I guess my acceleration and speed was too high??? 100mm/sec speed is unacceptable to me. Waaaaay too slow. The low acceleration makes it even worse.
Even yet, the lines are still a little wavy, and over long stretches have large waves. I guess aluminum extrusion isn’t straight in multiple different ways??? I don’t know. Pretty upset with what seems to be going on here.
I guess I was wrong not even 100mm/s and 300mm/sec2 are slow enough for this thing.
On the left, 100mm/s and 300mm/sec2 (the unburnt line was my fault, I crossed the laser beam and causing it to miss a few lines)
On the right 200mm/sec and 600mm/sec2
I did the right one earlier today. I just burned the left one excitedly thinking the drastically slowed down machine would perform exceedingly better. Well the cut lines are still way off from where they should be. The cut should be even around the innards.
If you can eventually get it to align by going slower then that implies missing steps. If you cannot get it to align irrespective of speed then something else.
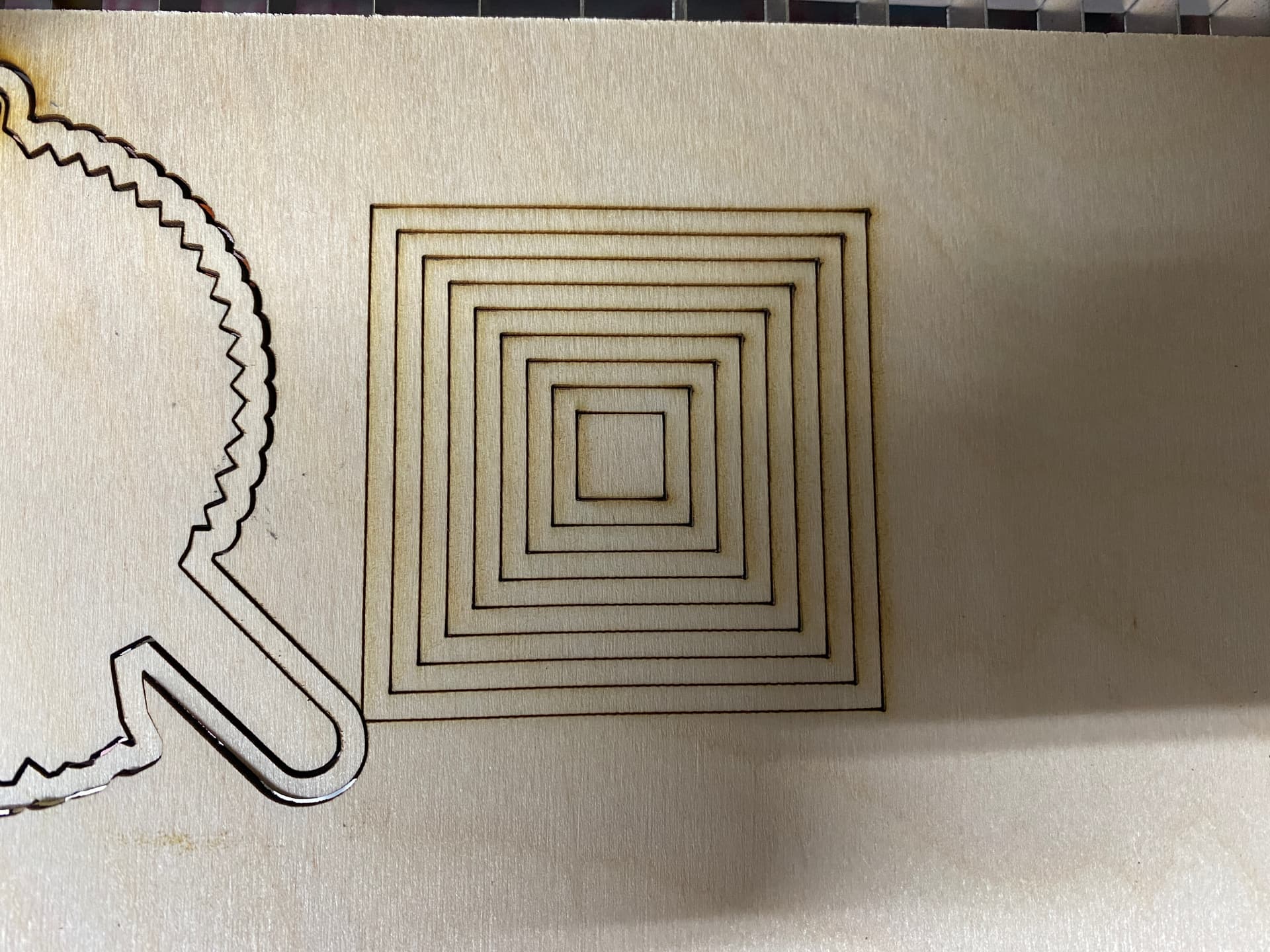
Can you try engraving a set of concentric squares? This will give you an idea in which direction things are going wrong.
What controller board are you using for this setup?
