Hello, I have been reading and trying all of the great advice you have given for this horrible Alarm:2 unfortunately, I am 4 hours in with a bran new machine that Ii get to do much of anything. I take that back. I was able to get it to center on my surface but then… nothing. Here is the code I am receiving the following. Please help if you can. Thank you ~ LJohnson
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
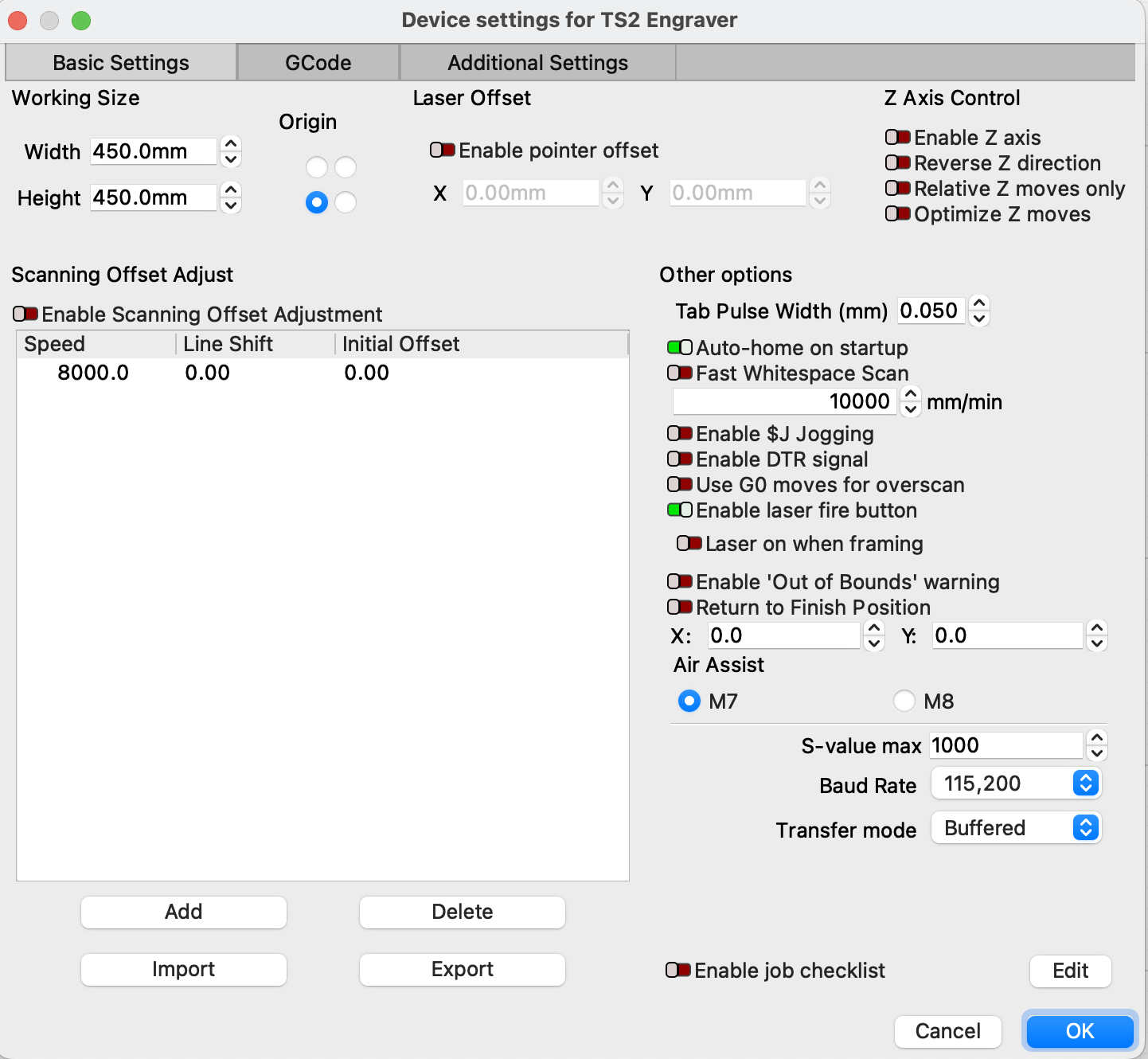
This alarm is given when the cut you’ve commanded exceeds the travel ability of your laser. This can sometimes happen when the origin is set incorrectly. Most Gcode machines use a front left origin, can you confirm your settings by going to 'Edit > Device Settings" and let us know what you have set for your origin point. Alternatively you could have part of your design outside the working area if that is correctly set.
