The Notes have instructions. In addition, use the fastest speed you can to put the most stress on the machinery. If the result doesn’t look like the original design, then there’s something loose or misadjusted in the hardware.
This indicates that changes were in fact made. Did you calibrate both the X and Y axes? I thought you were only experiencing an issue on the Y axis.
Based on the values X should now be cutting slightly larger than before while Y should be fairly significantly smaller.
Are you saying that there has been no change in the requested vs actual dimensions? If I’m interpreting your photos correctly it looks like the X-axis is now burning dramatically larger than requested whereas earlier it was fairly close. That seems to me like the calibration is affecting the output.
Please clarify. If indeed you are seeing a change it may just be a matter of getting the calibration correct.
I’m not sure if you’ve been following the entire thread, but the problem was noticed when my box pieces cut out on the (Y) were coming out much larger (12mm) and the joints were not lining up. I have revised and manipulated the file, multiple times to align the fingers, and the job just doesn’t come out right.
I cannot trust this machine at this point, because it;s not doing what its told to do. I have spent more time testing and manipulating, yet there has yet to be an actual a calibration process to ensure the machine is correct.
Once I can verify the machine is properly calibrated, I can then make adjustments to the files and know I will get a good result at the end.
Fox Alien does not provide a process through GRBL, customer support is a nightmare. I don’t have that kind of time to wait on them. I have learned the next laser I get will have human customeer support. I have been dealing with this for over a week, and much worse burned through a lot of material because in lightburn the file looks good. But the machine is not performing correctly.
Thanks
I’m the same person that initially replied to you and that you’ve been exchanging with.
