New here to the forum.
I’ve spent hours on this and cannot figure it out. So I’ve come looking for assistance.
One issue is the conflicting data I have found out there…
I have read as many posts as I can find and manuals on lots of laser rotary attachments.
I must be missing some key knowledge about how the software works etc.
I have a Boss Laser LS-1416. The y-axis driver is a MD442:
http://www.leadshine.com/UploadFile/Down/DM442m.pdf
The switches are as follows:
1: on
2: off
3: on
4: off
5: on
6: on
7: off
8: on
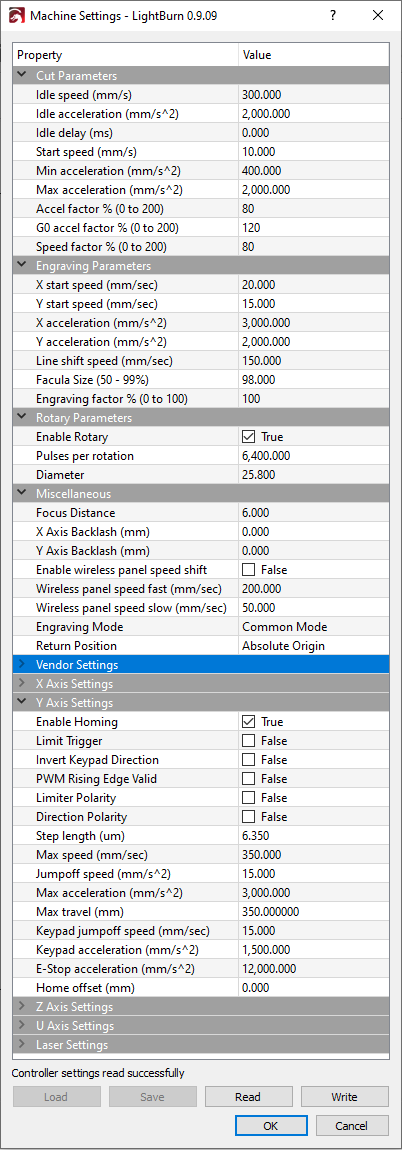
From the DM442 manual this means the steps/rev is 3200.
The motor on my roller says the following:
STEPPING MOTOR
TYPE 17HA801Y-22P1
FH190809 Smooth
I am assuming it is a 200 step motor, 1.8 deg/step.
The drive pulley and driven pulley are identical, so the gearing is 1:1.
This is the ebay listing I bought the roller from:
It did not come with an aviation plug so I bought one on amazon and soldered the leads appropriately.
I did not like the knurl of the rollers so I sleeved them with 1" shrink wrap.
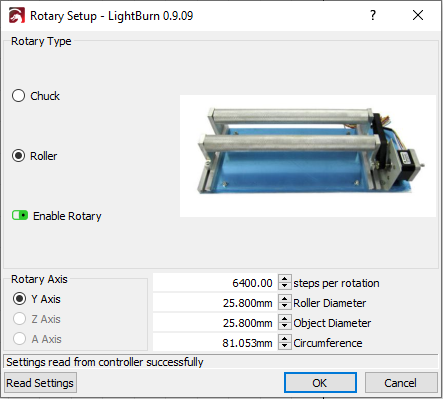
Afterwards their effective diameter is 25.8mm.
When I read how to use the rotary attachment specifically marketed for the Boss Laser, it states to set the cirlce pulse to 4250 and the diameter to 35mm, no matter the size of the object I’m engraving.
4250 does not equal 3200. This is where I started to have some confusion.
To experiment, in RDWorks I wrote to the laser a circle pulse of 10000, and a diameter of 5. I then framed a scan file with size 20X81mm on the laser. 81mm is the circumference of the 25.8mm roller. The rollers rolled for a long time. I changed the circle pulse to 5000 and they rotated less, still many full rotations. I grew confused and set the circle pulse to 3200, what I believe the stepper drive itself is set to. I ignored the 4250 in the boss laser rotary attachment manual for now. Eventually, after trial and error, I got the barrels to rotate what looks to be 360 degrees with the 20x81mm scan frame. The diameter setting i wrote to the laser from RDWorks was 12.9mm, exactly half the diameter of the roller itself…
What is going on here? Why would the boss laser manual say to set the circle pulse at 4250 while the driver is set to 3200? For their rotary chuck attachment, which is what actually drives their roller attachment, they say to set the pulse circle to 10000!
I’d really like to fully understand the math and theory behind it so I can etch pieces of any diameter confidently. A big thing for me is having the image come out with the correct aspect ratio. I also am planning to do some scans where the ends of the scan connect so you cannot detect the start/end of the wrapped image.
I hope for some quality replies so those in the future with this issue can really understand whats going on.
Thanks!