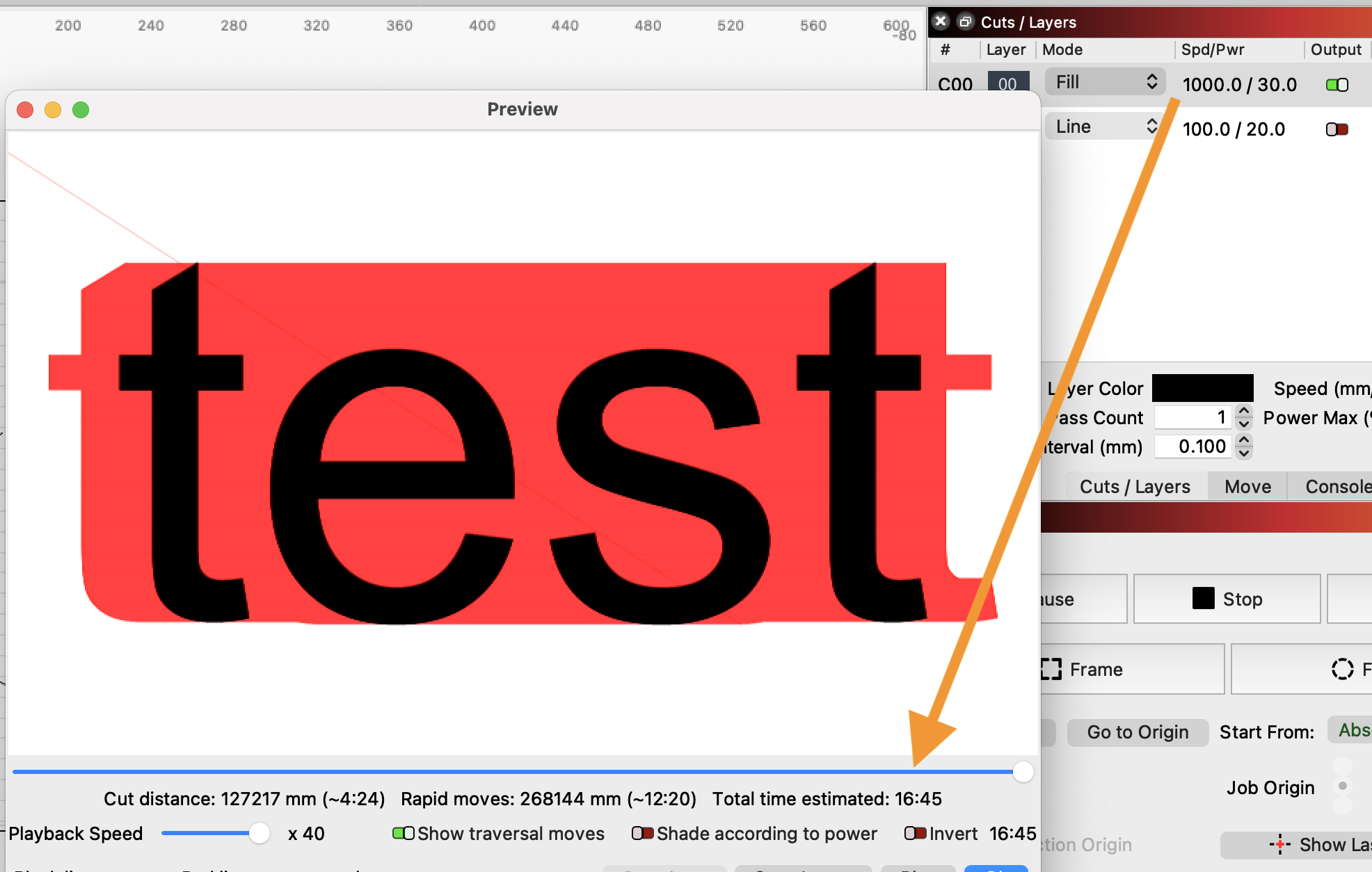
Look at your rapid travel distance. My guess is that it’s taking into account the acceleration distance needed to get up to your 15000 speed setting. On the slower version your rapid movement distance is significantly less. This is also shown with the red sections. Red is your rapid travel.
Increasing the speed results in additional overscan, the red areas beyond the burn. So increasing speed by itself does not necessarily result in reduced duration. You could potentially increase acceleration but that’s more a tuning exercise and a physics problem.
What part is not clear?
You’ve requesting 12,000 mm/s. However, the machine is almost certainly incapable of those speeds. It’s likely higher than the max allowed speed as well as higher than the machine is physically capable of moving. So let’s say the actual speed you’re reaching with the very complex offset fill moves is closer to 10 mm/s. That means the laser is spending more than 1000x longer on a given spot than anticipated. This is causing a deeper burn than you’re expecting.
As for the 1000 lines per inch. If the line interval is tighter than the resolvable size of the laser dot, that means that you’ll be engraving the same area multiple times as each line is drawn. This results in a deeper burn.
Stick to Fill where possible, especially for designs with complex shapes.
Thank you for your response.
This makes sense, considering the maximum speed of the P2 is 600mm/s.
I’ve attempted to use “offset fill” with settings at 600mm/s and 1% power, but it still appeared too powerful. Is it even possible to use “offset fill” for acrylic mirrors?
The quoted 600mm/s is likely only for motion along the X-axis during scanning operation. It’s almost likely to never be reached except for momentarily in the middle of a full horizontal scan. For complex small shapes where there’s a lot of acceleration/deceleration occurring you’re likely not getting even to 10 mm/s.
Likely not practical for anything that small or complex. You may be able to get away with it for a large circular shape.
I think somehow my explanation is not adequately clear or not being adequately appreciated.
Simply put, the actual speed the head of the laser is moving is much slower than you think. Because of that, the laser is spending much longer on any one area than ideal for the material. That’s causing the deeper burns.
Does your machine actually fire at 1% power? If so, that’s surprising. I wonder if there’s a configured minimum power.
I did not know the console tab was to see the output.
I’m sorry for my lack of knowledge I’ll look at it tomorrow when I’m back in the office.
I appreciate the help
I wasn’t sufficiently clear. I want you to run this command in Console. After doing so it will generate some text output. I’d like you to copy and paste that text back in a reply.
@berainlb I retested everything today and what you said is now clear. For the job I need, I’ll use “Fill” instead of “offset-fill” and the highest speed is not necessarily the fastest.
500mm/sec & 10% power did the job.