Trying to change the design to address a calibration problem is somewhat counterproductive as it won’t carry over to subsequent designs. Best to address the core issue.
It seems there’s some gap in the way that the calibration is being done. Let’s try a different approach.
First confirm that you reset the values for $100 and $101. Based on the latest setting list these values have reverted to 80. Just want to confirm that this is the case.
Assuming that you are indeed back to default values create a square of 300x300 in LightBurn.
Burn the design to a material.
Measure the actual burned square. What are the resulting dimensions?
Once you provide the values I’ll calculate the provide you the values you should use for $100 and $101.
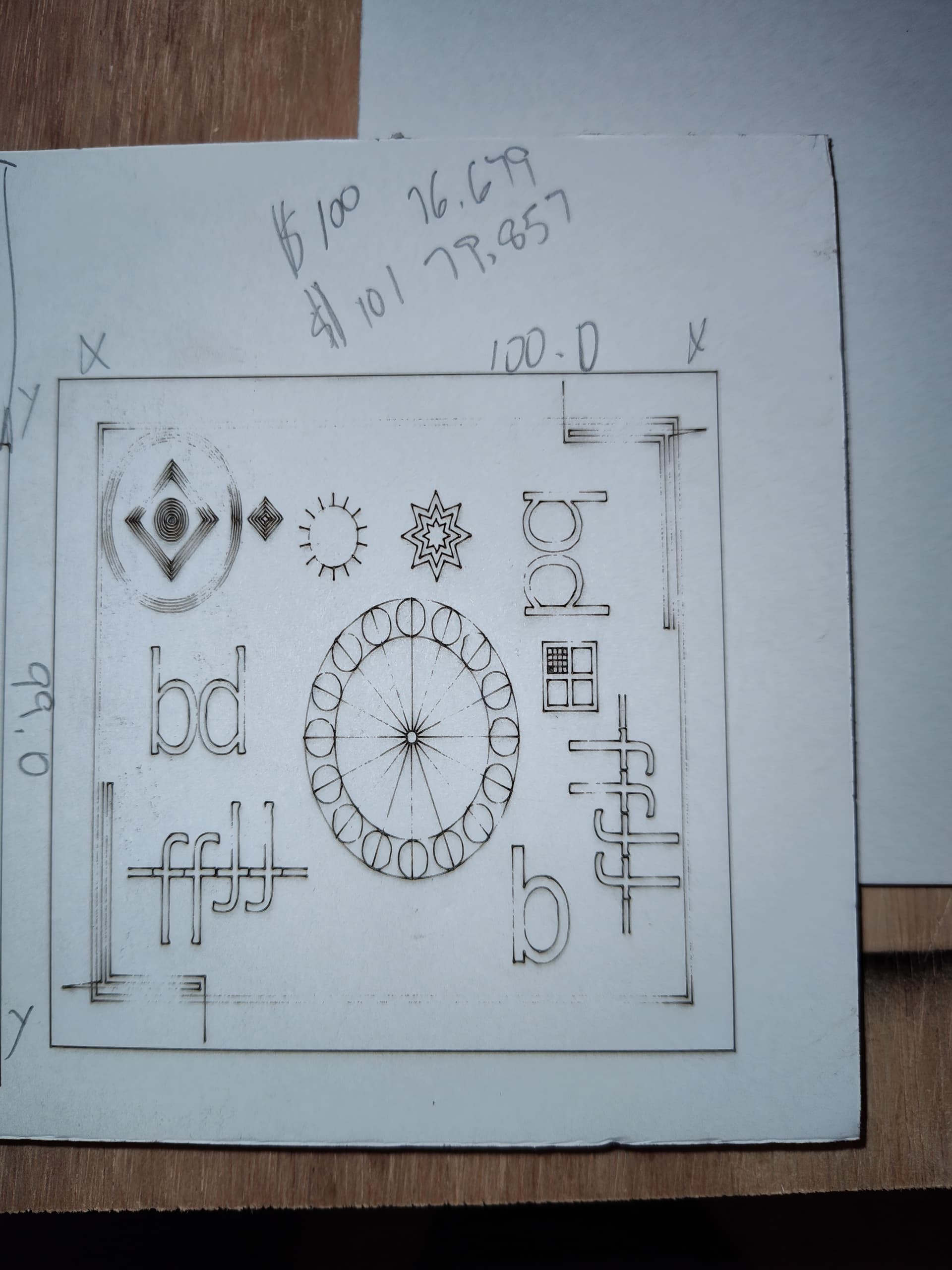
Once you modify the values I’ll ask you to create a new design, let’s say 100x100 mm square that you can use to check that the calibration was done correctly.
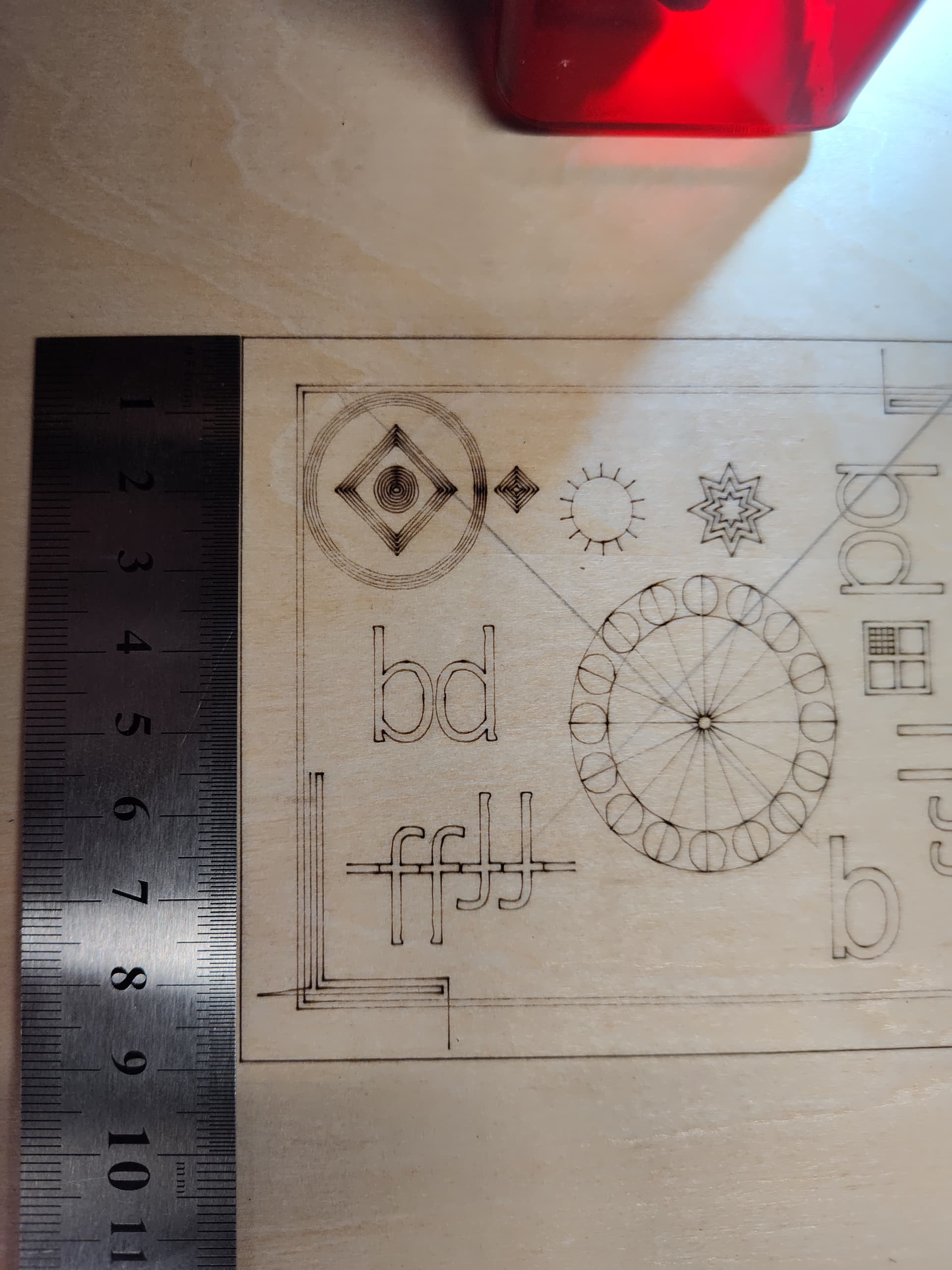
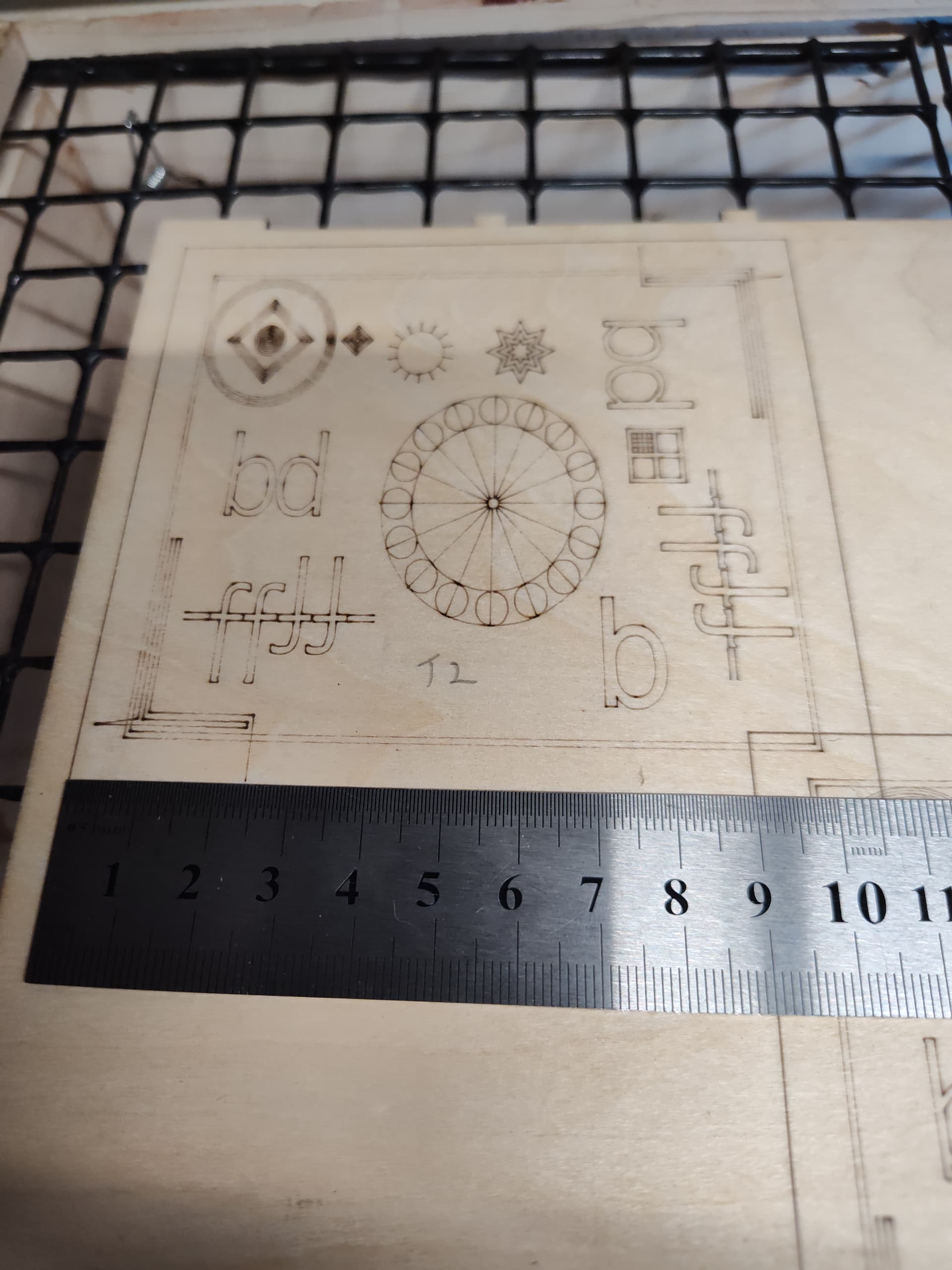
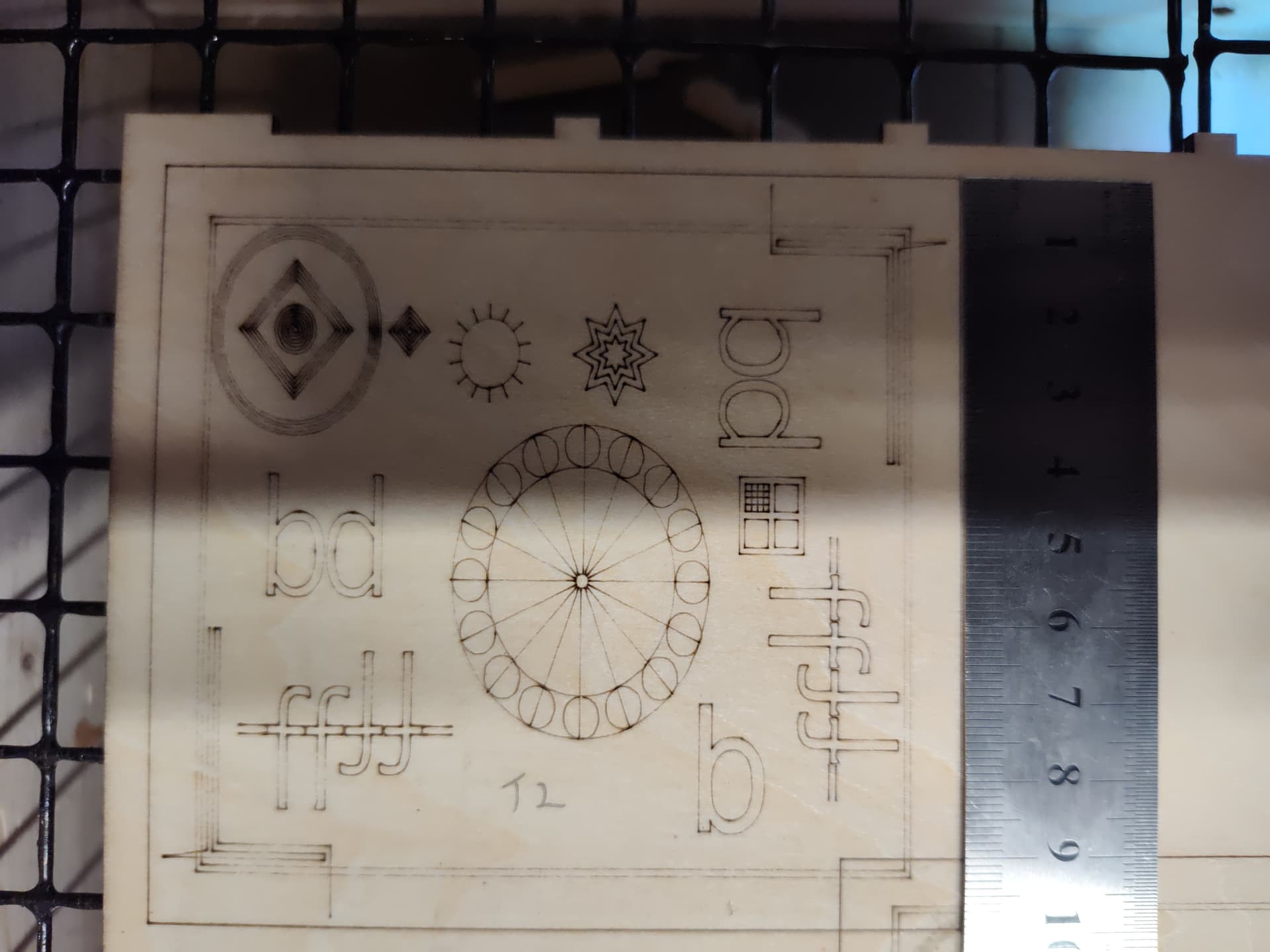
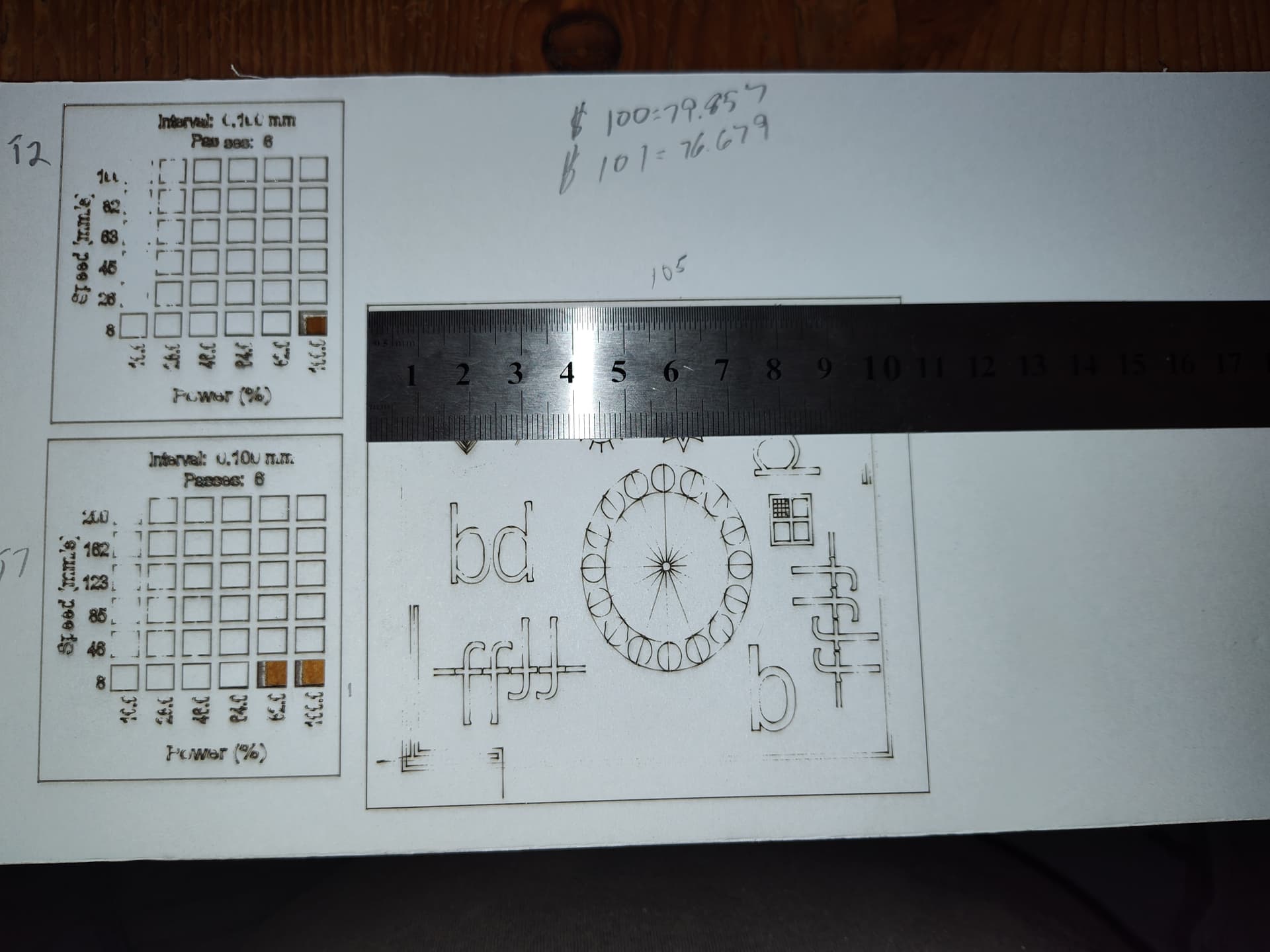
