I have 100w co2 (new tube reci W4) laser and i try cut 3,6mm birch plywood and my machine cant do it not even close. focus tests have been done and they are fine. Power setting are 3mm/s and 90% power and 2 pass. I also own a smaller 10w diode laser (sculpfun S10). Smaller laser cuts well with settings of 2mm/s 90% and 2 pass.
How can it be that a 10 times less efficient laser cuts material well that a 10 times more efficient one cannot cut?
Hello,
90% is aboit 10% too high for a co2 laser if you want that tube to last so they say. Try 80% max.
The focus test isnt a pass.or fail, it lets you see which height away from material is the best line size. Go with the clearest font and smallest line.
How far away from the material is your laser? Manual focus or motor controlled.Z? For 3mm I have my material settings set to 7.5mm distance away for engrave and have it do a -3.70mm plunge to cut pass. Which is essentially 11.2mm from the 0 height of Z.
I have had it set wrong before where it wouldnt cut because Z is wrong…Id check these. Also, the cleanliness of your mirrors will have great effect on cut ability.
Assuming your laser has a Ruida controller, 3 mm/s is below the minimum starting speed, so the laser will throttle the power to the minimum level set in the configuration.
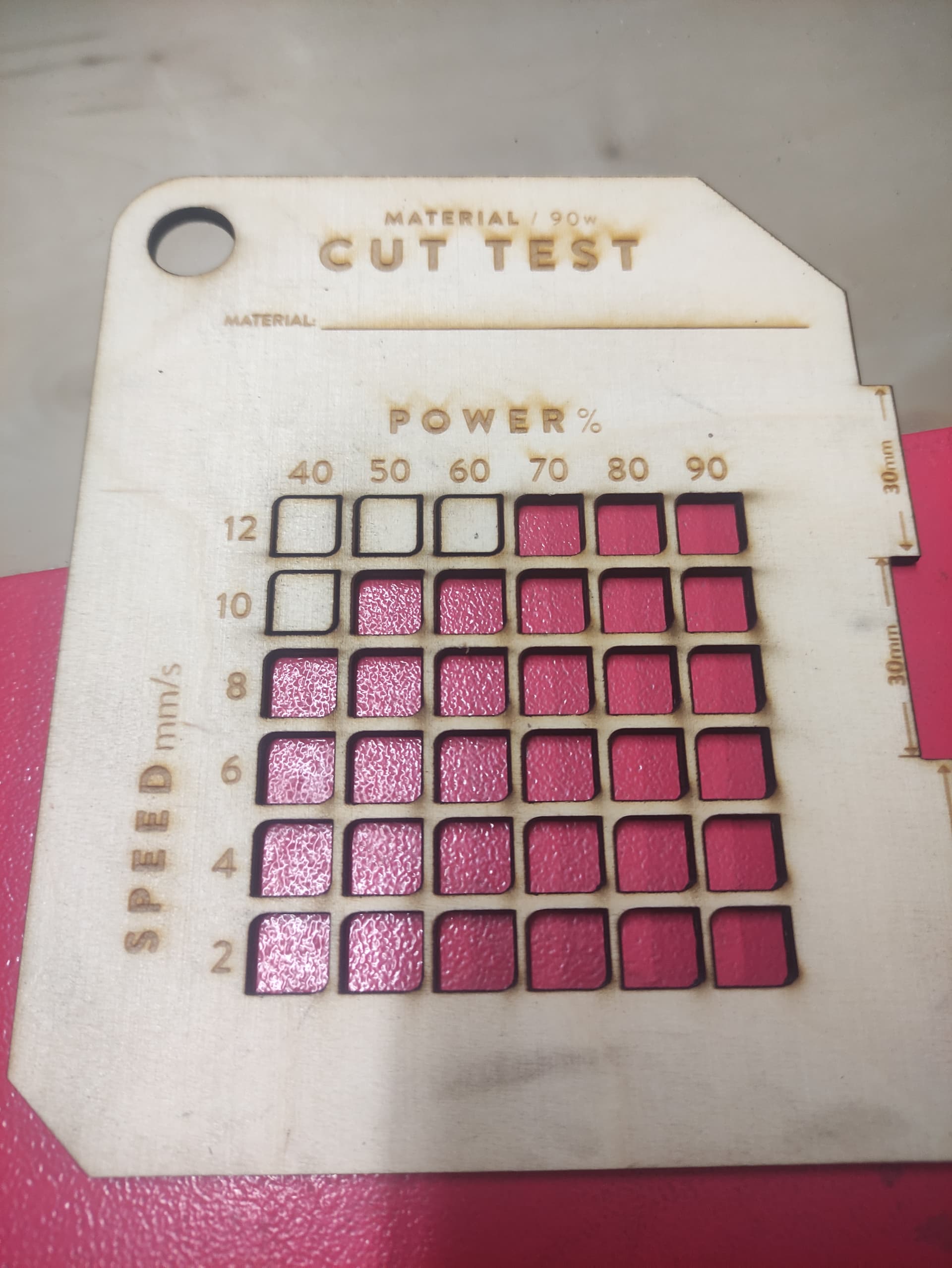
Run a Material Test for speeds from 10 mm/s to 400 mm/s and powers from 10% to 90%:
That will give you a better idea of how the machine performs for a reasonable range of settings, then pick the best combination for the material.
