Absolute noobie in this. I was struggling to get it my 3018 to do anything but attempt to burn to Oz. At 3.5% max power and speed 2000 a picture barely make a mark (on 4mm ply faced with a slightly pinkish wood) and at 8.5% power is just black. A lot of the viedoes I have been watching seem to have much high max power settings but produce a lovely image.
I have had the machine about 6 days and been on laser for about 3 or 4 and used ‘Laser GRBL’ till today, I had the same problem thee I had to use feed/move of 1500-2000 and power of 7% or 8% to get a reasonable final image.
What am I doing wrong, why am I an idiot (definite possibility) or what settings do I have wrong? Is there any chance the problem is hardware?
I have the 5.5w (20w) laser 3018pro bought from vevor, focusable currently focused at 45mm from work surface.
Any help or suggestion will be very much appreciated
Thanks for the swift reply. I’ll run some light burn tests, take some screen shots and pics of results as what I have so far is jumbled test bits and a pic or grayscale but that will take a little time.
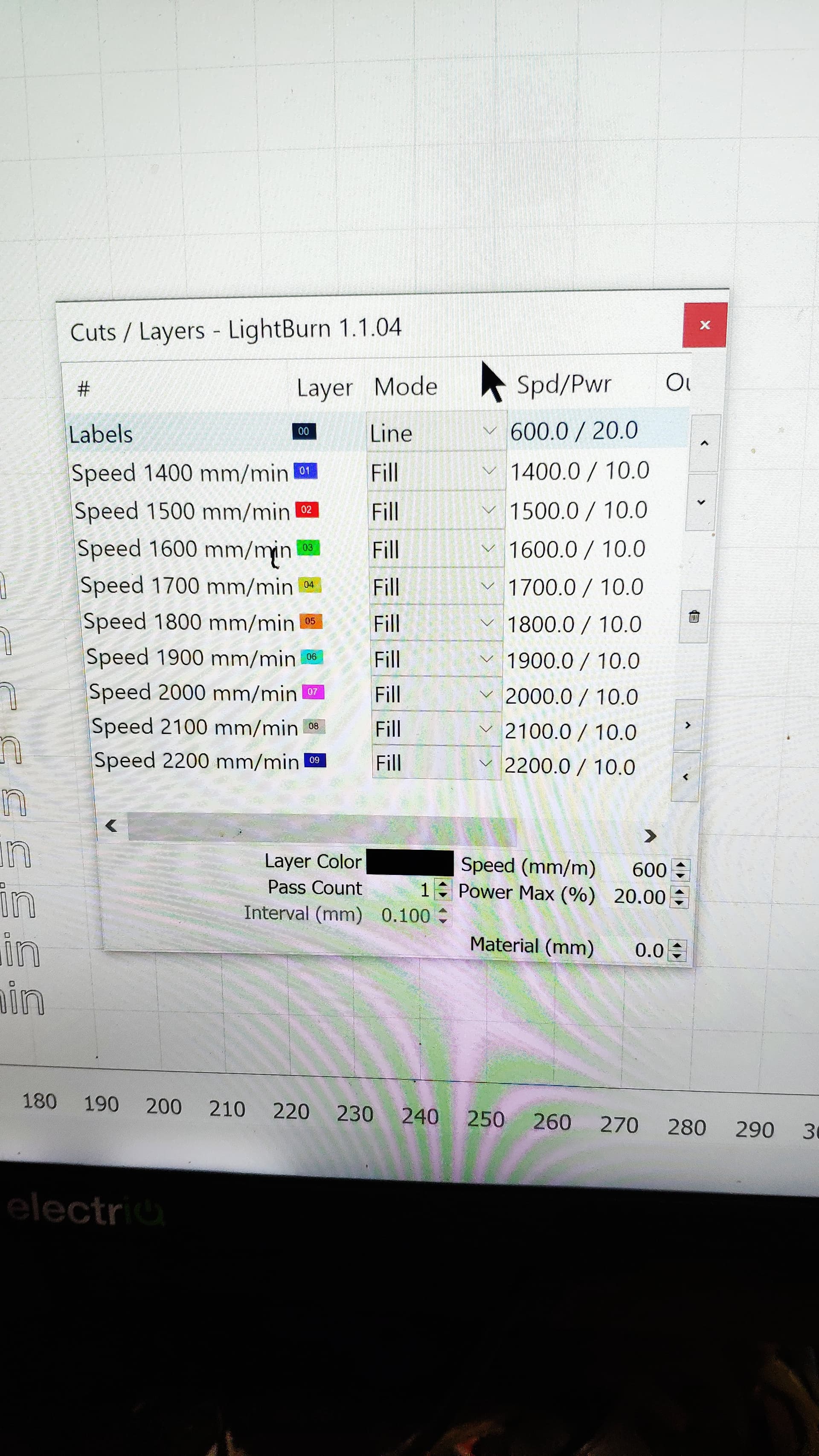
The speed I meant was spd/pwr in the cuts window but as I am running a lightburn test at the moment I see a much higher number there, I had 2000 in there and in machine settings max speed 2200 (£110 $111), it is 800 step/mm so I aimed to set it slightly below max so as to be gentler on it while I make mistakes and learn.
I thought it was/I meant mm/min but as the picture originally mentioned is not loaded I cant go back and check.
I’m trying to get some test burns done with screen shots and when I have stuff I’ll post it along with a $$ output.
