Need some help, I finally have everything set up (lightburn, the new tube installed, alignment) and eveything is working but I’m not sure if I have some settings wrong.
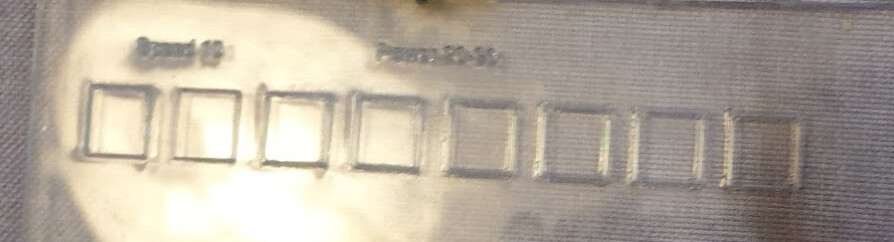
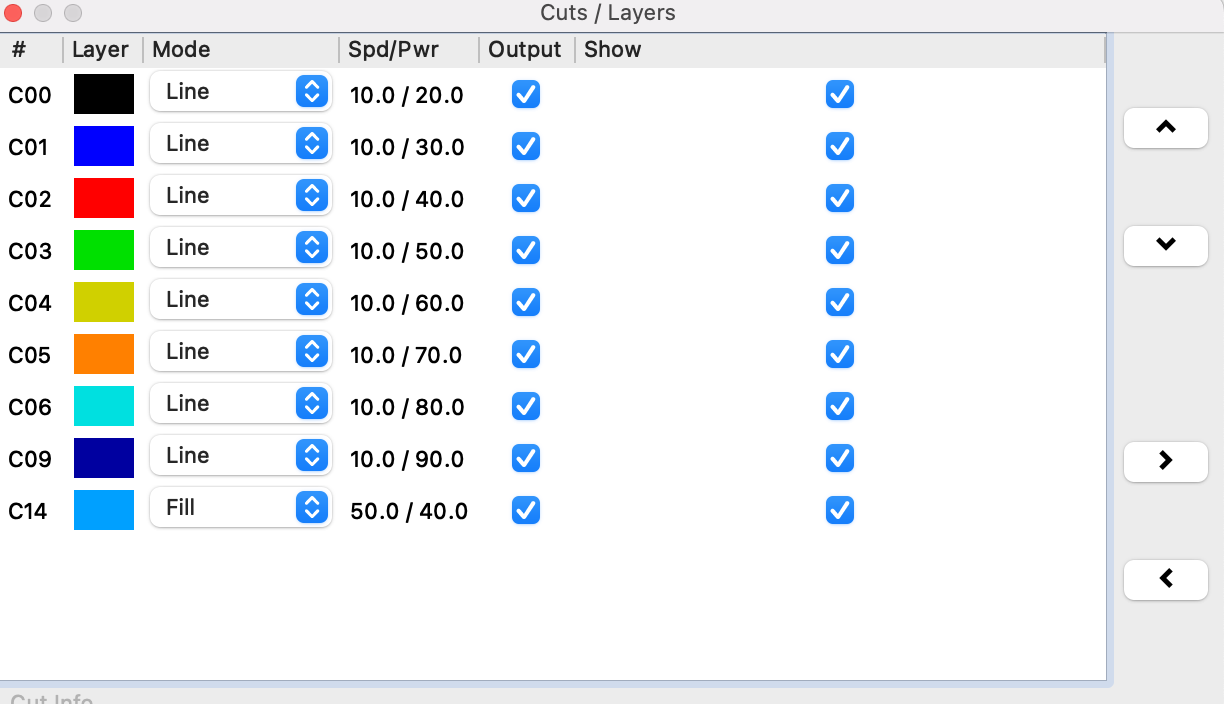
I am trying to cut clear 4mm acrylic, speed 10, power from 20 to 90 per cube, left to right, one pass, this is the result I get:
I guess it’s your focus that is not properly adjusted.