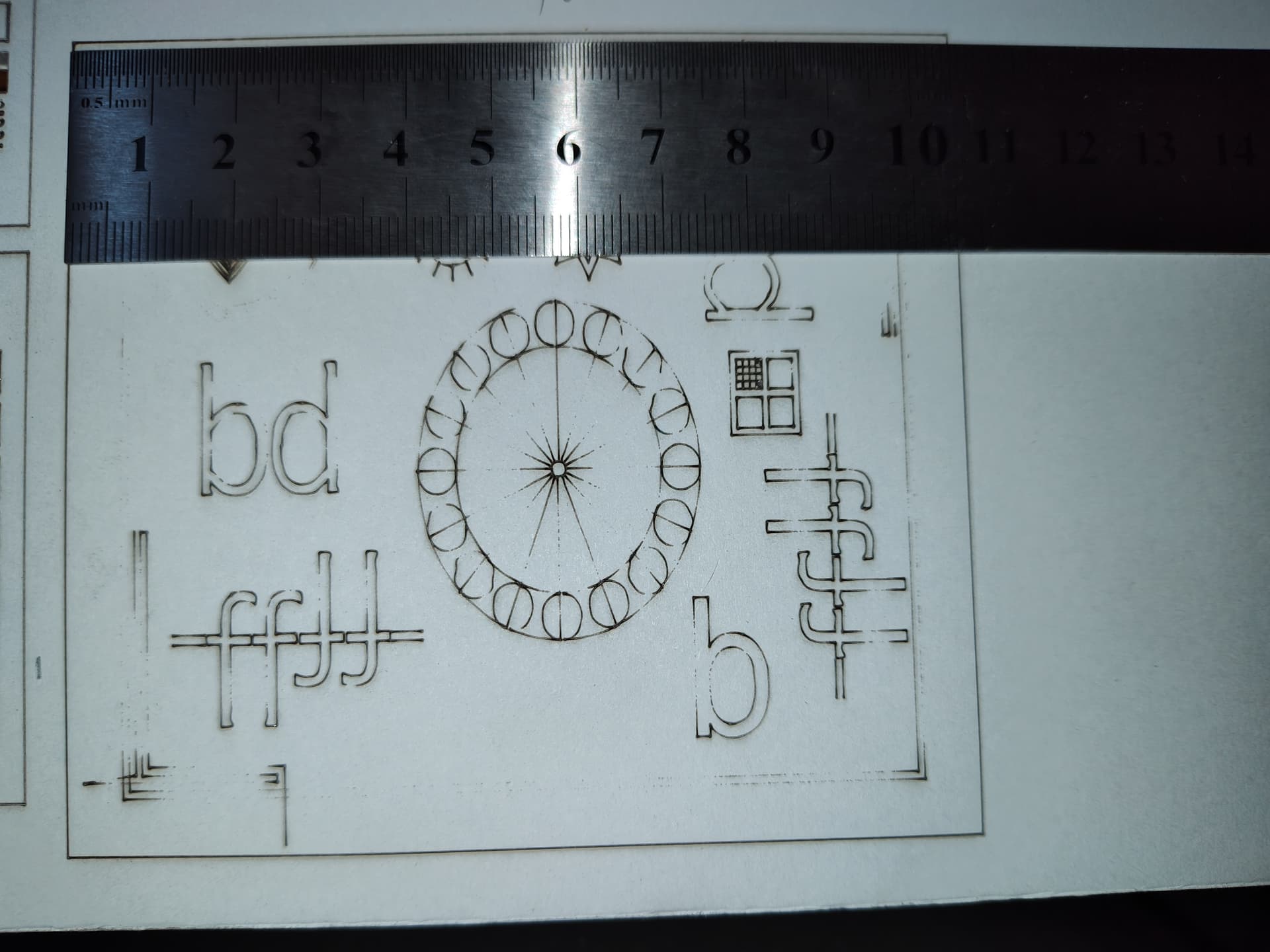
Looks good! There’s some distortion in the circles, but overall the results rule out a whole bunch of mechanical issues.
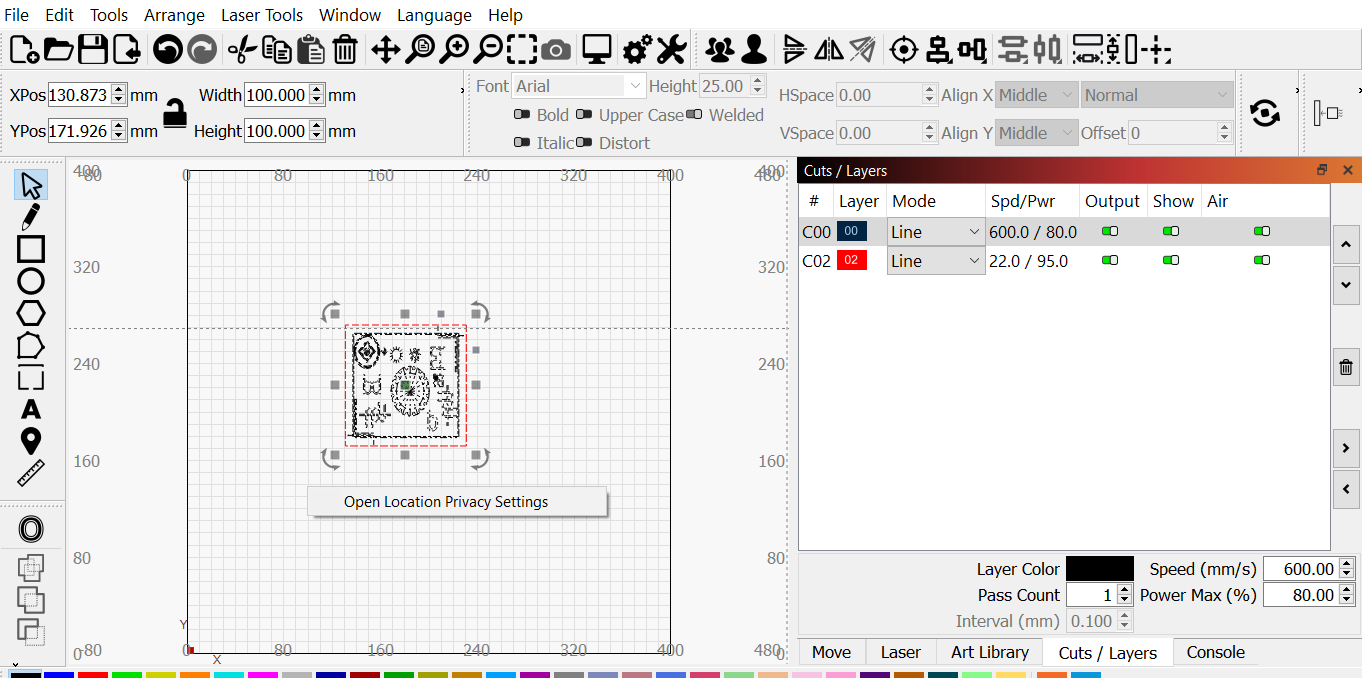
The LightBurn layer settings indicate 600 mm/s = 36000 mm/min, but the GRBL settings ($110=4000.000, $111=4000.000) limit the top speed to 4000 mm/min = 66.7 mm/s. So the machine was running at the maximum speed allowed by the controller along a pattern of that size, but probably not at its absolute top speed.