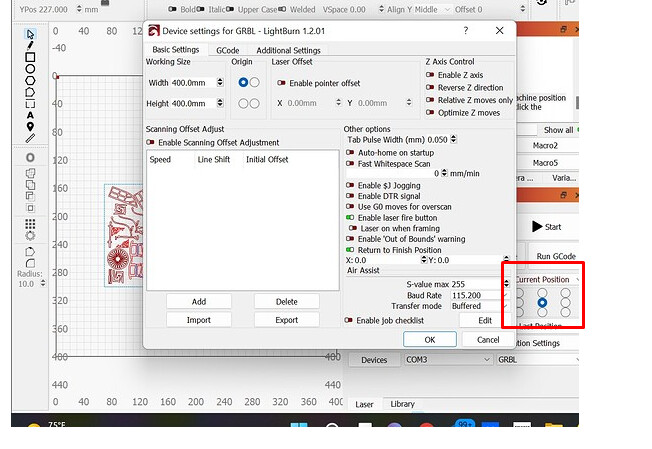
As an example, here’s what I have for my Gcode machine (Front Left):
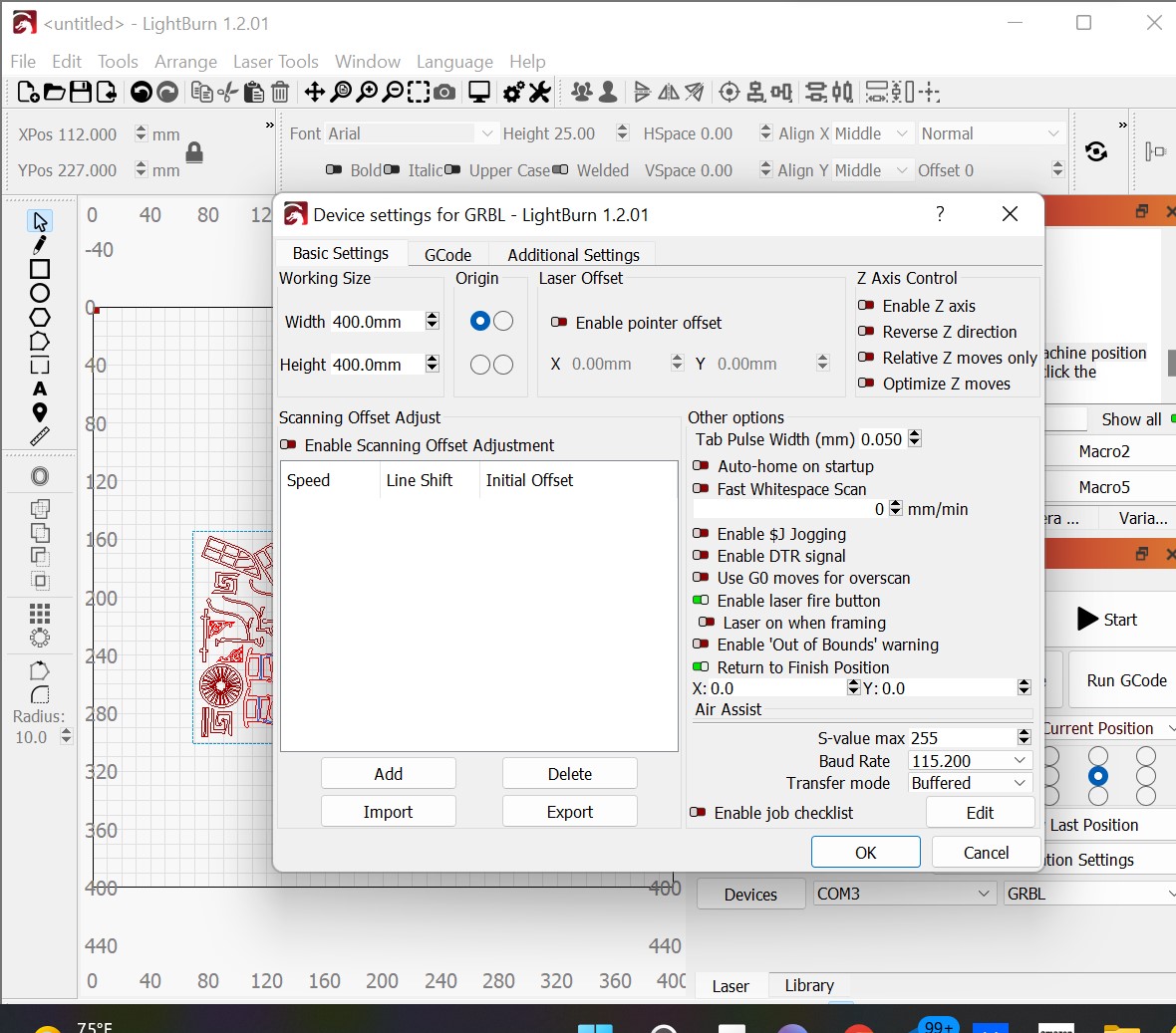
Ok, I changed the S-val max to 1000. It now moves freely but, it appear maybe my printable area is to large? It keep wanting to run thru the out parameter both at the home and the end areas.
Hi Colin,
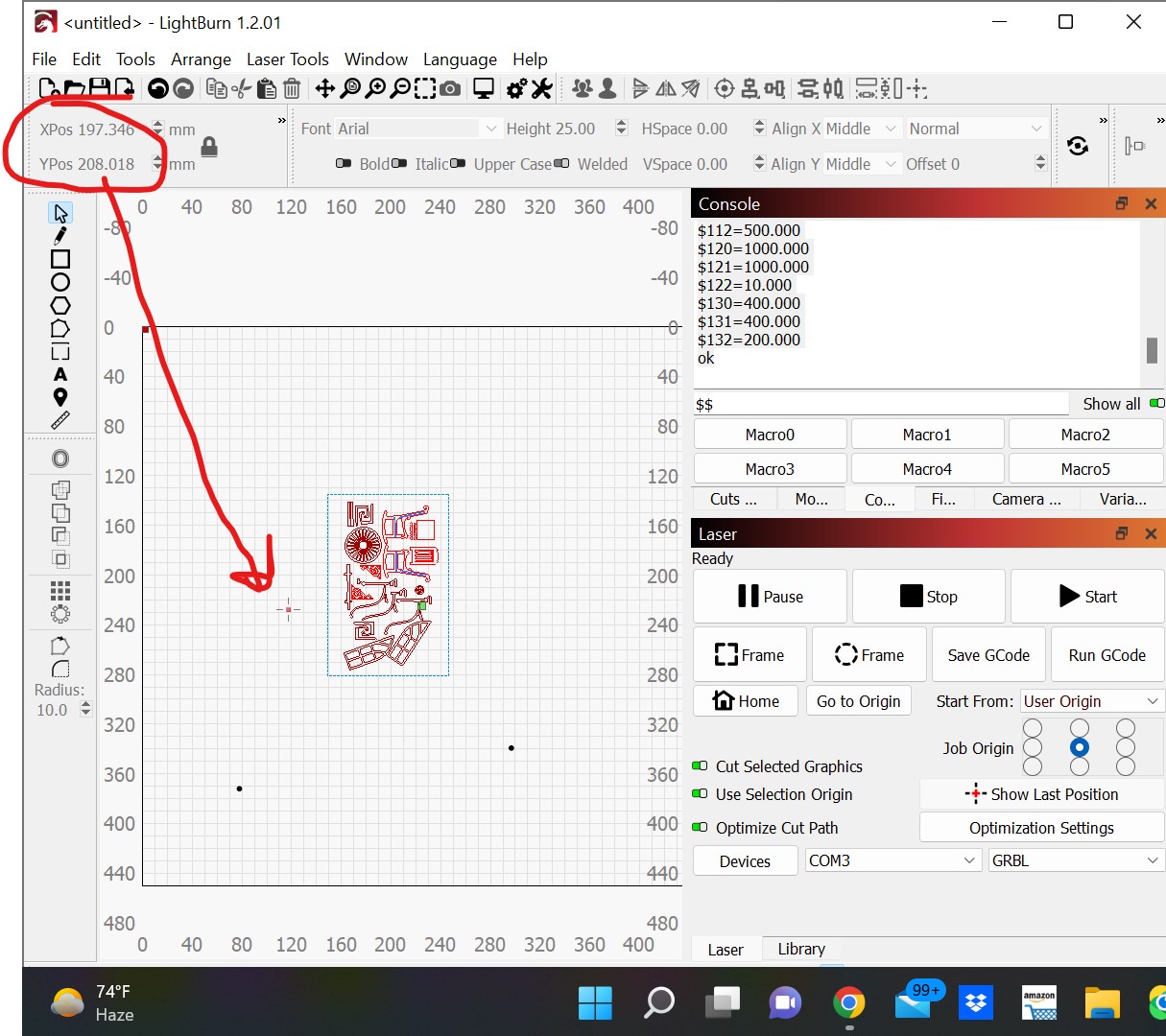
So, I have been watching and search google for answers. I just found that when my laser is in the far left bottom, as far as it can go. It is not at 0,0. In fact the Xpos is 197.346 and Xpos is 208.018. It’s not at 0,0 at all and on the screen is looks like this. I am finally