My first reaction when looking at the pictures is that you’re carrying a lot of mass with the drag chain. You may want to consider finding a way to eliminate it entirely or somehow changing the orientation so the head is not carrying the entirety of the weight of the chain as it moves and not having to drag the chain along the gantry. The mass and friction are going to slow you down and also potentially create motion artifacts.
Looks like you’re using 3D printed parts. What material are those parts made from?
What is your Y-axis setup? Do you have dual motors or some other solution?
I don’t see any problems there short of a little over burning in the corners.
The board is from Bart Dring. It’s the 4axis CNC board. I also have the 5v output module from him to control the laser “spindle”.
The parts are made of PLA. Walls are thick, and depending on which part, the amount of infill varies to help with strength. So far I don’t see any parts that are being over stressed. Nothing has broken.
This is interesting and makes me think it’s not necessarily something mechanical or even a speed/acceleration setting. I’m wondering if it’s something inherent in the relationship between engraving vs cutting.
There’s a well known issue with Ruida controllers where engravings come out skewed or offset especially with respect to cuts caused by an incorrect setting being used for stepper PWM control (rising vs falling edge).
Wonder if FluidNC might have something similar.
I perused through the configuration wiki and didn’t see anything obvious. Read this but seems to imply this is only for external drivers. Assume you’re not:
Details: Note: external some drivers require an inverted step pulse
One thing I did notice from looking at the board is that the steppers seem to indicate that they should be configured as i2so, not RMT for step enumeration. This may mean that step inversion is also a possibility.
It’s funny you say that. I’m on the FluidNC discord and went down that route with one of their devs.
To answer your question, yes you can change the stepper pulse to look for the rising or falling edge by appending :low or :high(default) to the step pin in the configuration. When I tried that, the problem seemed to worsen. Here is the link to the Ruida issue that you speak of. It does feel very much like that issue, and at one point I was convinced. Oz did a good job explaining the issue and how to fix it.
I do have my stepping engine setup as I2S_STATIC which is recommended for lasers. I originally had it as I2S_STREAM and the output was very wonky. That was the first issue I had with my configuration file.
If not PWM inversion then possibly stepper timing or delay. I’m sure the FluidNC experts will be much more familiar with the nuances of the implementation.
This is still plaguing me. The “virus” has spread to my K40 machine which I use for production and I have 70 orders to fill with no functional machines. I have done so much testing im kinda to the point that I really do think that the new configuration I added to lightburn has somehow screwed up my K40 configuration. I never, and I repeat never, had this issue until I created a second machine configuration. Fairly confident that this is a lightburn issue…
This seems highly unlikely in that one device profile doesn’t affect another and there’s not much in the profile itself that would likely affect this. But easy enough to test.
Take a backup of your prefs folder in case you want to go back to it
Delete contents of prefs
Recreate a single profile for the K40
Test
If the issues are eliminated then issue with profile more likely.
While this is far from authoritative (not a laser cutter builder), reading your configuration and looking at the test jobs you’ve run, I suspect it may be a combination of things troubling you. Awesome project, let’s try and get you running better
Looking at the speed testing you’ve done, there’s been some experimentation done to try and find usable results. You may want to use the Rep Rap calculator to visualize what reasonable settings for acceleration / peak velocity are for your machine for “order of magnitude” identification, and ballparking it.
Long belts tend to have stretch, and so do shafts; printed parts can even flex quite a bit without visibly breaking. (I printed some parts just the other day where this was an intentional design choice, so it’s fresh in my mind.) Laser cutters with large head-mounted masses often have thicker belts to reduce oddities from high acceleration, but that may not be an option for you given that this is already built. Given that, reducing acceleration (and by extension deceleration) can help.
In addition to that though, the FluidNC configuration lists that your maximum hold current for Y is .5A. Combined with a high acceleration value, it may be causing the slight ringing visible in the bottom portion of this photo. You may want to increase the hold current while decreasing the acceleration:
When looking at prior photos, there does seem to be some motion at edges that calibrating your Scanning Offset Adjust may help, but even the subtle wobble in those photos makes me think that the bearings may also be slightly eccentric or be defective from the manufacturer, even if they roll just fine. Again, some of these concerns can be masked by tweaking other settings, but resolving the root causes is by and far the more sensible choice in my opinion.
