I would like to ask for help in resolving the error.
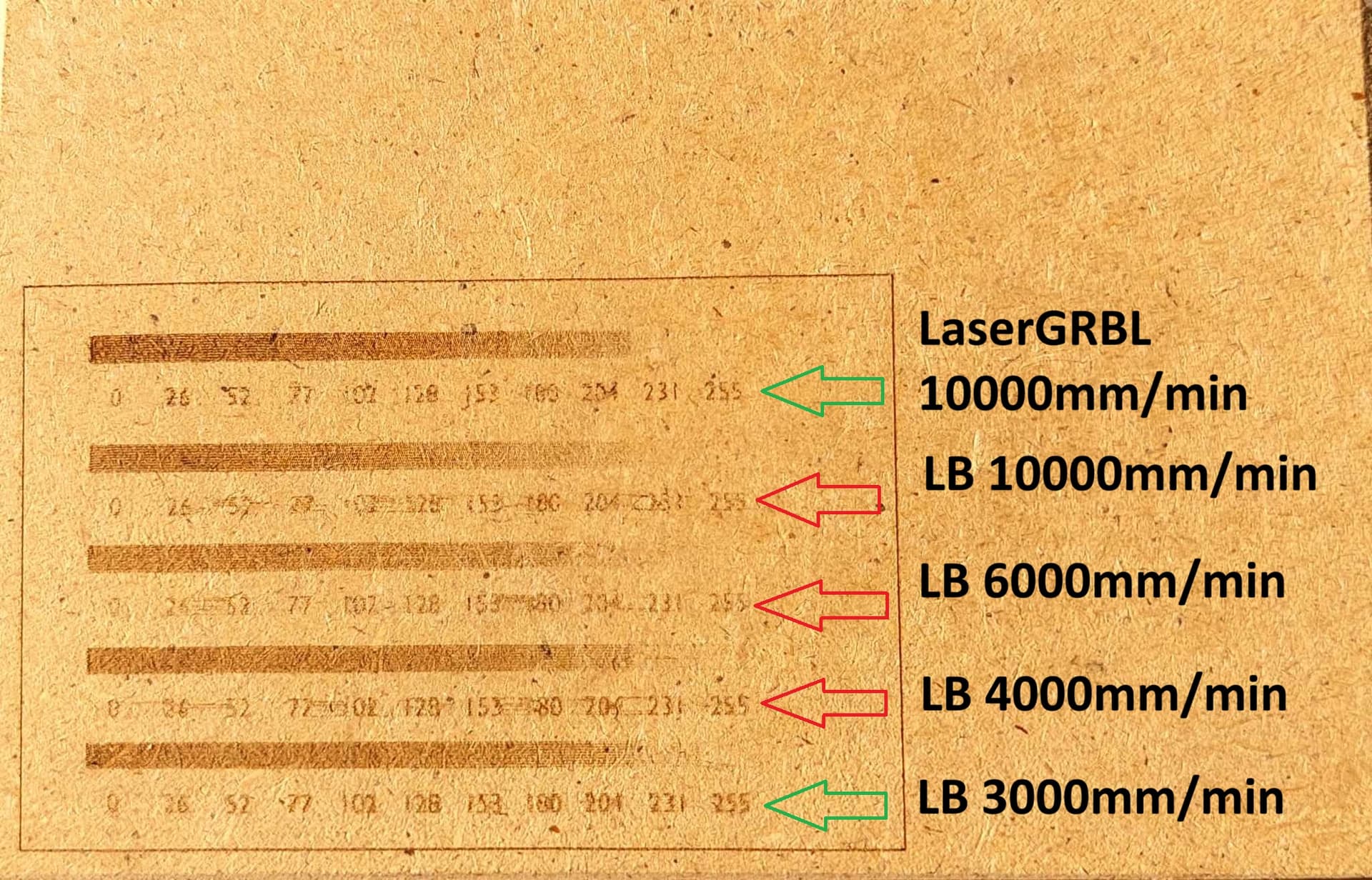
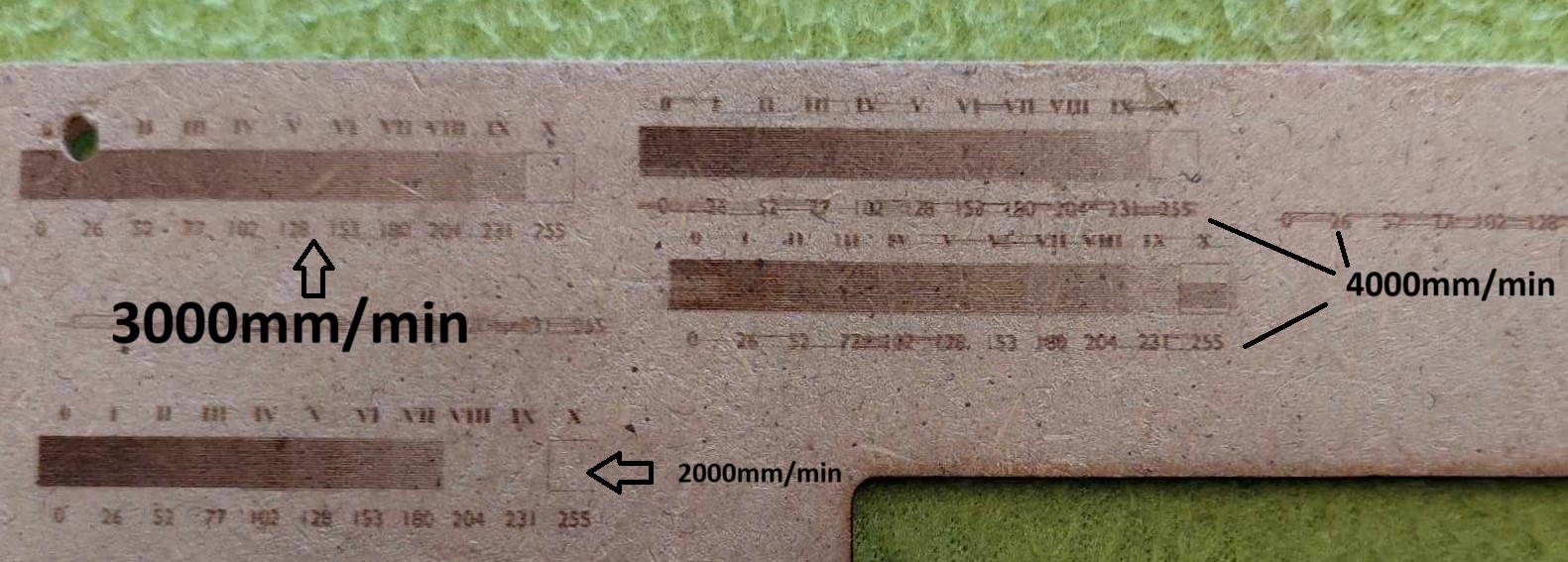
If I increase the speed over 3000mm/min, the laser burns extra random lines between characters in grayscale mode. It seems that the data transmit is too slow. But otherwise if I use another software with same speed, no problem.
Could somebody help to fix this problem in grayscale mode?
I’ve attached som photos about problem.
The machine is Mecpow X3 Pro (10W)
Baudrate: 115.200
Thank You for helping. You were the first commenter
I haven’t compared the codes (it should be), but I’ve tried the following:
DTR - no effect in my case
S-rate from 1000 to 255. I tought that it generates less data but has no effect.
Baudrate: my driver works only 115 200 - doesn’t communicated with other rates
Buffer mode on/off. - it has effect but was not smooth moves.
Arc/Line tolerance reducing: No effect but i think it generates less data.