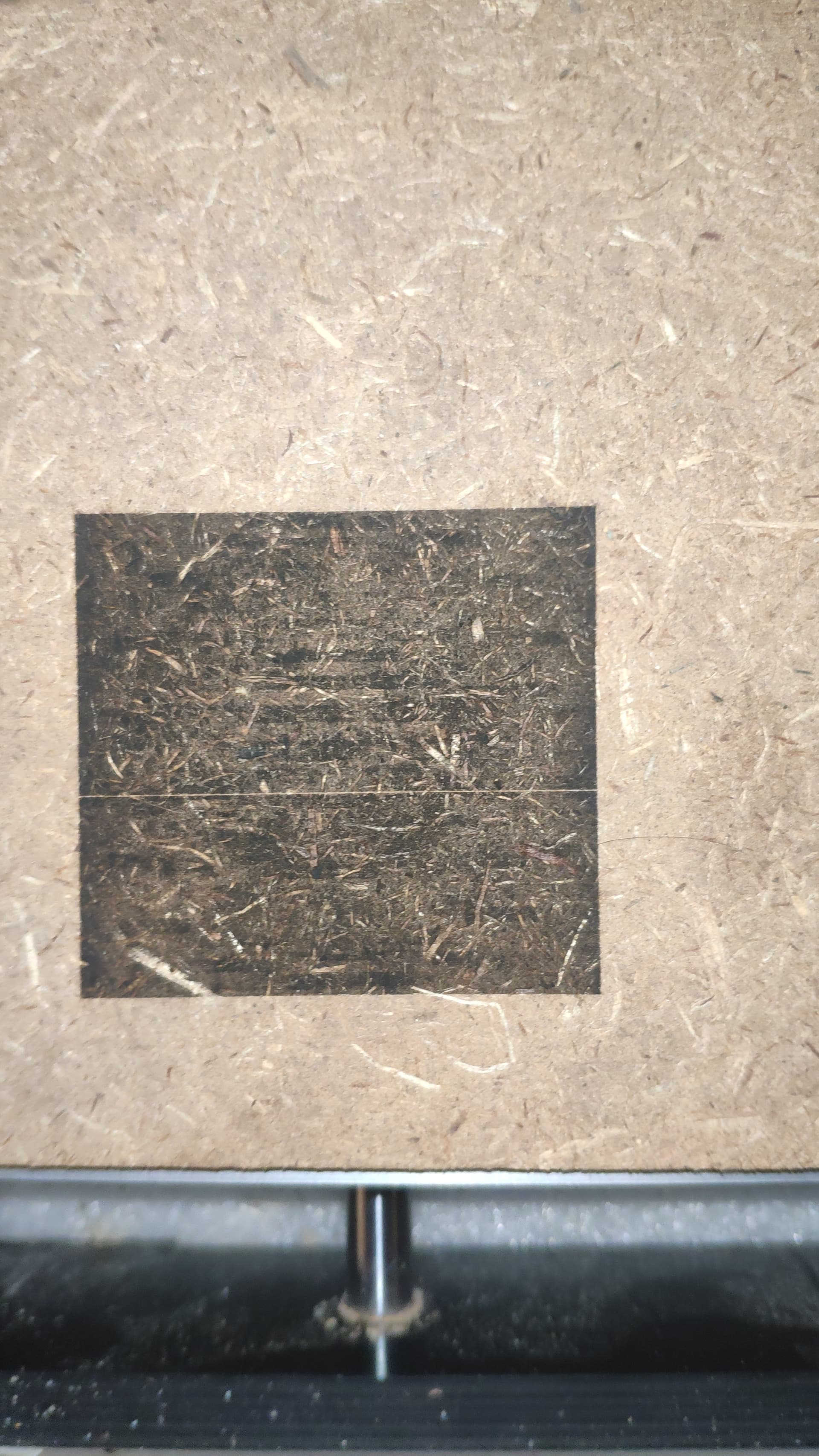
ok files are the photo I used, grayscale test image I used, lightburn speed/power test I used and a photo of the results. It’s the (20W) 5.5W laser version purchased from vevor.
I hope I have managed to do something acceptable in terms of evidence or information for you to help , if I can do more, help more, explain more or provide more please let me know.
thanks for any help
I am aware that the speed on the pic ‘print’ is higher than my machine says it will do but I was personally curious after seeing the speeds in some other tests/videos etc and was just wondering if there was something… ‘positive’ happening in the software when it tried to scale to power due to not hitting speed, if that makes sense. Not expecting it to work but just experimenting/ruling it out
It looks like your power modulation may not be working correctly.