Without an ammeter, you drive blind and risk ruining your new tube.
Your speed statement, is it mm/min or km/h …?
I cut 4mm acrylic with 5.5-6.0 mA and 200 mm/min on a 35 Watt K40.
I’ll second the low air assist. You need enough to blow off the out gasses, but not enough to cool the acrylic as it melts and turns to gas. I have a Cloudray No3 nozzle, and run just enough air to barely bubble water for engraving, 5 psi flow pressure for acrylic, and 15 psi flow pressure for double refined MDF.
Engraving - I have just enough air flow through the bypass to keep the lens clean. It barely blows bubbles in water. No where near enough to clear the out gasses. Your exhaust does the heavy lifting in engraving. The head is moving too fast for nozzle air assist to do much.
Acrylic cutting. I have 5 psi FLOW pressure through a Cloudray No3 nozzle. It’s not a lot, but it is enough to keep the cut clear of the out gasses without cooling the cut.
Double refined MDF. I have 15 psi flow pressure. Sounds like a cutting torch, but keeps the cut nice and clean.
My factory diaphragm pump was barely enough air flow for acrylic cutting. The little hair spray can compressors they come with these days wouldn’t even get close.
Air assist:
I did not like the air pump that came with the machine so I bought a more powerful and quieter pump - this must be contributing to the problem, will try to lower it or turn it off.
As I have written before, try to take 2/3 of your speed to begin with, with this speed I probably know that a 35 Watt machine can cut very nicely in through 3-4 mm acrylic, however, use it as a starting point.
Hi,
I have a Chinese 60W (actually 50W). Just last night I was engraving and cutting some 5mm cast acrylic. I used
65% on my Machine is 20mA
No air assist other than the bypass to keep lens clear.
Hi Bryan,
Yes, very nice clean cut.
I could go as high as 8mm/sec on 5mm Acrylic but I found 5mm/sec gives me a nice polished edge with striations barely visible.
Hi Bernd, can you perhaps tell me what thickness plywood and mdf wood can one of these chinese 50w co2 lasers cut. I have a 5w diode laser machine and are thinking of getting a 50w co2 machine. Thankyou Kobie
I will answer a little indirectly. With my 40 Watt CO2 laser - K40, which is realistically a 30-35Watt machine, I cut “normal” wood to approx. 6-8mm, MDF / HDF I have only had 3 and 4mm to work with and here there are no problems at all.
Acrylic I have, just to test it, cut 16mm, (I do not want to work with 16mm all day …) but 1-8mm goes well and in 6mm I have had a small production series with very fine results.
Plywood, - if I buy “laser plywood” then 6mm is no problem, if I buy 3mm plywood from my hardware store - I can be unlucky and use 2-3 rounds and the result will not be so nice. The quality or composition of standard birch plywood varies so much that it is often a lottery game how I can work with the material in a laser. But “standard” 3 and 4 mm can be used about 75% with good results the rest takes more time or can not be used at all.
I consider a useful result if I can cut a material without it getting too dark in the cut and with only one turn. In rare cases, I also accept 2 rounds if I do not have another choice. But I prefer to buy a good laser quality plywood, life is too short to get angry over poor results.
I use standard equipment, no fanci mirrors or lenses, air support and a CW500 cooling machine. The latter is a bit expensive but the small aquarium pump and a bucket of water which eventually becomes “alive” and has lots of oxygen in it, I do not like.
If you buy a 50 Watt machine, it is probably a real 40 Watt machine, you can start from my “data” and add a little more, then you are on the right side of what you can expect.
Maybe someone with a 50Watt CO2 laser can come up with more concrete data?
If you are seriously interested in a CO2 laser and might want to make some money with the machine I would recommend at least a 60Watt tube and as large a bed as possible.
I am about to buy myself an 80 Watt machine and am already looking forward just like a small child.
Hope I could help you a little
Good luck with your choice.