Your settings are completely out of whack.
For 3.6mm, normal plywood, I use approx. 25mm/s and 40-45% power with a 60Watt CO2 laser.
I suspect that either your laser beam alignment or your focus or both are not correct.
Have you done a ramp test? do you have a mA ammeter?
As @MountaineerTradepost points out, your tube doesn’t survive very long with 90% power use. Make a test where you find your maximum possible effect and subtract 15% from there. My 60 Watt tube tops out at approx. 70% which corresponds to 18mA - I never run above 16mA.
For somethin that thin I doubt its 2.
I agree with the 3mm/s below minimum threshold to fire. I cut 5.2mm maple ply @9mm/s @80% and it drops clean and perfect with tape on both sides.
Ouch…running lower power will help this too. Stick at 80% power max.
For mine the distance from material for a cut is like 17mm stock distance minus material thickness…the nozzle gets right up to the material maybe a few mm above. Do the focus test at 80% power and check the line on the back which one cuts?
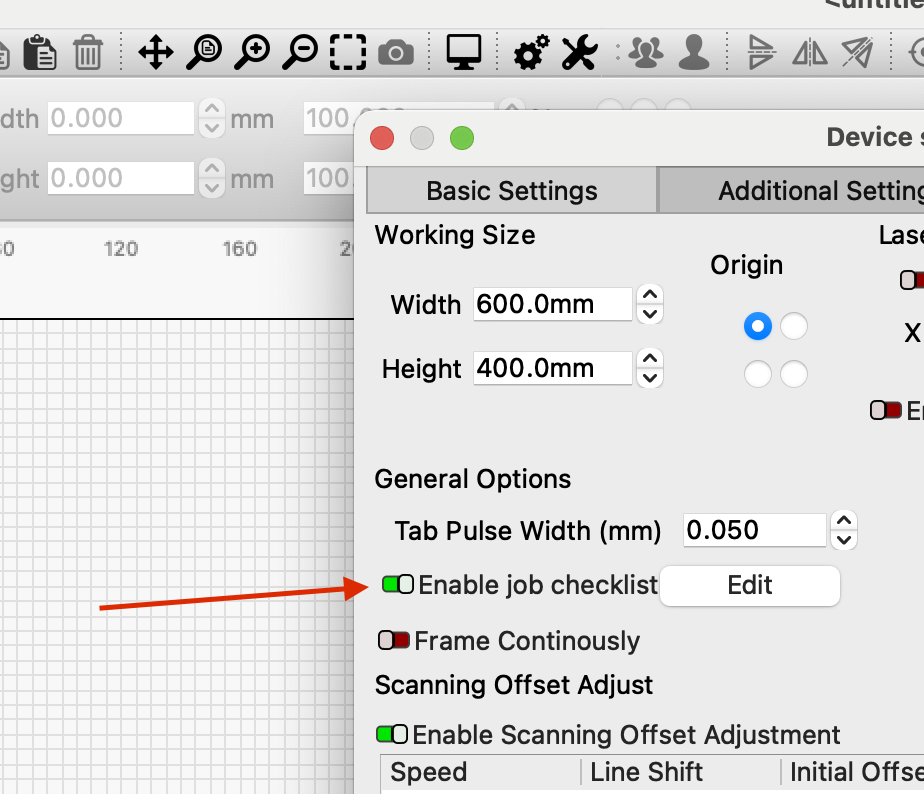
very unfortunate… use LightBurn’s Memory Helper, it only starts the machine after you have acknowledged it. In my reminder note it says: cooling, focus, extraction, - ok???
…to the best of my knowledge it is too much. Unless there is a serious difference between my 60 Watt and the 100 Watt tube we are talking about (in addition to the effect of course), the maximum effect is achieved at 70-75%.
If you search here in the forum you will find the documentation for my claim, with pictures.
Some clean daily, some clean weekly. It may be me, but from your pictures, it looks like your beam is extremely misaligned. I would clean first, then address the alignment issue.
The visible scorches on paper we all use for alignment don’t show the entire size of the beam, just the part carrying enough energy to damage the paper / tape target.
If the beam is not centered on the mirror, then its peripheral part is busy heating up the holder, rather than passing through the lens to the material on the platform.
Centering the beam on all the mirrors is part of proper alignment:
Do the usual angular alignment to put the beamline parallel to the X & Y axes
Adjust the mirror holders to center the beam on each mirror
Repeat the angular alignment to ensure the beam is still parallel to the axes
There’s surely a video about all that, but it’s straightforward once you realize (as I originally did not) that the machine can arrive from the factory with incorrect mirror positions.