Can you provide the following:
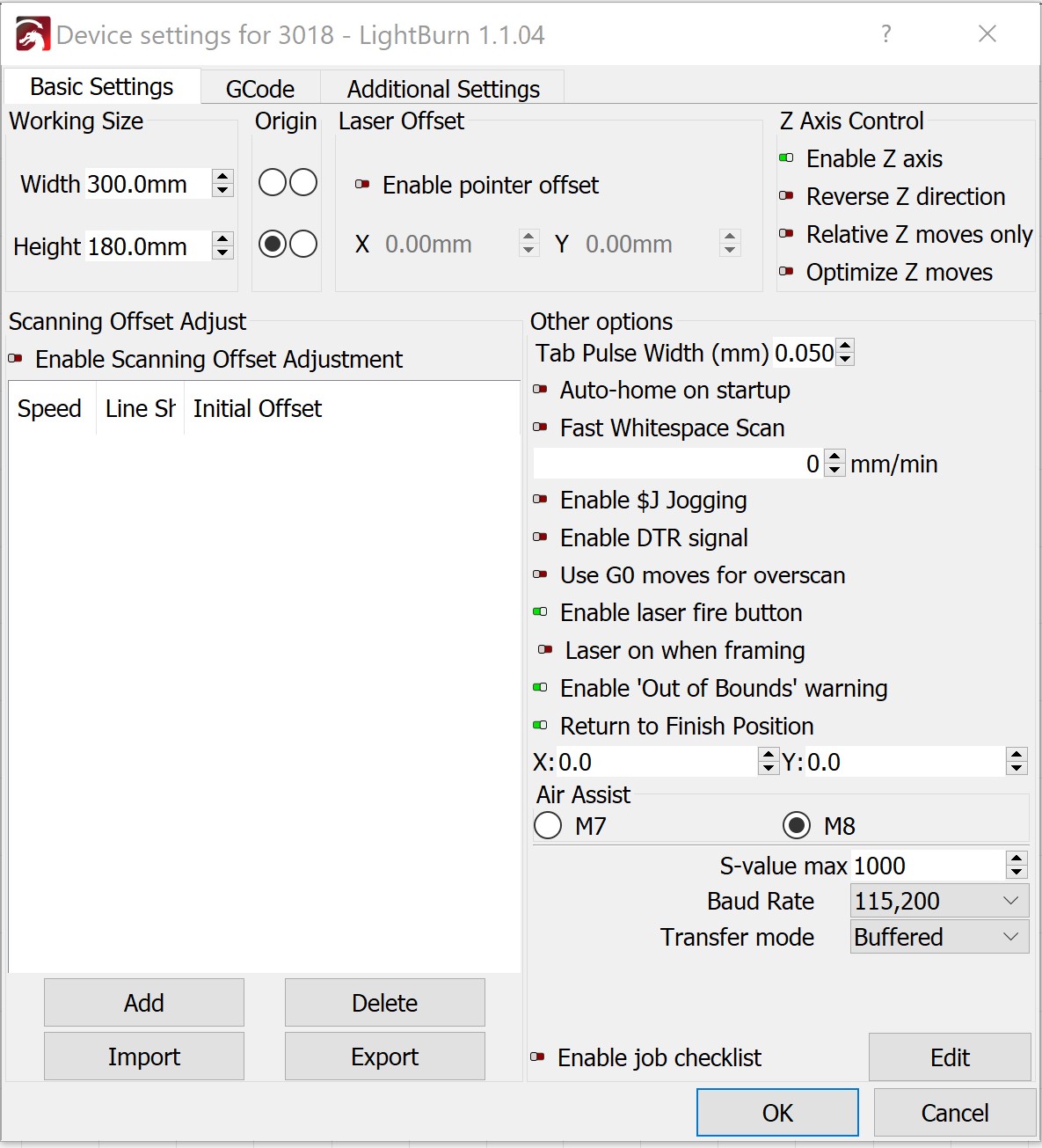
screenshot of Edit->Device Settings
output of these commands entered in Console:
$I
$$
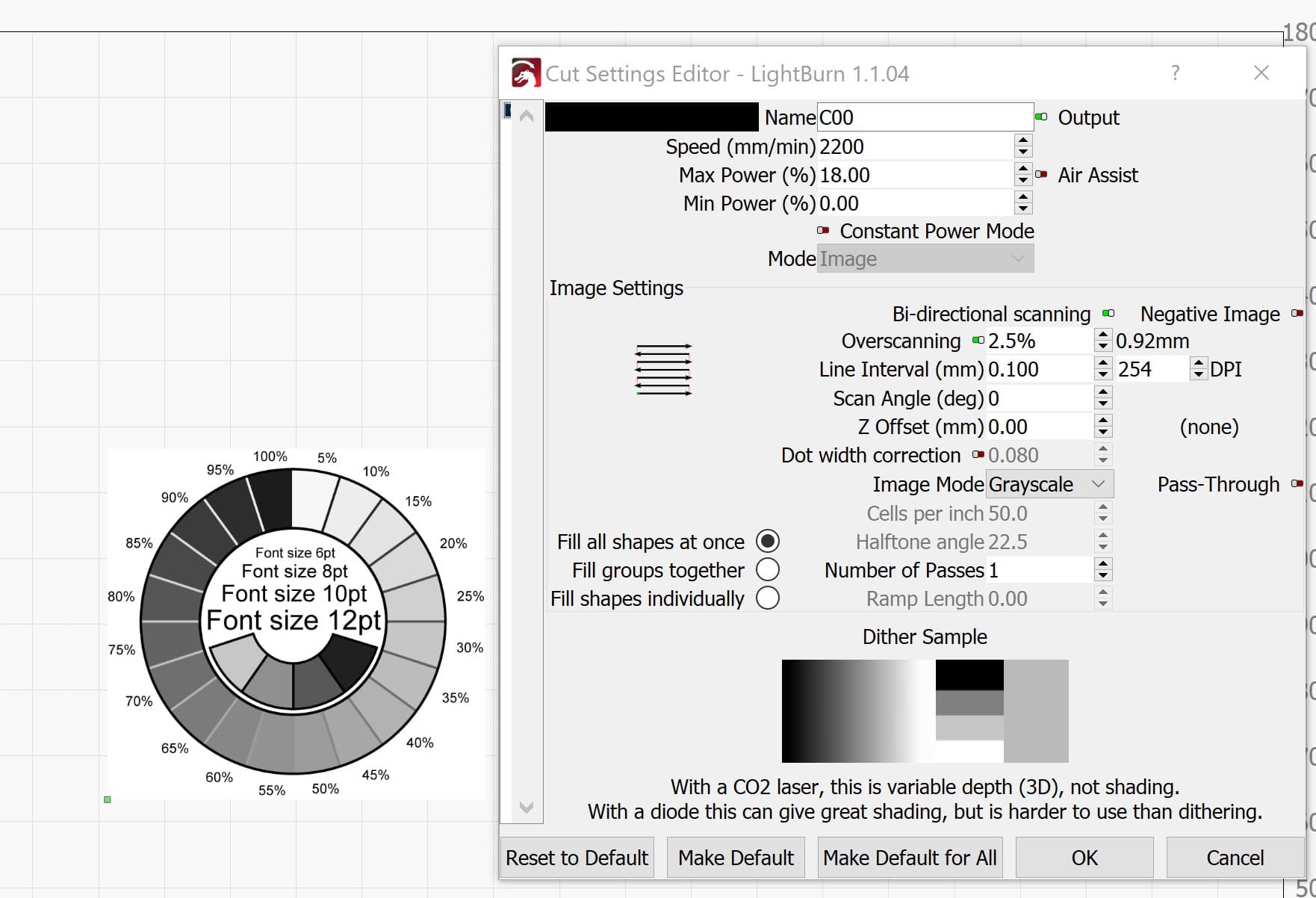
Also, you didn’t include the images in the .lbrn file so it’s unclear what image settings you used. Were those done as grayscale or some sort of dithered setting? What material are you burning to?
