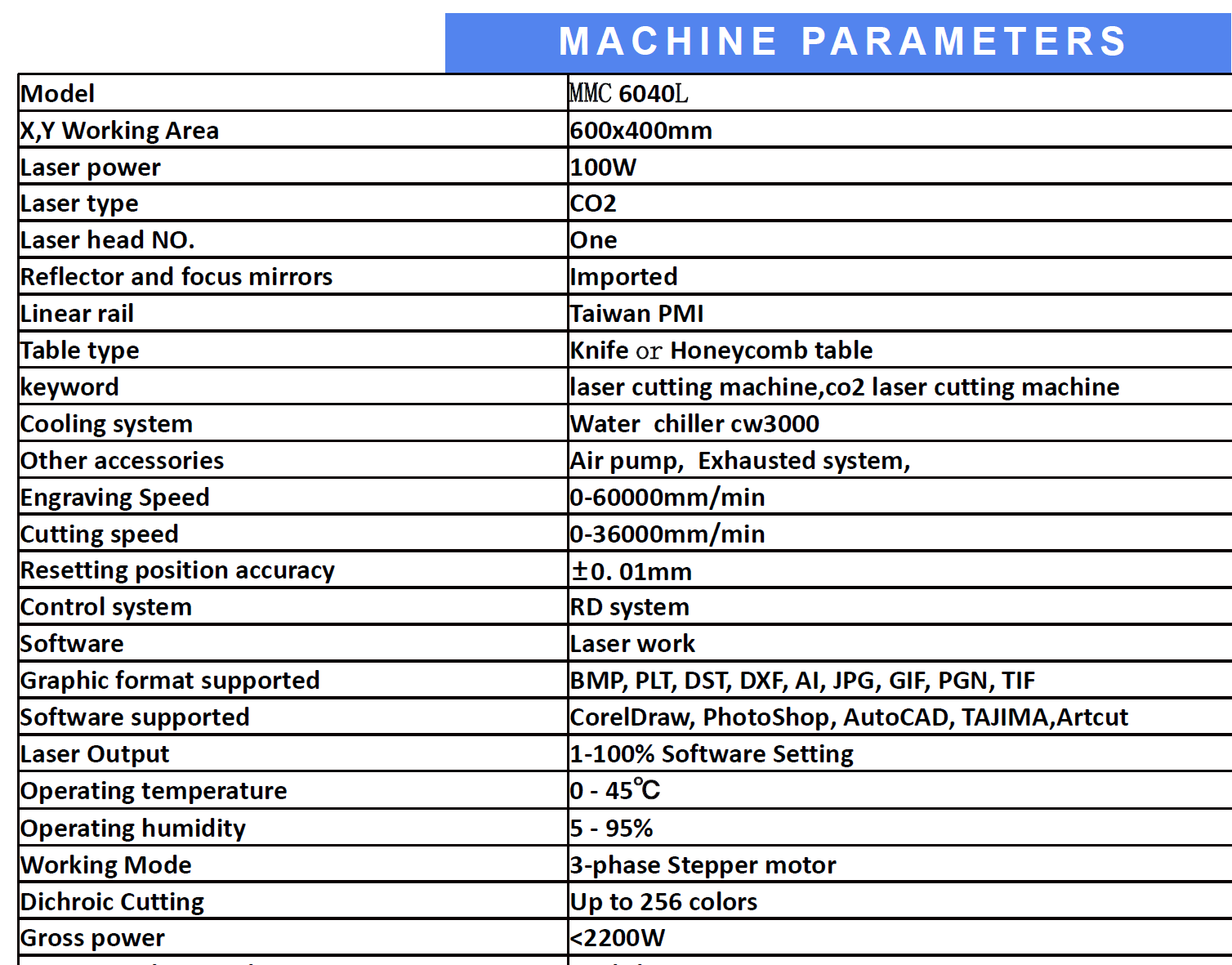
I am new to CNC Lasering. I just got my first machine which is a 600x400mm 100W CO2 laser. I have been experimenting with engraving and found that I run into problems at higher speeds. I have read a lot of posts on this and understand the physics.