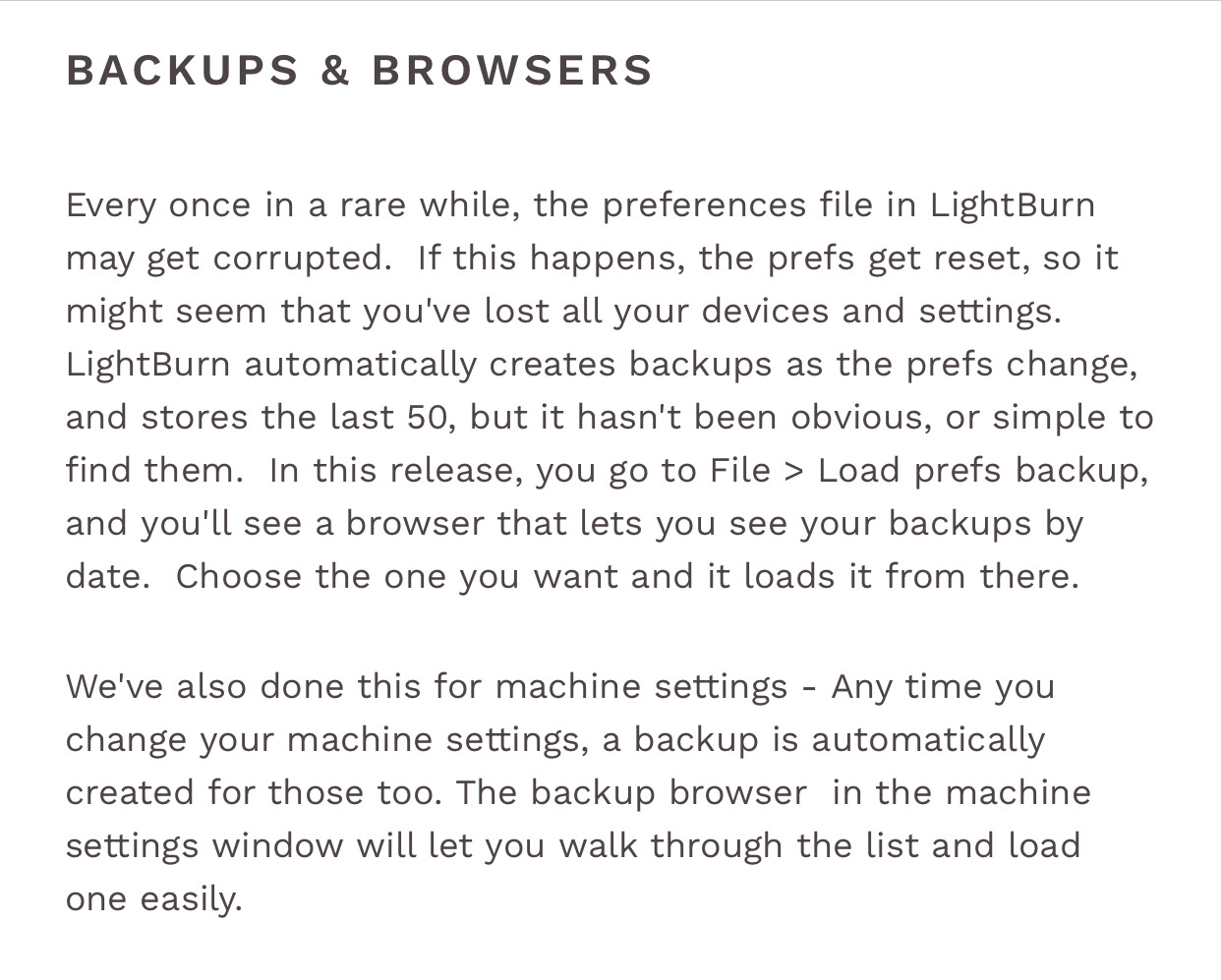
As to your configuration troubles though, they might have been mitigated by newer versions of LightBurn (1.1 and after), since we have the option to load a preferences backup in them. That option has personally saved my bacon more than once.
Others asking if there’s a particular reason you’re on an older version isn’t just to try and shovel more money our way, but because older versions tend to not be used as much by our staff or by other users, and that can make it harder to diagnose or figure out the issue at hand. This is especially true for bugfixes and quality of life improvements like mentioned.
All the same, I hope this was useful and gets you closer back to rapidly running laser jobs
Me too - I’ll go have a look if it’s available to the group. I have a Fluid NC board here but - not installed - no drivers.
Your profile says Arduino / CNC shield in your K40. Also interesting.
If the problem now exists outside the one engraver I’m starting to consider the Pulse Length $0 and Step Idle Delay $1 settings as something that could have transfered between machines that may contribute to stacking-up of small cumulative loss.
While I appreciate the response, not a whole lot has to do with why, after configuring my custom laser, suddenly my K40 started showing similar, if not the exact same issues.
The things you mentioned about my build are all mostly very true. But for the K40, not so much.
The K40 does not have long belts
The K40 doesn’t have printed parts
The K40 head is tiny and has a low mass
So why did the K40 start showing the same symptoms? After reading a link in your post, I’m beginning to wonder if my preferences got reset at some point:
I know when I first got my K40, I did do some initial setup / tweaking with light burn. Potentially, when setting up my new laser, the preferences were loaded and failed, and as such they were reset.
Also you mention that the holding amperage in my Fluid NC config is only .5 amps. I have never seen a “holding” amps spec in a data sheet for a stepper motor. Is there a value you would recommend? Here are my stepper motors:
STEPPERONLINE Nema 17 Stepper Motor Bipolar 2A 59Ncm(84oz.in) 48mm Body 4-lead W/ 1m Cable and Connector compatible with 3D Printer/CNC https://a.co/d/hWUiDIn