Good morning! I am a complete novice to laser cutting/engraving. I receive this error when I attempt to run a piece
[AUTHOR: RenShen]
[BUILD: Ortur Laser v1.2]
[DATE:22:23:00 - Feb 6 2020]
[VER:1.1f.20170801:]
[OPT:VZD,35,254]
Target buffer size found
ok
Homing
ok
Project loaded in 67 milliseconds
Starting stream
[MSG:Pgm End]
Stream completed in 0:00
ok
Starting stream
Layer C00
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
Seems to me you might
a) have something outside the machine frame (do a SElect all and see if you dont have a stray object outside the frame)
b) you using user defined dstarting point to your job instead of absolute coordenates or current position
c) You didnt home correctly
One and the other seem unrelated
With the alarm 9 i would - by experience ask yuou if you rpower supply is correctly attached
in fact, when you unplug USB -> just on power and power on machine does it do the homing cycle?
you seem to ahve nstalled the wront firmware in your machine
Somehow you have OLM ( the little ortur) firmware in your OLM2
can you send me a email anyway so i can send instructions?
@OrturTech I’m having the same exact issue. I’m a brand new user. Is it possible I have the wrong firmware? I just received the machine today via amazon. Mind helping?
Starting stream
Layer C00
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
On or near line 4:
Job halted
Stream completed in 0:00
[MSG:Reset to continue]
ok
Ortur Laser Master 2 Ready!
OLF 137.
Grbl 1.1f [’$’ for help]
[MSG:’$H’|’$X’ to unlock]
[MSG:Caution: Unlocked]
ok
#$
error:1
G-code words consist of a letter and a value. Letter was not found.
If using Absolute Coords, the machine has been homed, and the design actually fits within the usable area of the machine you shouldn’t get that.
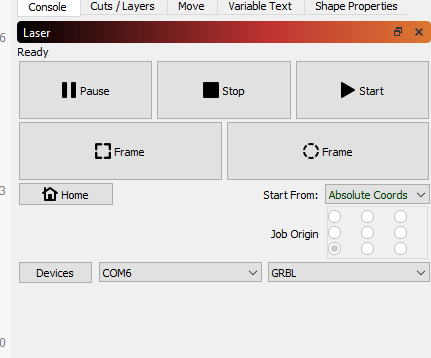
Show a screen shot of your LightBurn window with the file you’re trying to burn, and then type $$ in the console window and press enter, then copy the output from the controller here so I can see (those are the firmware settings)
Jog target exceeds machine travel. Command ignored.
$$
$0=20
$1=50
$2=0
$3=0
$4=0
$5=0
$6=0
$10=0
$11=0.050
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=7
$24=600.000
$25=3000.000
$26=100
$27=4.000
$30=1000
$31=0
$32=1
$33=250.000
$100=80.000
$101=80.000
$102=80.000
$110=9000.000
$111=9000.000
$112=9000.000
$120=2200.000
$121=1800.000
$122=2500.000
$130=400.000
$131=430.000
$132=1.000
ok
And:
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
I homed my URTUR to front left and it homes correctly when I power it on. Set Absolute Coordinate. I’m using the trial version. Just got the URTUR LM2 yesterday. Also, the arrows in the Move Menu won’t let me move my laser, I get the same error:15.
The problem seems to be in the description
You probably sent a Jog (move command) that is too big, in move panel how much mm are you trying to move? if its bigger than say 400mm in 1 jog, it will throw an error