What I am hoping to find out from others are what speeds and accelerations are normal. When I looked at the specification from the machine I purchased it should run at 1000mm/s but have found out that I run into problems around 400mm/s.
Is 300 mm/s a normal max speed or is that slow? Please let me know what is normal for the size of my machine (600x400mm).
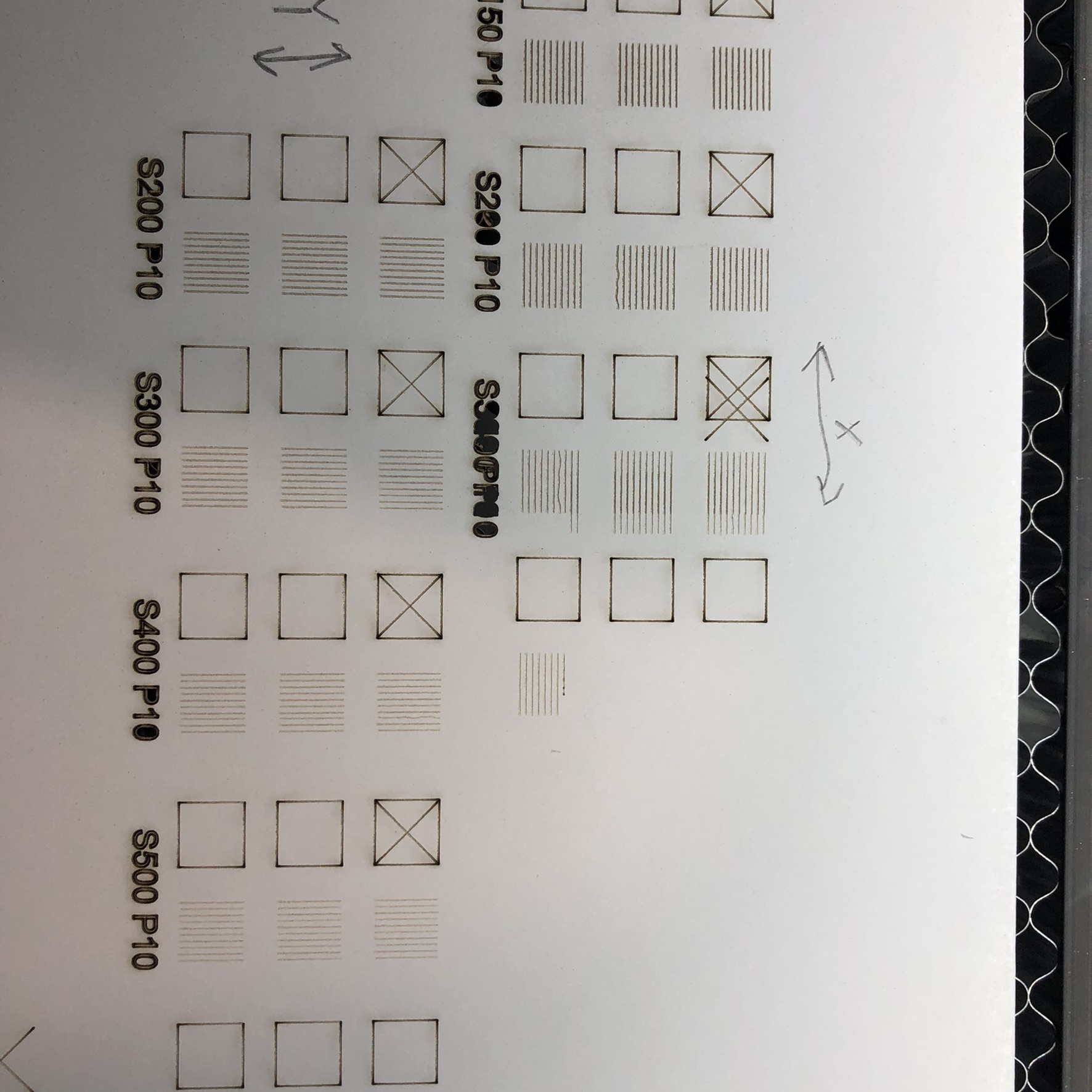
I have included a picture showing my test patterns (10mm squares with 1 column filled). It surprised me that the y scanning direction could go faster.