getting movement which is good but, it’s not working. Any ideas as what to do? It’s brand new out of the box.
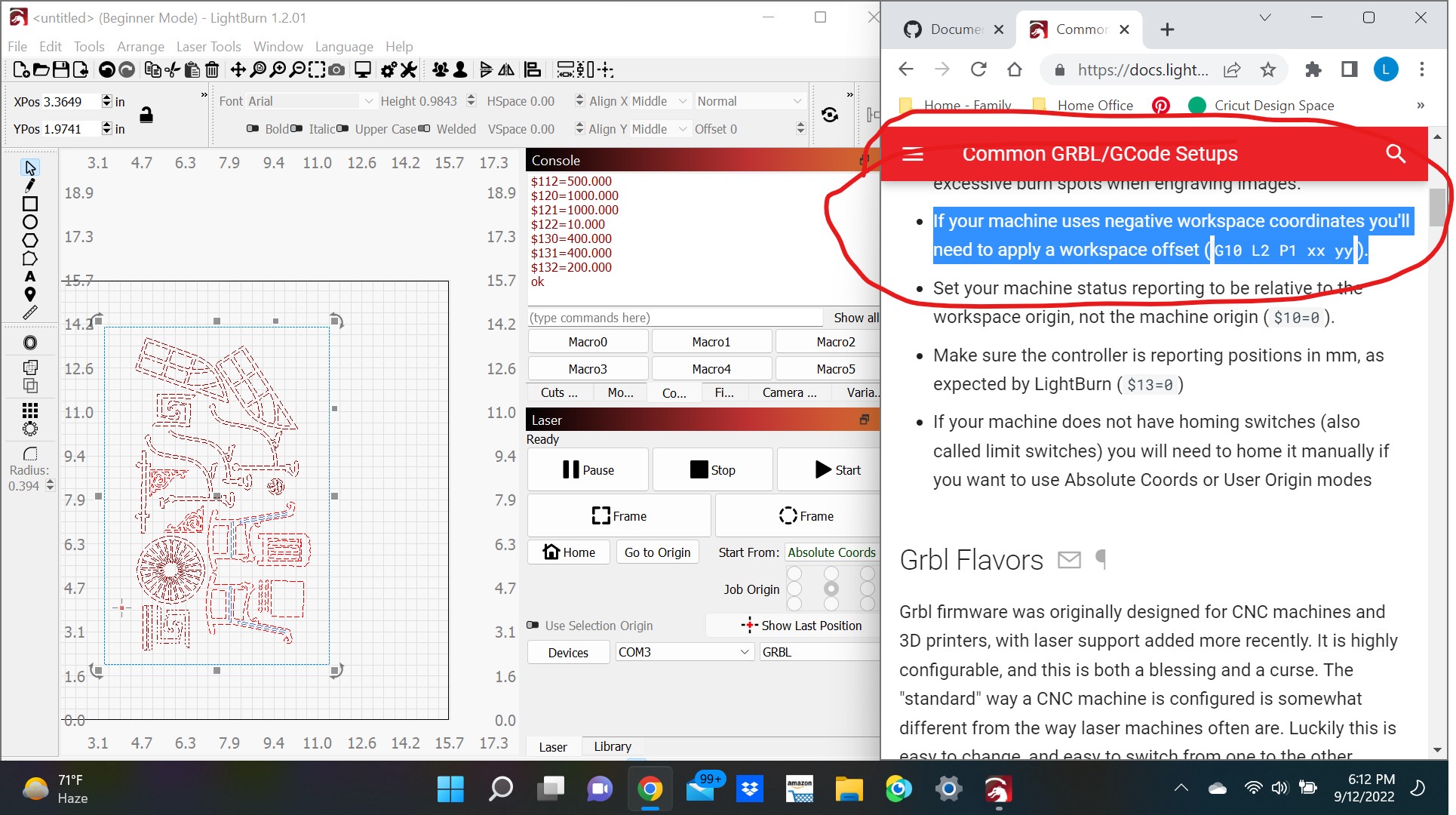
If you type $$ into the console what do you get for $10? You will likely want to change it to $10=0. This sets your machine status reporting to be relative to the workspace origin, not the machine origin
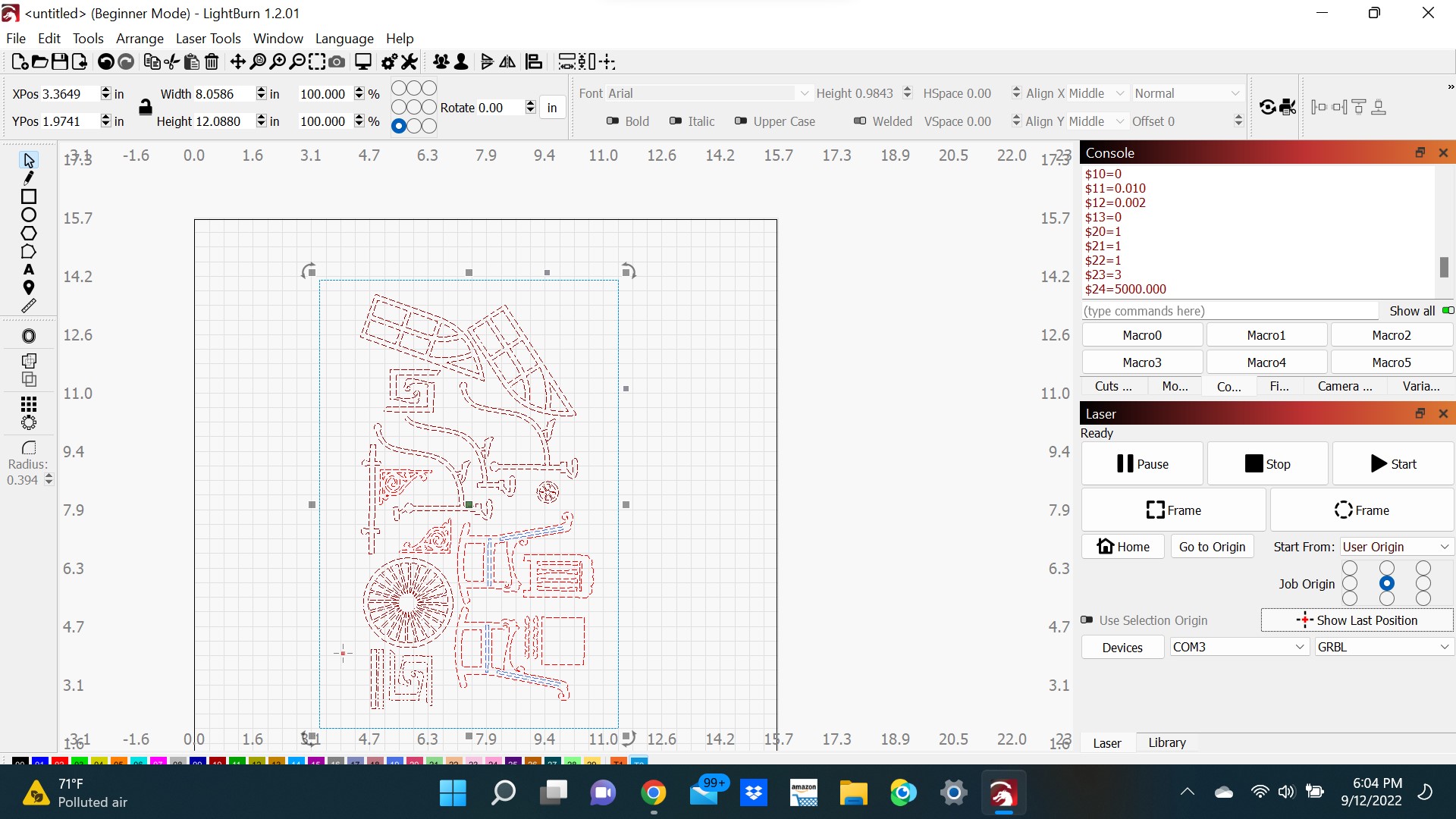
I change the $10=1 to $10=0. It is able to move but my laser location is way off. It want to run thru the bar.
When I clicked on the the laser position and selected the items. It moved to the far right corner of the laser all the way to the top and then proceeded to bounce off the edge. Then stopped.