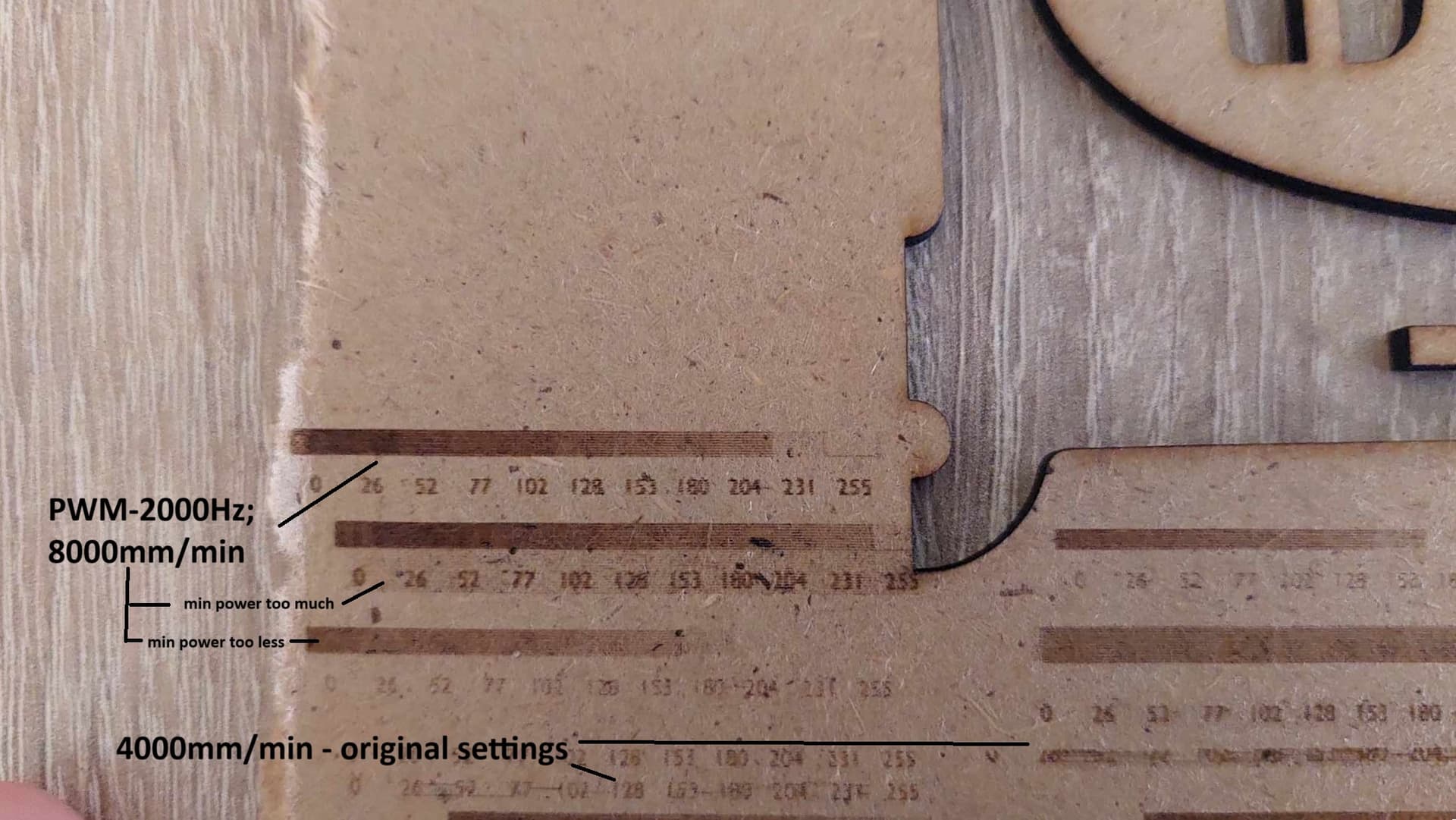
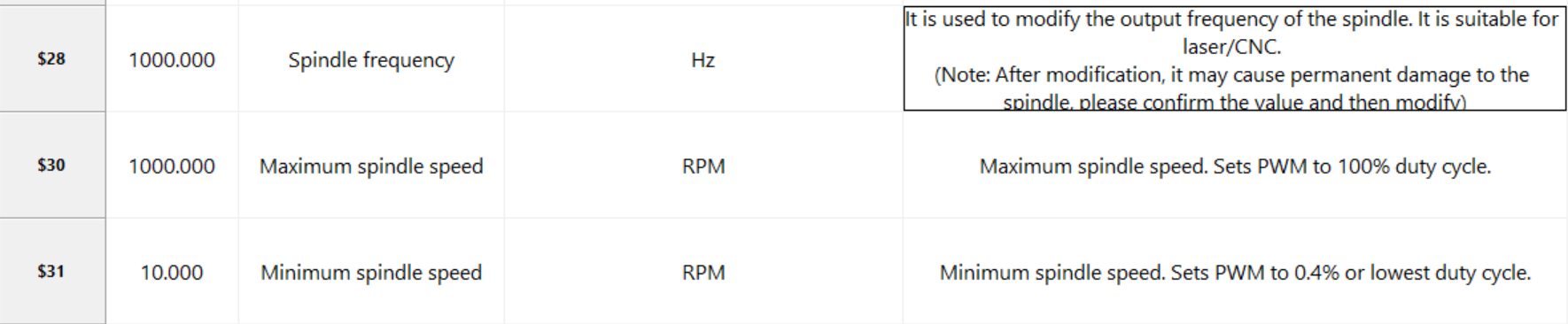
It seems today morning i’ve found a solution but i’ve not finished the testing. #28 parameter (PWM frequency, hidden parameter) increasing from 1000 to 2000Hz. (Default frequency was 1000Hz, but after long reading i’ve found that diode lasers tolerates 3000-5000Hz or more PWM frequency. (CO2-does not like this, but this is another topic.)
This parameter modification has solved the problem in my case. I’ve tested at 8000mm/min and was no problem with extra lines. The grayscale photos was almost perfect and much detailed at high speed but before. Its another dimension.
Definitely good news! Goes to show most manufacturers stop at the “good enough” point. Sculpfun reported that 1500 was the ideal value for that parameter, but of course that would be with their laser heads. My notes say that is actually Pulses/mm.
For anyone else reading this thread, $28 can also mean something else to another machine builder. I have a note that it also has something to do with Yaxis squaring on a gantry with two motors. Be advised you should confirm its purpose with the manufacturer before changing ANY parameter.
.
Thanks for the reply.
I’ve made several tests and i’d like to summarize:
1500Hz (or pulse/mm?) was not enough in my case. With 2000Hz works fine and smooth, up to 7000…7500mm/min. (At 8000 i’m hear that the move is not smooth, but the result is still good.)
Furthermore i’ve tested the “custom LB experimental” settings and the result was same.
My actual conclusion is the following:
In fill or line mode it was able to reach more than 15000mm/min speed without data transmit problem or struggling, (the mechanism and the resonancy is another question.)
In picture mode 7000mm/min was the max safety limit (its much better than the original 3000). Above this limit for eg. with 8000, i’m hear a little noise or slight struggling and the movement is falters, but the result is still good. I don’t want to torture it over 9000.
I think for this controller and mechanism the safety upper limit in pics mode is 7000, and in case fill/line mode is 10000, and axis acceleration about 850 to 1000mm/s^2. So then I know that there is a little reserve in a system and the resonance is not significant.
If anyone knows how to get more out of the machine, please let me know.
I have a problem, in that the solution doesn’t seem to make sense to me. I’m very tired, so I’m going to make it short before I make any large mistakes
How would you know, as far as this is how the pc is communicating to the control board…
If you had run a job, you may have seen a difference.
S-Value Max is actually known as the maximum spindle speed. When you enter 1000 and use 50% power the S value sent to the machine is 500, if you use 255 the S value sent is 127. The command is 5 bytes either way, so there would be no size difference. However, the controller needs to know what this range is to be able to understand what the software is asking it to do. If you didn’t change the controller, then it would interpreter it differently.
There are a few others, but I’ll return after I snooze