The results you are getting is not what I think is an acceleration problem. If you try to accelerate too fast it sounds terrible. The electromagnetic fields are moving faster than the mechanical parts can respond.
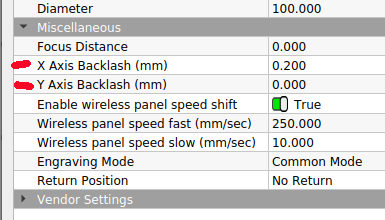
Are you talking about, what looks like backlash at higher speeds? Might check these
My stock X acceleration was set at 8,000mm/s^2. Had to pull up the original ‘factory’ backup settings.
I have removed a lot of mass and it is now set to 45,000mm/s^2. I can run it at 1650mm/s… not good for much but fun…
My Y acceleration was/is at 2,000mm/s^2.
If you know the physics, it’s how much mass can be accelerated how quickly with the available power.
You can push it till it makes noise, it won’t hurt it, but it sounds bad…
I would welcome any recommendations of changes to improve the movement and accuracy. I am new to this and in the past when I purchased large CNC machines they came preset and worked as expected.
Without looking at your settings, I think it is not “abnormal” that you get this displayed overscan and that the machine can not run faster than 300-400mm / s without it feeling wrong.
At long distances it is easily possible (though also with overscan), to drive faster, but at 10mm the start-stop distance is not enough to reach either up or down in speed / acceleration.
After trimming your overscan, which must be adjusted individually for the different speeds in LightBurn, you need to find a compromise of max speed and the life service time of your machine.
As @jkwilborn is pointing out, a lightweight nozzle head will greatly increase the possibility of increased speed.
When I come to the workshop today I want to look for what my machine settings show, I also have a 600/400 but with only 60 Watts. But it can only be tonight because I have appointments out in the city.
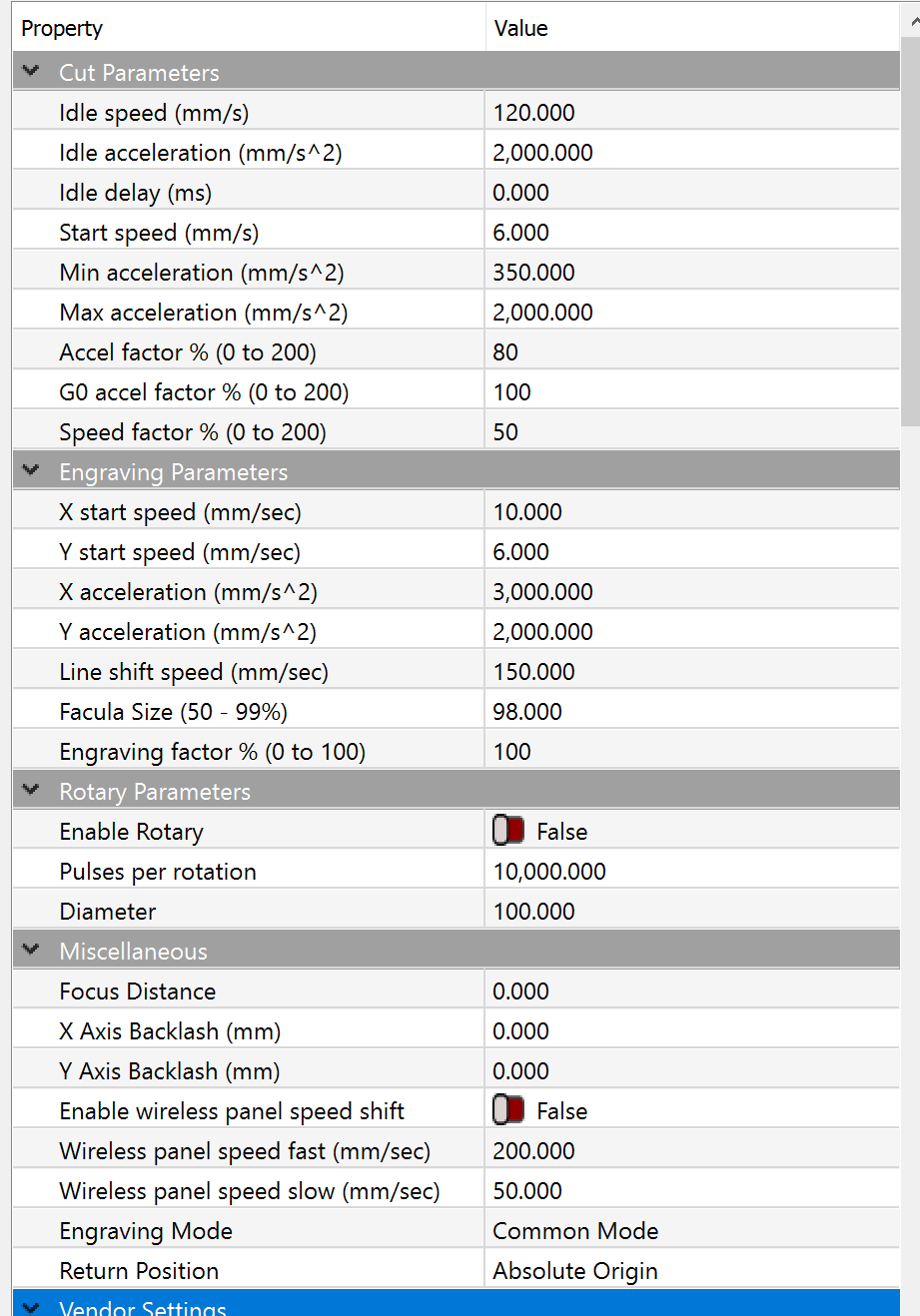
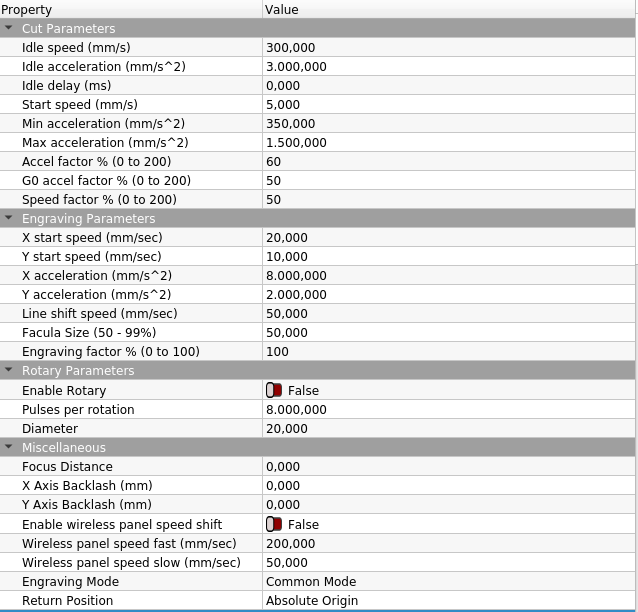
I just managed to get that information for you. But remember, it’s a different machine anyway and also not sure that these parameters are the optimal ones.
