A customer of ours is having an issue on his new ACRO machine we sent him. It seems to do a fill perfectly in the Y axis. If you do the fill in the X axis (90 degrees off) then you get ghosting of the fill if you use bidirectional scanning. We have tried tightening the belts, making sure the pulley is on the motor tight, changing out the stepper drivers, Changing out the cables, changing out the motor. Could there be something in the software that would cause this? It draws a circle perfectly if you do a test circle. Just messing up on the fill when in the X direction.
The picture shows the same fill. Top is in the X direction. Bottom is in the Y direction. No problem in Y, but problems in X.
It’s very unlikely that it’s anything in software causing that.
One curiosity is that in the picture provided it looks like the line interval is larger on the top x-axis version that on the bottom.
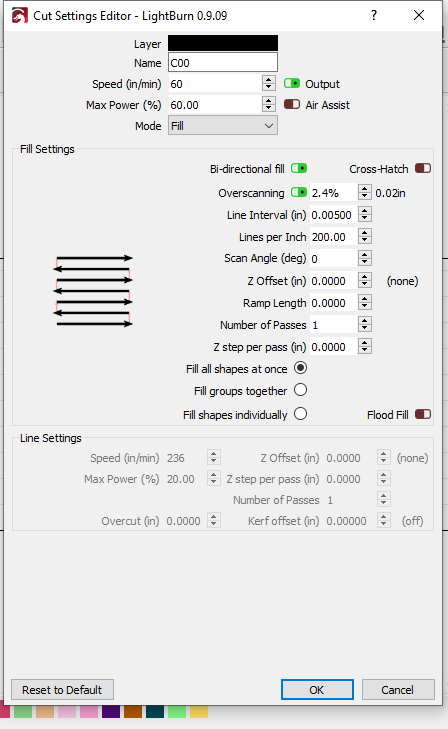
Also, are you speeds set to the same thing for both the X and Y versions? Could you possibly provide a screenshot of the cut settings used?
Also, check the output preview and zoom in to the edges. You should definitely not see that issue being replicated there but if for some crazy reason it is I guess it could be the software after all.
Even if your X and Y speeds are the same, I’d venture that your firmware is limiting the Y speed lower than the X? Could you possibly provide the GRBL config settings you are currently using?
Though I would also suggest trying the X version again but at half the speed or less. If the problem goes away then I’d assume it’s still a hardware issue (skipping steps, belt backlash, etc). But if it still exists at very low speed… well, we will need to dig some more.
The Scanning Offset Adjust is to compensate for belt tension when scanning at high speed. If the system in question is a diode, they shouldn’t need that, but it’ll help.
Before going that route, look for all the usual suspects of loose belts, set screws, pinions, couplers, play in bearings, and so on. Get rid of as much play in the mechanics as you can before resorting to software fixes, because the scanning adjust doesn’t help vector marking, just fills. Any mechanical play will likely show up there too as cuts that don’t start & end at the same place, or circles that aren’t.
We have been trying all the mechanical fixes and it seems everything is tight. I agree though, it sounds like a mechanical problem. Just can’t figure out where. He just notified me that it seems to be better on the far left of the machine versus the right…
We put the acceleration down to 10 in the GRBL settings and re-ran it super slow. It still had the issue. I’ll see if we can take the overall speed down as well and re-check to see if the problem persists.
X and Y max speeds are both 8000 mm/min in GRBL.
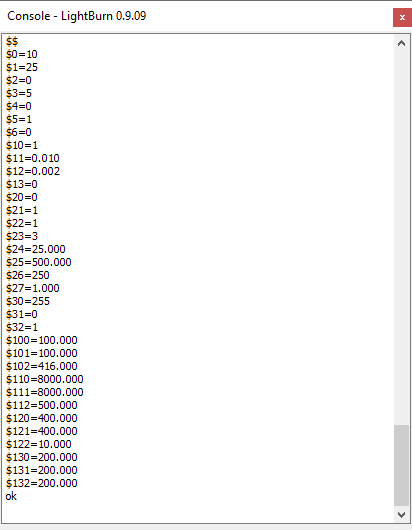
L’ll get the cut settings as well. Here are the firmware settings:
I’m the J Tech customer with the ghosting problem. I’m attaching screen shots of my console settings and cut settings. Today I did a few test burns, one in the middle of the table (I have the 20"x40" frame) bidirectional fill, one at the far left side bidirectional fill and one at far left side bidirectional fill OFF. The far left side bidirectional fill burn looked much better than the one from the middle of the table but the non bidirectional burn looked perfect. The results indicate to me like the timing belt has some slack but I pulled that sucker really tight on the 6th time tightening it. Jay Johnson had me slow the acceleration way down but the ghosting was still there. I appreciate the help.
I changed my $100 and $101 to 100 from 115 in order to have my output size match my designed size. I measured a 4" square with a micrometer and a setting of 100 was perfect.
If the belts are too tight that can actually cause things to stick a little - It can put down-force on the bearings and roller components, giving extra friction to overcome. They need to be snug, but not guitar string tight, if that makes any sense. Also check to make sure that the laser mount itself is snug, and the carriage doesn’t have play in it - if one of the carriage bearings isn’t making good contact it might tilt slightly.
The carriage seems to be tight but the laser module is attached by magnets and will wiggle by hand a little. Jay had me slow it way down to see if it may have been laser wobble. It was still ghosting at slow speed.