ok thats the output of the $ comands.
Sorry I thought the information was in the lightburn file itself. I belive it was mode ‘fill’, is that the right bit of information?
Really sorry if I’m not being as helpful as I should, I’m trying, honestly , but this is all very new so I hardly even know what the terms are let alone what information to catch in advance to pass on.
I had been wondering if the PWM was intermittent/faulty. Material in the tests in the above post is hardboard (at least thats what I know it as in the UK, like 4mm thick compressed/dense cardbaord or pre-runner to MDF)
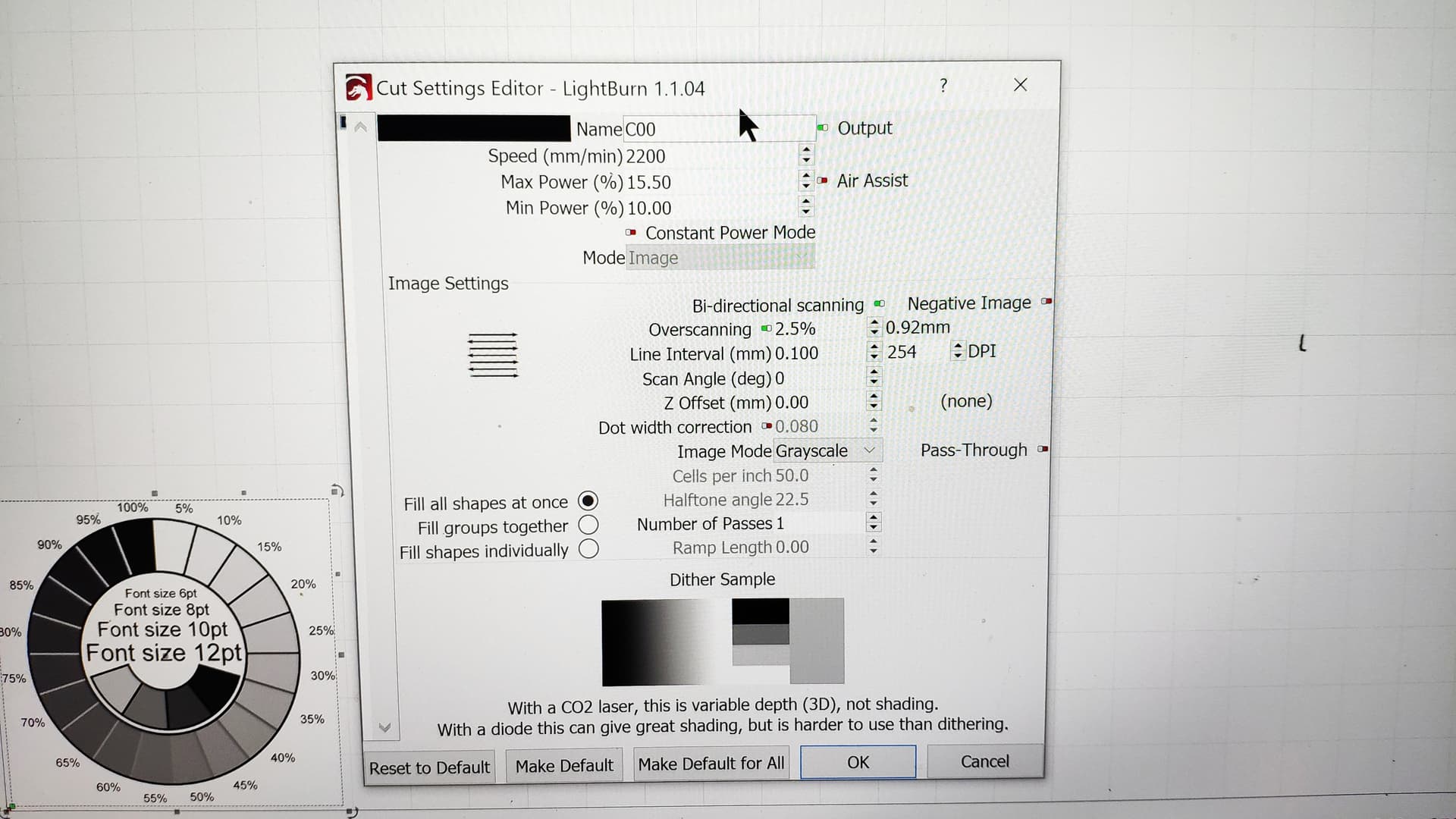
I was looking for the S Value Max in Device Settings to match the value of $30 (1000) which it does so no configuration issue. It’s clear you’re getting some level of power modulation but the granularity of control seems quite low. However, that may be a function of the material that you’re burning to.