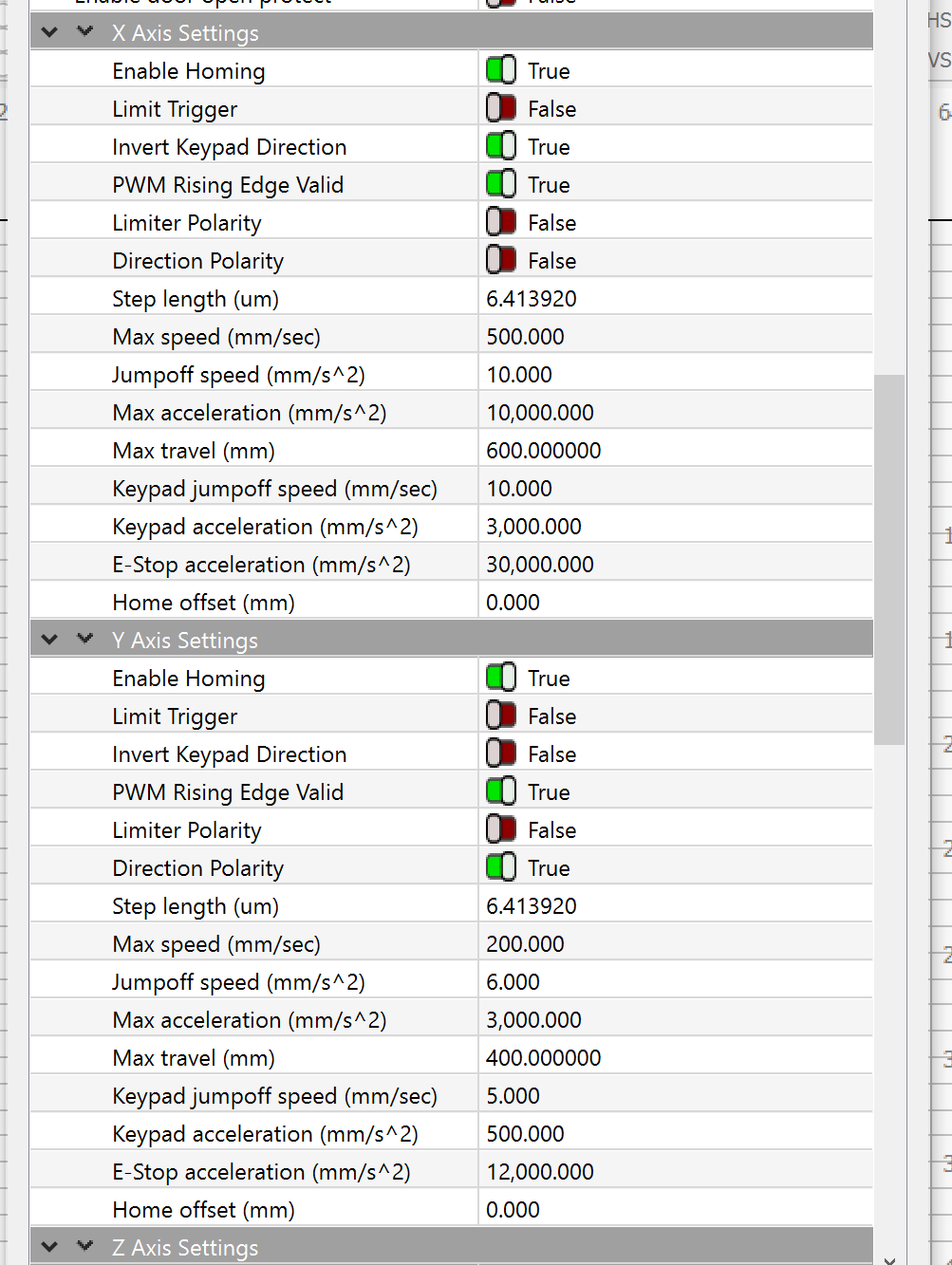
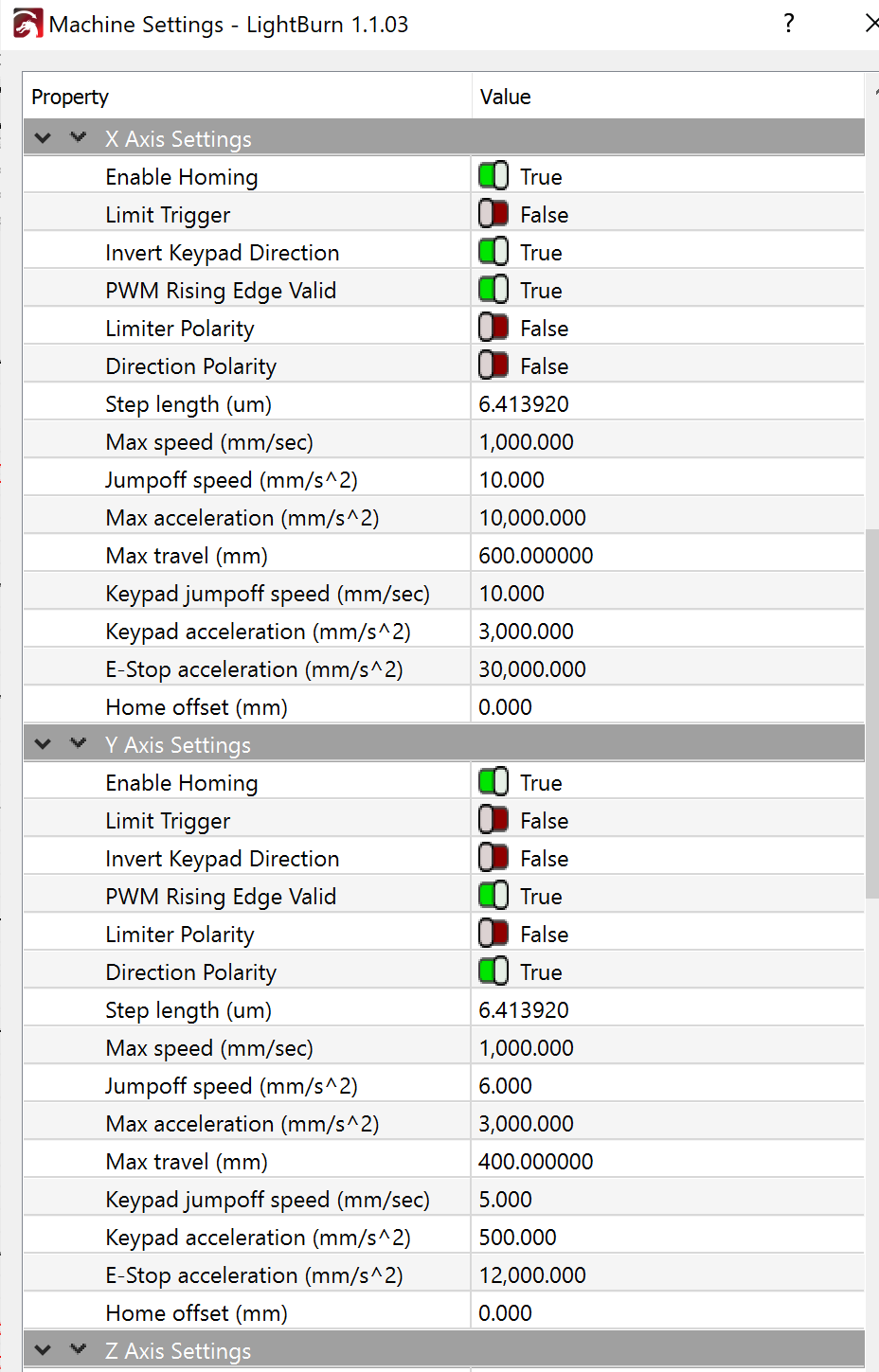
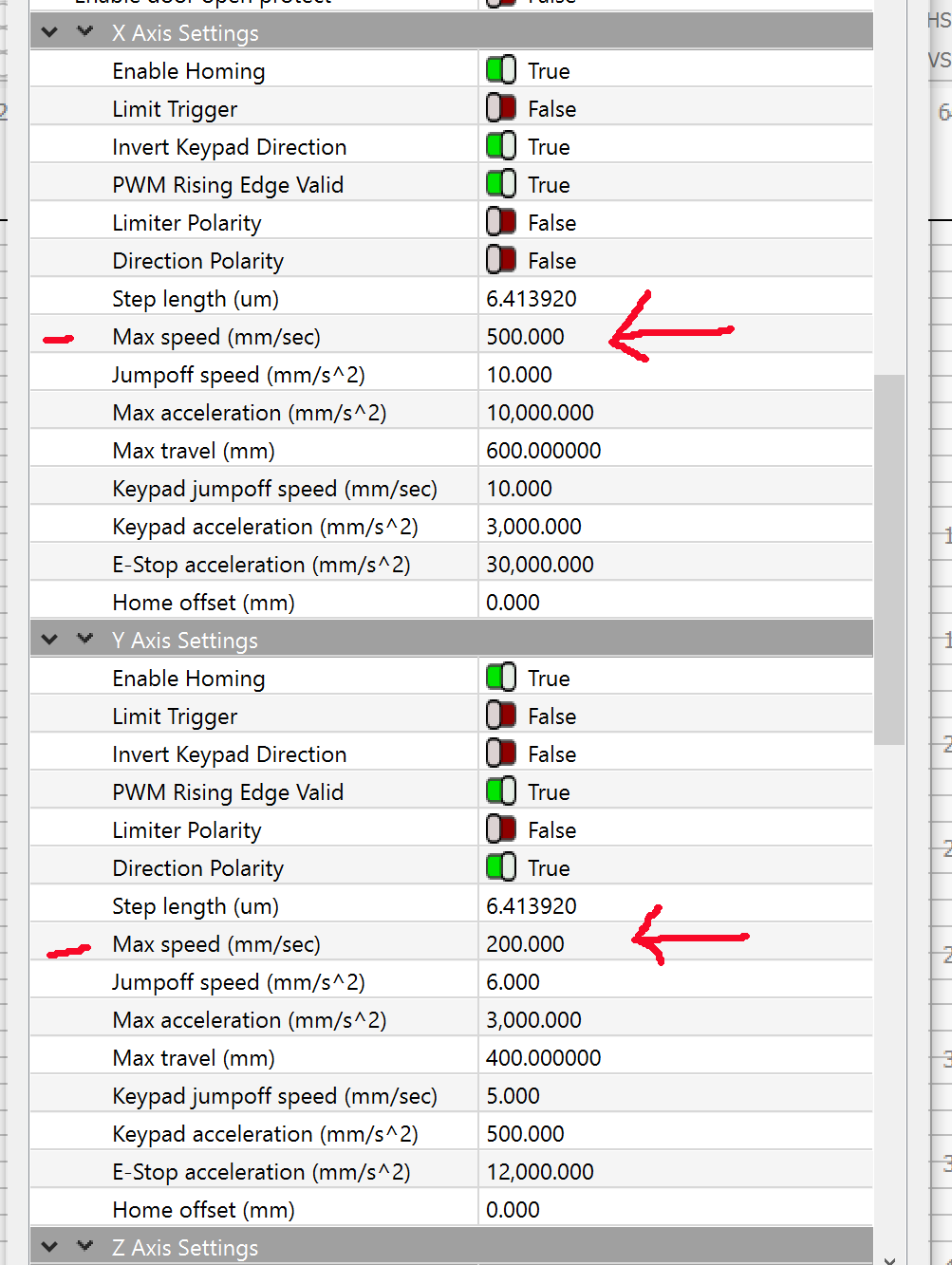
In the axis settings I know that the max settings are lower than the vendor settings but I am having troubles with the axis missing steps at above 300mm/s in the x axis.
I guess I should as a better question. How do you determine the max speed?
? - start with low acceleration and max speed to see if the axis can get up to that speed and then start increasing acceleration.
I have been playing with many settings so the screen shots may not be exactly right. I had them at the max speed per the vendor at one point. I will try later today to reduce the acceleration when the machine starts losing steps and see if that is the issue. I am just knew at this and trying different things as they come to mind.
Thank you for you help and thoughts. It is nice to have a community to bounce thoughts off of.
Paul
Not clear here… Are you saying the machine won’t reach the layers speed?
