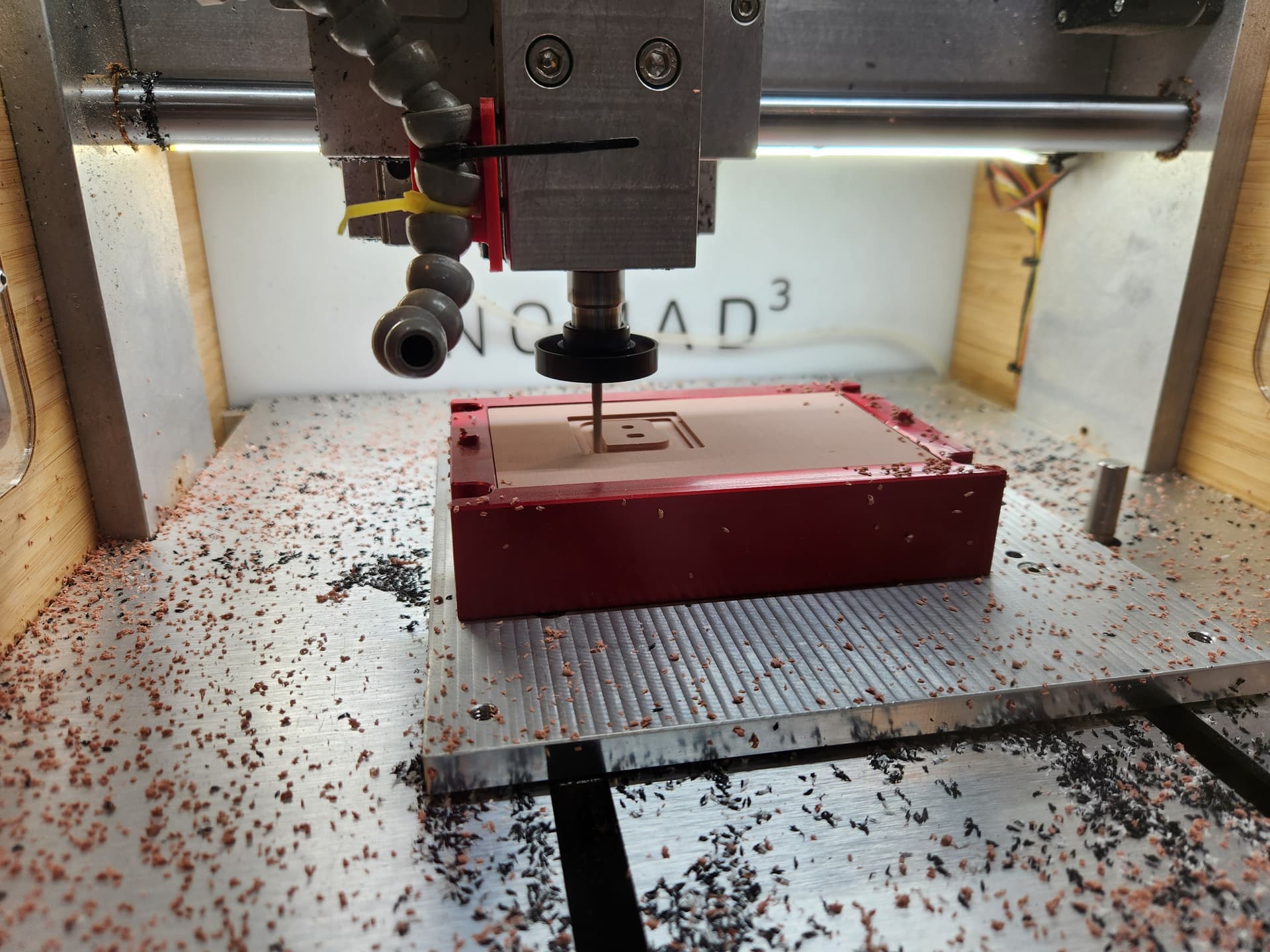
Has anyone created a setup for the Nomad?
I would appreciate any tips of configuration advice
I am having trouble getting probing to work as expected.
Has anyone created a setup for the Nomad?
I would appreciate any tips of configuration advice
I am having trouble getting probing to work as expected.
Yea we have done it internally.
What is the issue you are having with probing? Can you give us more detail?
I may be doing something wrong.
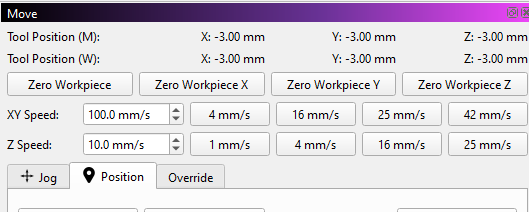
Regardless of where I tell Millmage is machine zero the position of the probe point is about -3x -5y and moving away to over the work area is a negative number as shown in the position display. Z I have set to up as positive but if I initiate a probe it hard limit triggers I think on the Z
To test in general I did a few “FRAME” runs to see if it knew where the stock was in relation to the machine and that seems to work OK.