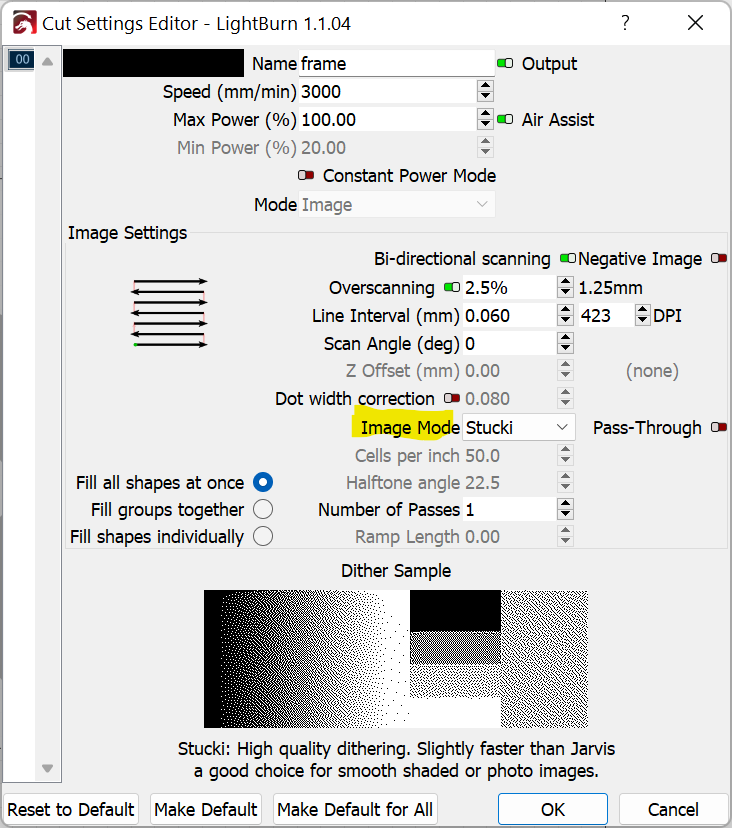
“Fill” would apply to vector designs but not for images like you have for the Engraving Test and the sample photo. The information I was curious about is here:
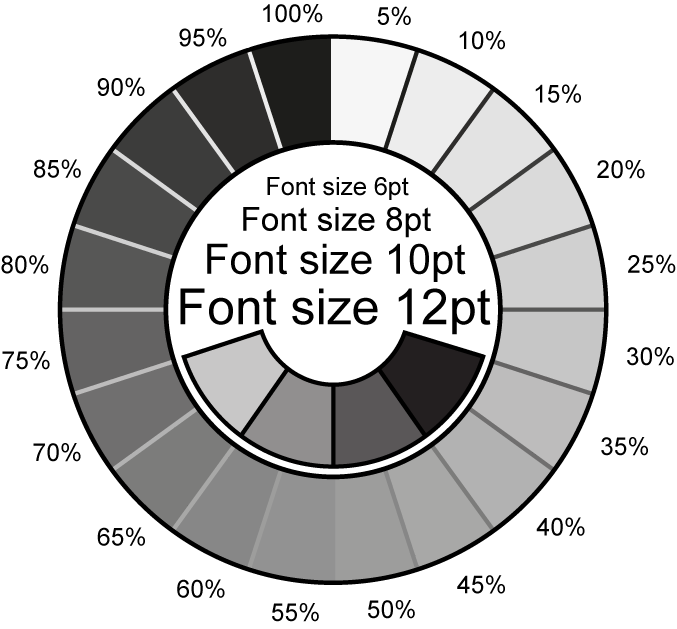
Grayscale image mode is different from all the others in that power is modulated based on darkness level of the image. In all other modes the image is broken down into on or off dots using one of the various dithering patterns. The “on” dots are burned at effectively the designated power setting while the off dots are not burned at all. I suspect a dithering mode will work better than grayscale for this material but worth experimenting.
I suspect your laser is working correctly and it’s just going to be a matter of dialing in your settings for the particular design and material that you’re working with.