Very interesting that your acceleration speeds are greater than mine were stock. I think mine was 8000 and yours was 10000, whereas the Y is 3000. Close to mine, at 2000, proportionately.
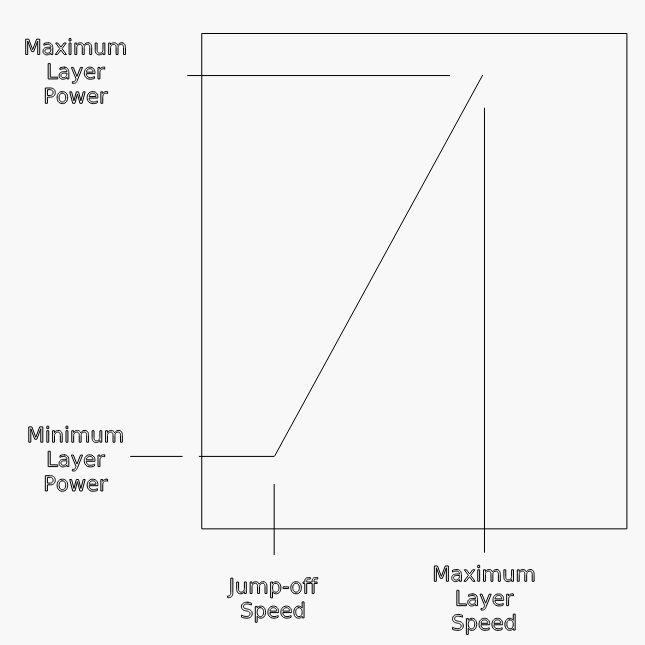
I also noticed that your ‘jump-off’ speed’ is pretty high on both X & Y… at 40 and 30mm/s…
Yes, I mean it, but I do not know the exact speed / distance curve for stepper motors in relation to the weight.
Theoretically, one could calculate it, total distance in mm divided by the time spent in seconds. Then you can see if you reach in the direction of 300 or 3000 mm / s.
My machine is not built for high speed engraving of smaller items, the g-force simply makes the machine shake at a certain speed and I avoid that by finding “my suitable” speed.
The factory settings of the machines, even if they are the same, are never the same. I have a small database of machines which I believe is all in the same class as mine and no one has the same settings with another machine. It’s just like the Chinese fitter throws the settings in the Ruida controllers depending on the wind and weather in his hometown.
There are definite improvement options in my settings, but on the other hand, my machine runs soft and reasonably fast, so never touch a running system
On a Ruida it will reach the specified speed on a ‘scan’ type of operation or you will get a ‘slop’ error. The hardware detects this before it will allow you to ‘run’ the job.
Not so for vector cuts, they may never reach the layer speed… this is why I wondered about your jump-off speeds for power control.
I can run 1650mms. A 20mm square is done quicker at 300mm/s. The laser spends more time at 1650mm/s speeding up and slowing down than it does actually engraving. The overscan gets very large.
The less mass on the axis the quicker you can accelerate, assuming all other things being equal.
Thank you very much for all the education you have provided me. I have a lot of experiments to tune this machine. I need to figure out the max acceleration and max speed that the machine can actually do.
Thank you all,
Paul
That gets back to physics… Limited power, so much mass…
Like me, you probably won’t have enough data for anything fairly exact, but you can guesstimate it…
I just keep bumping the speeds up till it makes a ‘racket’, then bump the acceleration up a bit to see if that helps or hurts…
Doesn’t really hurt it to try this, as it’s only the field moving faster than the mechanics can keep up with.
Did the same with my grbl machine. Really got it going so fast, it would beat itself to death… Ended up backing it down to almost the factory settings.
I removed 1/3 of the mass, conservatively, from my X axes including the drag chain. Went from 8000mm/s^2 to 45000mm/s^2 just removing mass. When I get up a little over 50000mm/s^2 it starts complaining… verbally…
The big advantage of this is that the overscan at reasonable speeds is very small…