So I am having a few problems with Millmage and my 3018 machine, The axis all move in the correct direction. I have the origin at top left as I do not like the spindle or a rotary head in front of me as I am trying to position materials. So, other than joging the spindle to the position I want, there is no home button, other than what I created in the saved positions window.
In Millmage I have drawn a square, I have tryed the methods mentioned above and a few of my own, but the machine does not move to center of the material.
When I jog, all directions are right. the move machine selection under the arrange tab, is wrong…
Also is there any way to calibrate the movements? For now I am setting machine to Jog 100mm. and the machine is moving 300mm.
If you start a project in MillMage, there is the project setup like this:
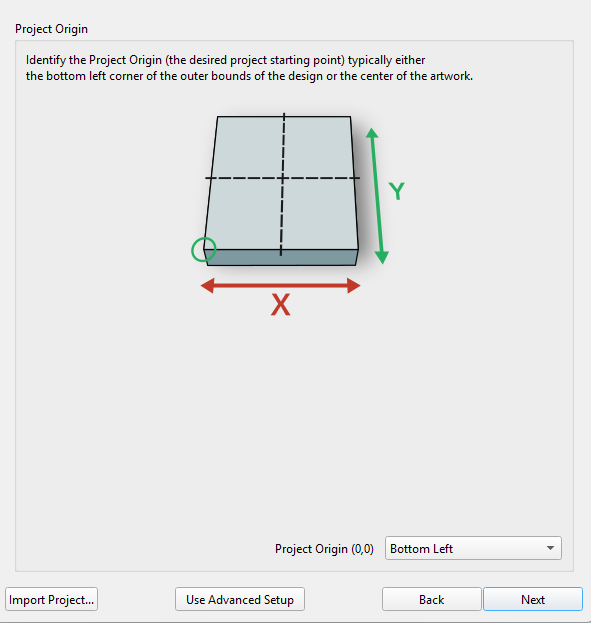
In those steps, you set the origin of your project. Once you designed your project, you need to move the position you indicated in that wizard (in this case, front-left-top corner of the workpiece. All movements that MillMage calculates are based on that starting point. So home your machine like usual. Position the workpiece. Move the head / bit to the origin position manually. Reset the coordinates to 0,0,0. Then press start.
Did not understand this. Does it Jog properly or not?
You are right, and I expected to see one too. It may be there somewhere. However, you do not need it like with the laser. The CNC machines come with limit switches (now), so you should set it up so that it Homes on power up. This is GRBL parameter $22=1. (Note: If it does not have limit switches, install them.)
What are your settings for GRBL parameters $100, $101 and $102 ?
To view the parameters, enter $$ in the Console window.
Also enter $# and let us know if G54 is all zeroes.
It also confuses me why this need to be done for every job ? Is it the actual size of the work area and homing origin (0;0) ? And then design or draw your work piece on top of that.
This is because it makes jobs easier. You don’t have to care about the machine etc. Just the size of the workpiece matters. So you always design months workpiece, and ignore the rest of the machine.
$100, $101, and $102 are all 800.
For the $#…G54 :-101.000.-24000.0.000
You missed one of the questions…
Your Steps in mm look the same as mine, so the
does not appear to be a calibration issue. How far it moves is controlled by these parameters. I cannot think of any setting in MillMage that would affect this.
Unless you entered this deliberately, like to put the Work Origin in the middle of the house next door (24000mm is 78+ feet), the G54 offset can create positioning problems. You can zero it out by entering G54 X0 Y0 Z0 in the Console window.
Yes sorry -24.000
Haha, much better! If you did not enter it on purpose, you should zero it out.
There is a Home botton under the Job Control Tab. But so far it is only moving the Z axis.
It does not seem to mover the X or Y axis.
I just tested my 3018 and it Homes all 3 movements.
The Zaxis must complete the Home cycle before X and Y will move. Are you getting an error message in the Console window?
HOME
- Trolley and gantry rapid move towards the switches.
- When the switches are hit, the machine will stop and reverse. First Zaxis if it has one, then X and Y. It may not reverse until both switches are found.
- The machine will pull off the switches slowly until the switches open.
- The machine will reverse back onto the switches very slowly until the switches close.
- The machine will reverse and pull off the switches slowly until they open.
- The controller establishes this as the Home position. It is usually shown as something very close to 0,0 as the position if the controller is set for the first quadrant. If it shows large numbers, this can be changed with the G10 command.
There is no other version of the Home cycle. If you have limit switches, this is how it should work.
If you do not have limit switches, where it powers up is the Origin. Home is a machine mechanical function. Origin is a software design position. They are not the same thing.
Also applies to MillMage:
MillMage Jumpstart Video:

On a 318, is it critical to have limit switches and homing? I have used this 318 with a laser modul and no limit switches and it worked great. I purchased this 318 about 2 years ago and I could not figure out the software was available at the time. Now that Millmage is available, I am attempting to figure it out again, but not much luck. I have many issues that I can not figure out. And yes, I have seen the documentation and watched the youtube videos.
I’m software challenged. I gave up trying to get one machine to do both laser and routing and just built another machine to do each separate.
Technically, no. You can do all positioning manually. There is no need to have them fitted. MillMage also doesn’t require them, it’s just a matter of using the correct positioning modes and positions.
Only if you want repeatability. If you use a fixture or move the part or shut the machine off, it is very difficult to get everything back in the same place. Many people use these without limit switches and do just fine.
I have the 3018 Pro and added a full set (6) of limit switches because that is what I was used to on the big CNC mills. And like @Dskall said, I also went with dedicated machines for CNC and Laser.