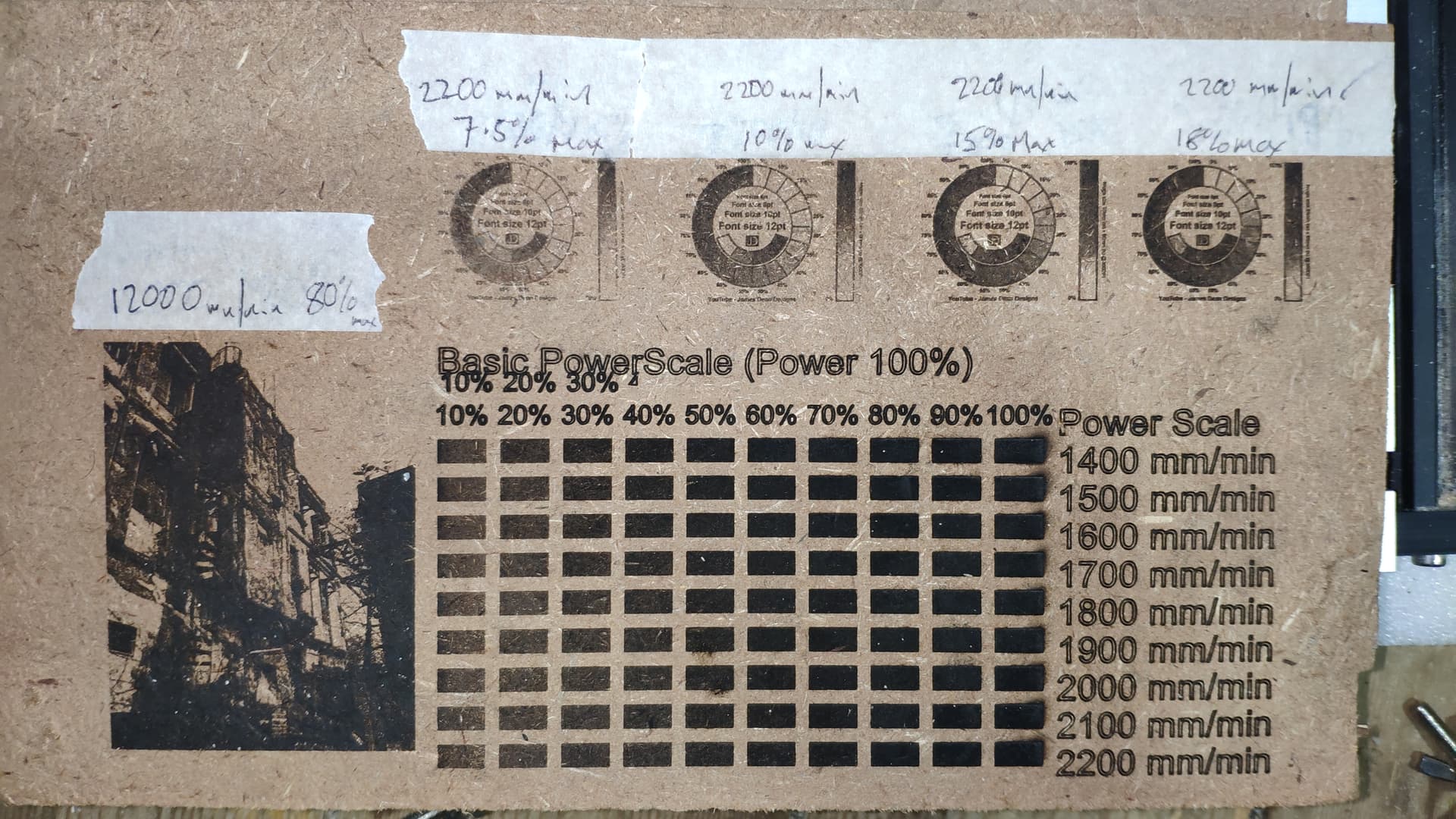
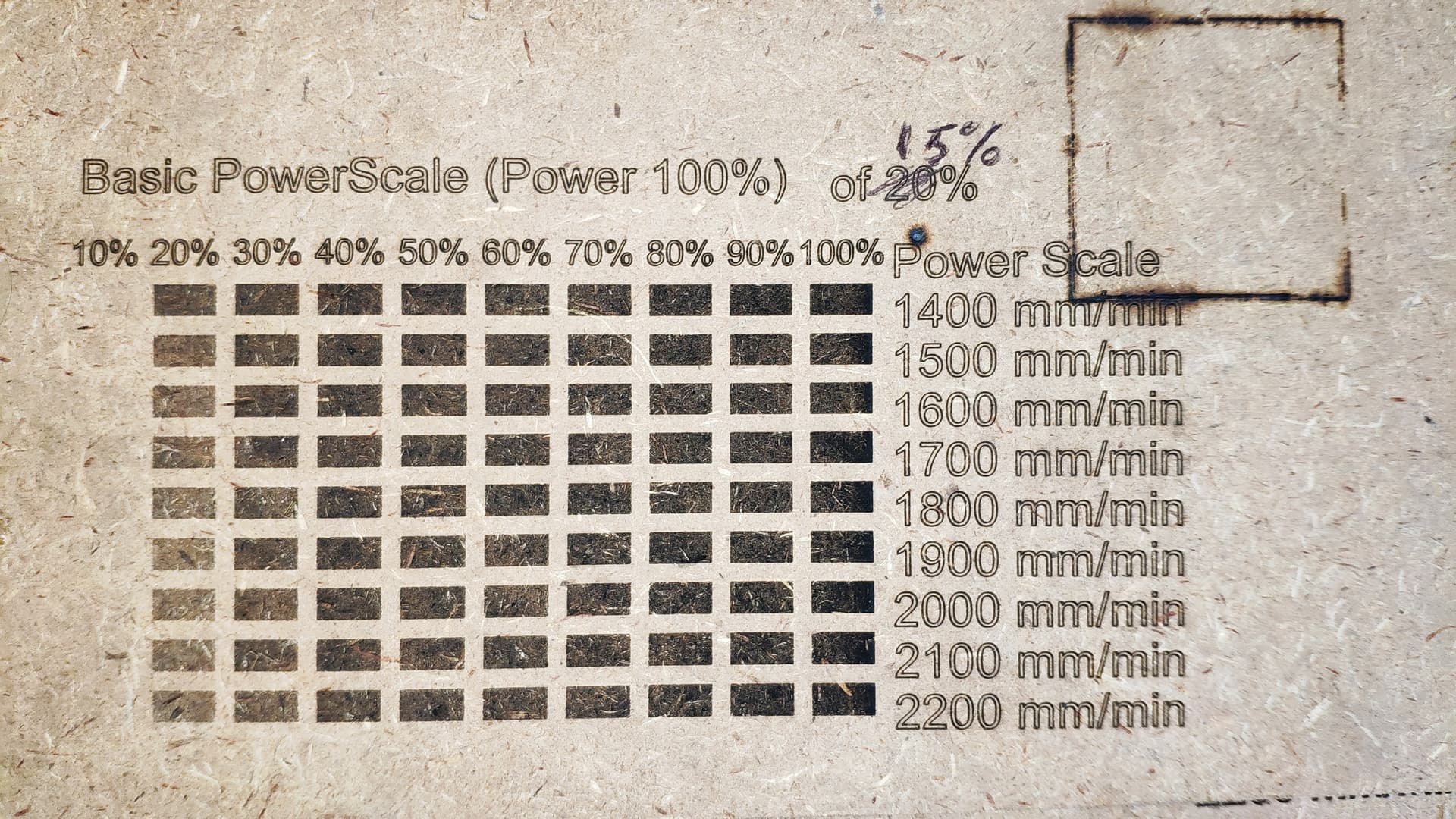
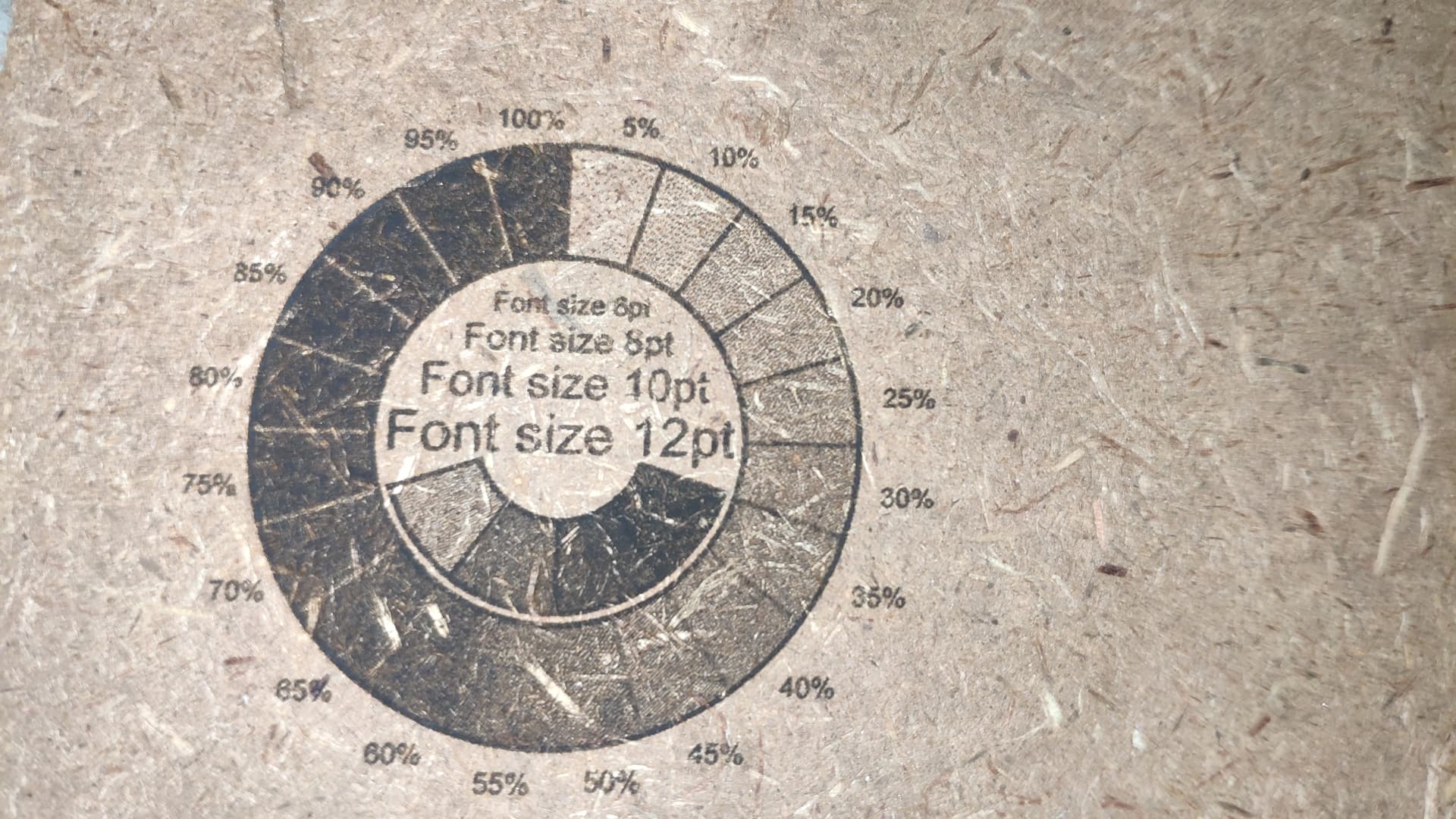
You may want to rerun the powerscale test within a narrower range of values. If you set power to all the layers at 20% then that will cap the highest 100% power shown to actual 20% power and all other percentages will be scaled proportionally. So 10% will actually represent 2% power and 50% will represent 10% power.
