I have shallow bowls I want to engrave inside of. my question is. Is there a way to move the z up and down in between the bowls? thanks in advance
I am assuming you need a Z- up to clear the bowl while it moves to the next one
Then a Z-down to get back in focus within the bowl.
That is an interesting use case.
@JohnJohn could maybe give some insights on what workflow would work.
If I understand it correctly even virtual Arrays won’t work with this, because the “start” and “End” Gcode that you could possibly implement to do the Z hop, will only be done at the start and end of the full block of gcode.
Besides manual editing the Gcode I can’t think of a way.
maybe the mind hive can come up with some creative way to do it!
Thank you for the reply. Yes, I am trying to mass produce these bowls inside of one at a time.
I haven’t done this, but I have an idea that I’d want to test before recommending it.
1 Like
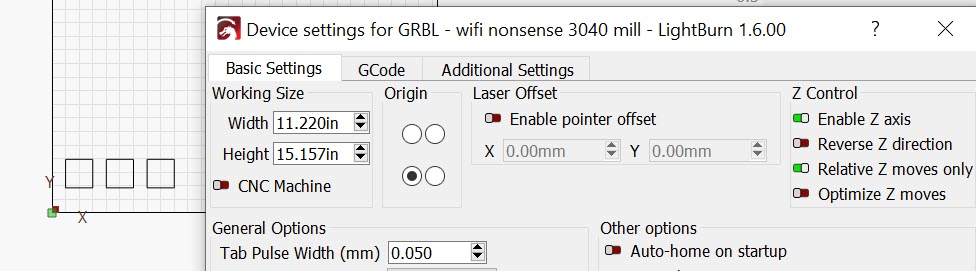
With the Z-Axis enabled, Relative Z moves only enabled, and ‘Optimize Z moves’ off, the head of the engraver should move up for travel moves. I drew three squares as a test.
The material height can be set in the Cut Settings Editor:

After doing this I saved the GCode and watched the Z-Axis commands and they are given before and after each engrave command.
checking z axis behavior ii.gc (542 Bytes)
2 Likes
Neat!
thats a clever way to do it! and i guess could still work with virtual arrays?
Tested… it would indeed.

forum 132777 three squares z-axis behavior + virtual array.lbrn2 (4.8 KB)
forum 132777 three squares z-axis behavior + virtual array.gc (840 Bytes)
Thanks!!! thats quite clever!
just to be clear, I need to not have the images grouped right? That way it doesn’t think it’s one image.
I’d probably need the lbrn2 file and the lbprefs file to check.
I haven’t tested the grouping behavior but I believe that any non-engraving move will lift the laser before moving. This might be annoying and slow if you have lots of small separate features that you’re engraving.
If you set it up, the way you think it should work, you can test with cardboard circles, or you can click File, Save GCode and save the file somewhere convenient.
If you share the GCode file with me, I have a GCode viewer attached to Notepad++ and I’ll be able to see the vertical hops.
You are also welcome to download Notepad++ and install the NCnetic plug in. They’re open source and they work great for checking expectations and outputs.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.