Turn the laser off, manually position the laser head at front left, and then turn it on.
Then go to your LightBurn>Window>Console, and enter these commands, one line at a time, and press “enter” after each:
$i
$$
$#
?
Copy/paste the results back here.
Then go to the Move window, and try jogging the laser to the diagonally opposite corner at the back-right, using the Y+ and X+ buttons. When you get as far as you can go and “Get Position”, what values do you see for X and Y?
I would strongly recomend against changing GRBL values if you not sure what you are doing
$RST=*
Press enter
So all reset to factory defaults
notice
You are asking the machine to start CENTER center
However i can imagine you just homed mahine
So machine “THINKS” its at X0 Y0
You ask it to start from “CURRENT POSITION” therefore x0 y0
And go into negative X and Y at least 100mm
it wont do it, will alarm 2
If you want to do the above, i sugest you jog machine to X200 Y200 first
Dead ccenter
Then adjust it by hand. THEN use current positiong center center
I have no clue what I am doing? It is a brand new machine. I have only done what what asked of me here. I am a complete newbee with a machine new out of the box. I spent 6 hrs. on it yesterday just trying to get it to work with the codes I was told to put in here. So what am I suppose to do? I am super confused here.
What i am sugesting is
You are asking the machine to do things, it cannot do
I would sugest starting in absolute coordenates first
Afterall you are - from what i could see - positioning your job in the grid. Assuming you want the job to be engrave there in the machine bed
When using current position or worse user defined, you must understand you are changing the coordenate system, and this has implications. specially on machines with homing, soft and hard limits.
So $RST=* all to defaults (type this in console and press enter)
then use Absolute coordentes, and try something simple, like a Box at x200 Y200. will it work?