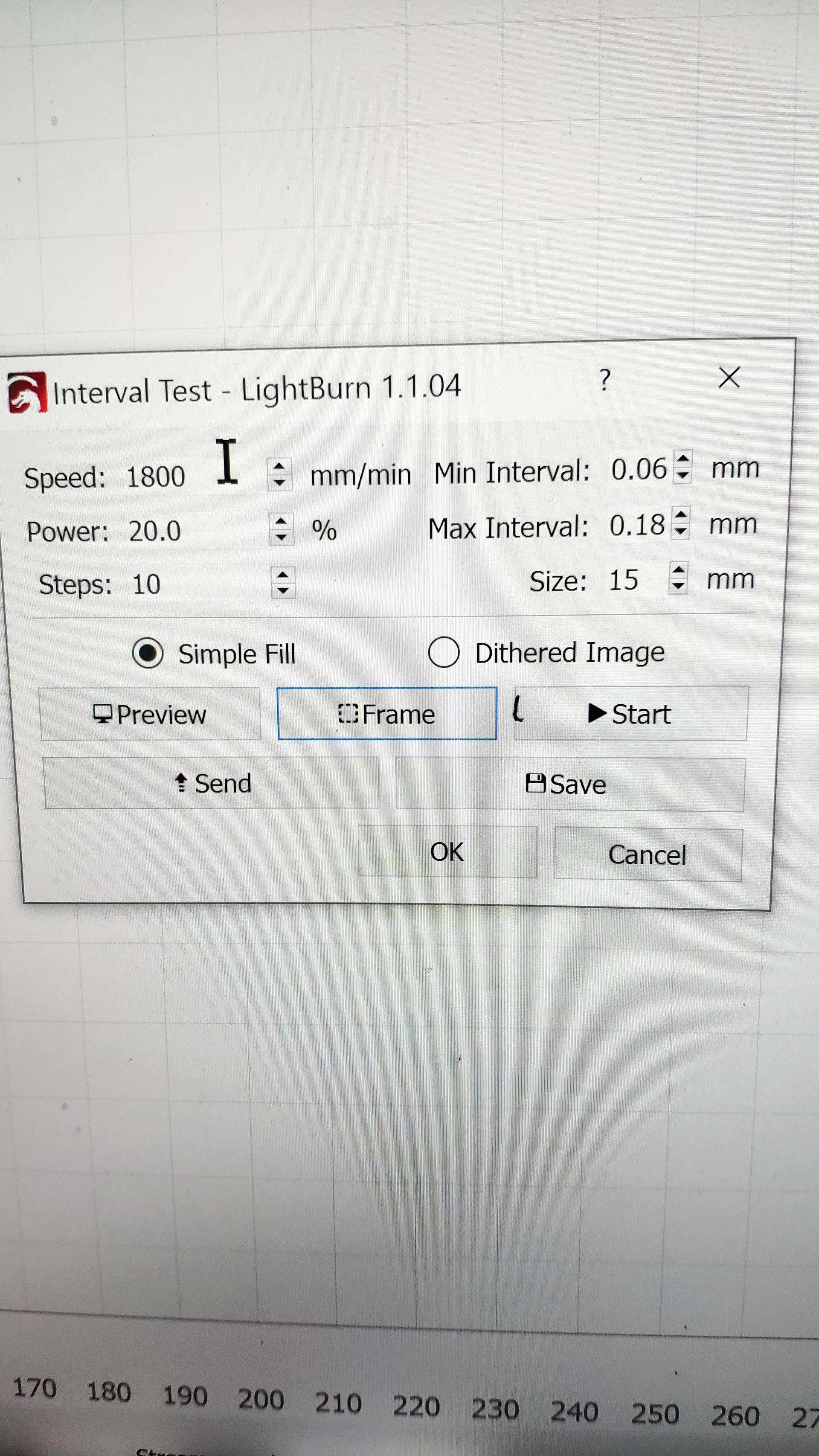
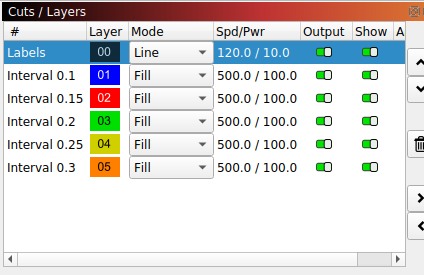
The other thing you need to work through is interval size. It’s likely that you’re overburning the same parts of the image because of overlapping laser lines. You may want to work through the Interval Test under Laser Tools menu. This material may not be the best material to get a true sense of your laser dot size but will still be important to understand perceived dot size for the material. Ideally you would only ever burn the same part of the material once and at the same time have no gap between burned lines of the material.
if I reload the test this is what I get auto loaded (pic).
I have to do some other stuff, sadly not all play , but will run a powerscale test later on the same material, I also have white paper and MDF, would it help to do one on each of these as well?
I’ll try and get an interval test as well and post the results.
I really do very much appreciate your time and help and any other tests, settings etc I can provide to help please just let me know and i will do my best to help you help me
It’s worth seeing how the laser behaves on those materials but keep in mind that each material will require settings to be tuned for it specifically as they will all behave and react differently.
I think what you’re going through now is really the biggest challenge with lasering… the process of tweaking settings for a particular design on a particular material to get the particular look you want. This can also lead to changes in hardware as you run into limitations of your current setup. But this is an endless cycle of tweaking as it can always get just a little bit better.
Setting the min power to 10% means that the lightest area will be as dark as the darkest area in your 10% test. In general you really want this to be 0% unless you don’t have a true white represented in your photo.
Short on time at the moment but will take a closer look at some of your other items later on.
oh of course! damn it now I feel like an idiot. I think at the time I was thinking the last graysacle the 10% was pretty much white/blank so I’d start form there to the 15%… doh.
Just done a dither, grays out the min, at 15% max and its a thing of beauty at least its the best tone scale I’ve done yet. It’s given me hope lol.
How do I you know when to use grayscale/dither… the others, I could just do everything in dither if I had to but I’d rather get the hang of getting it right.
Might try a dither of the pic just for fun as a last thing for the evening…
Your powerscale tests are still concerning. The 10% test still show what look like fully black squares for many of the squares. The 100% column should be 10% of actual power which doesn’t seem to correlate to your original powerscale burn.
This may be due to line interval. It’s hard to tell from your interval test photo but it looks like you may be getting overlap even on the .18 mm interval. You may want to try even larger intervals until you get clear separation so that you can determine the ideal interval.
I suspect that by optimizing the interval you’ll be able to get more control over perceived burn intensity in the powerscale test.