So XY zero on that machine should be back left and Z should be top if I remember right.
The first move the probe macro generates is sending the Z to Z0. We may need to change that. If it’s causing you an issue you can edit the macro in Device Settings → Custom Gcode Tab-> tool length probe. There will be a move at the beginning that is G53 Z0. Make it Z-2 maybe.
That should fix the z crash.
No matter how I set it up in the device wizard for machine orientation. The back right corner reports as x and y zero and moving over the work area is negative.
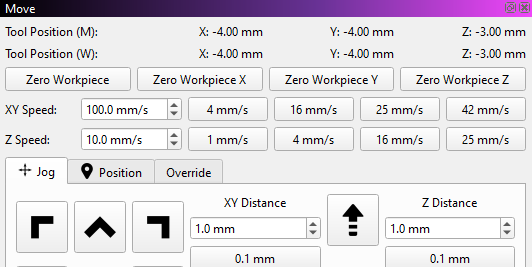
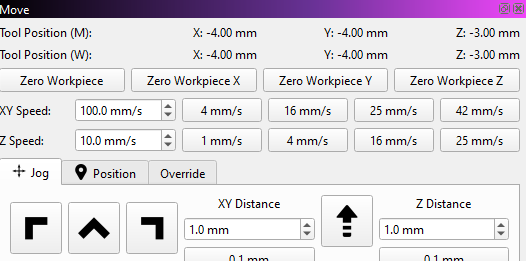
In device setup I have 0,0 back left and after homing all:
If I jog left forward from here
After changing to front left I and homing:
I did get tool change probe to work, the Alarm was due to the G0 to 0 on X and Y since the machine is already at -3,-3 and over the work area is negative.
It seems no matter where I define 0,0 it is being ignored
That is correct.
That device sets 0,0 in the top right of the workspace and the machine coordinates are all negative. This is pretty common with GRBL devices.
You would then jog to where you want your project’s origin to be and click “Zero Workpiece axis” buttons accordingly.
Couple of notes:
I cannot seem to recover from a door open event. Machine shows BUSY and nothing seems to release this short of turning off the Mill
This next item may be more of a software issue but I don’t see to be able to go to work space x,y 0 using the position tool. Regardless of the Workspace toggle it goes to machine postion.
I am also unable to find somewhere to set a wait time for spindle to get to speed.
Tool change not working either screen shot shows tool change that works in gcode from Carbide Motion and left is tool change that does not in Millmage
Running it results in the following error
error:20
Unsupported or invalid g-code command found in block.
Ok. Lots of questions and answers -
Door- I’ll ask our team member with the nomad. He had the door issue too but got around it.
Workspace 0,0 - if you open the console and click “show all” at the bottom left and the. Send the command from goto, what do you see being sent and is there an error?
Spindle pause for speed- in Custom G-Code go
To the “Spindle On” command. Add a line after the M3 call and add “G4 P3” the p command is how long in seconds it needs to wait.
Tool Change - the carbide firmware doesn’t actually support tool changes. That m6 command is being intercepted by Carbide motion and it runs a tool change macro. We do the same but it’s a bit more involved that I can explain here. It’s detailed in the MillMage docs though.
We’ve been running the Nomad³ for over a year at events and it’s been working great with MillMage. The door switch works well with MillMage and will interrupt the job as expected when opened. My workflow for resuming control after the enclosure has been open works if you hit the Stop button twice once the door has been closed and the safety interlock has been triggered. I haven’t opened the enclosure mid-operation however.
Ok the Goto was mostly a misunderstanding on my part. I was not using Get All before using it.
If I open the door, it does interrupt but I cannot resume.
I don’t see the Tool Change fix in the Docs anywhere. Where is it?
More information on puck and tool length probing: Probing - MillMage Documentation
We’re still rolling in documentation updates, and will be running the Nomad³ with MillMage at LBX if you’d like to stop by if you’re attending. Give us a week or so after LBX to get the machine back from the show and we can start comparing workflows.
trying to do corner probe and running into a problem.
The Z always errors with
“Setting the WCO for the Z axis requires also probing the tool length.”
This happens even though I’ve homed all axis and did a tool length probe.
Mind sharing your workflow this week? I’ll try to replicate what you’re seeing & it’ll help to compare steps when I get back in.
Whatever you need.
Pretty straightforward issue.
I place bitzero on corner and postion bit just above it
I can do X and Y successfully but When it gets to Z or if I do just Z I get that warning even if I’ve already run tool probe.
Claudio any chance you’ve tried this?
I’m not Claudio but I can say that the nomad spent the last 3 weeks in a pallet going between Claudio’s shop- LBX- and back so I’d guess he likely hasn’t yet. I just reminded him to check into this when it’s unpacked again
And when this is figured out, for this and other CNC, will the config be published here or do we need to wait for the manufacturers to provide sanctioned bundles for user to apply?
Here is what I have setup for the Nomad3 and it is mostly working.
MILLMAGE-NOMAD3.mmzip (4.5 KB)