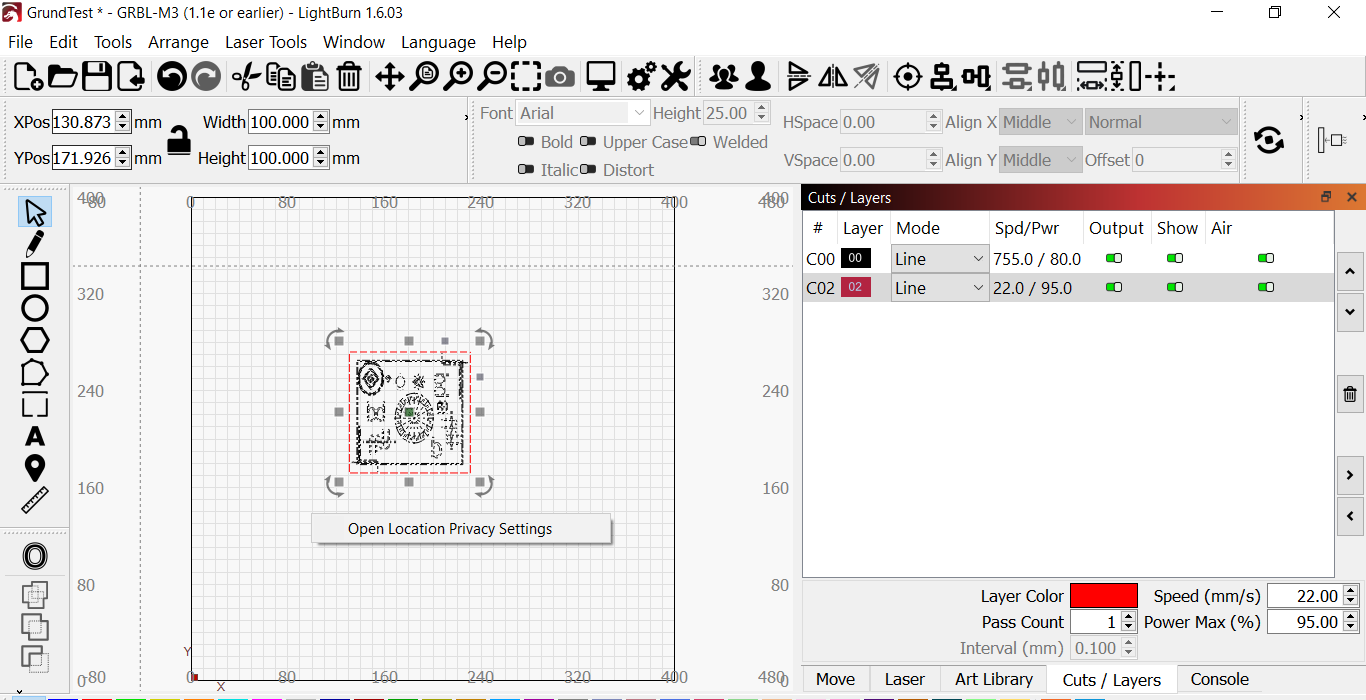
However, if you rescale the pattern to fill the platform, the machine can reach higher speeds along the longer paths and put more stress on the hardware. I doubt that will show anything different, but if you have some spare cardboard and a few minutes, it’ll put the hardware under more stress.
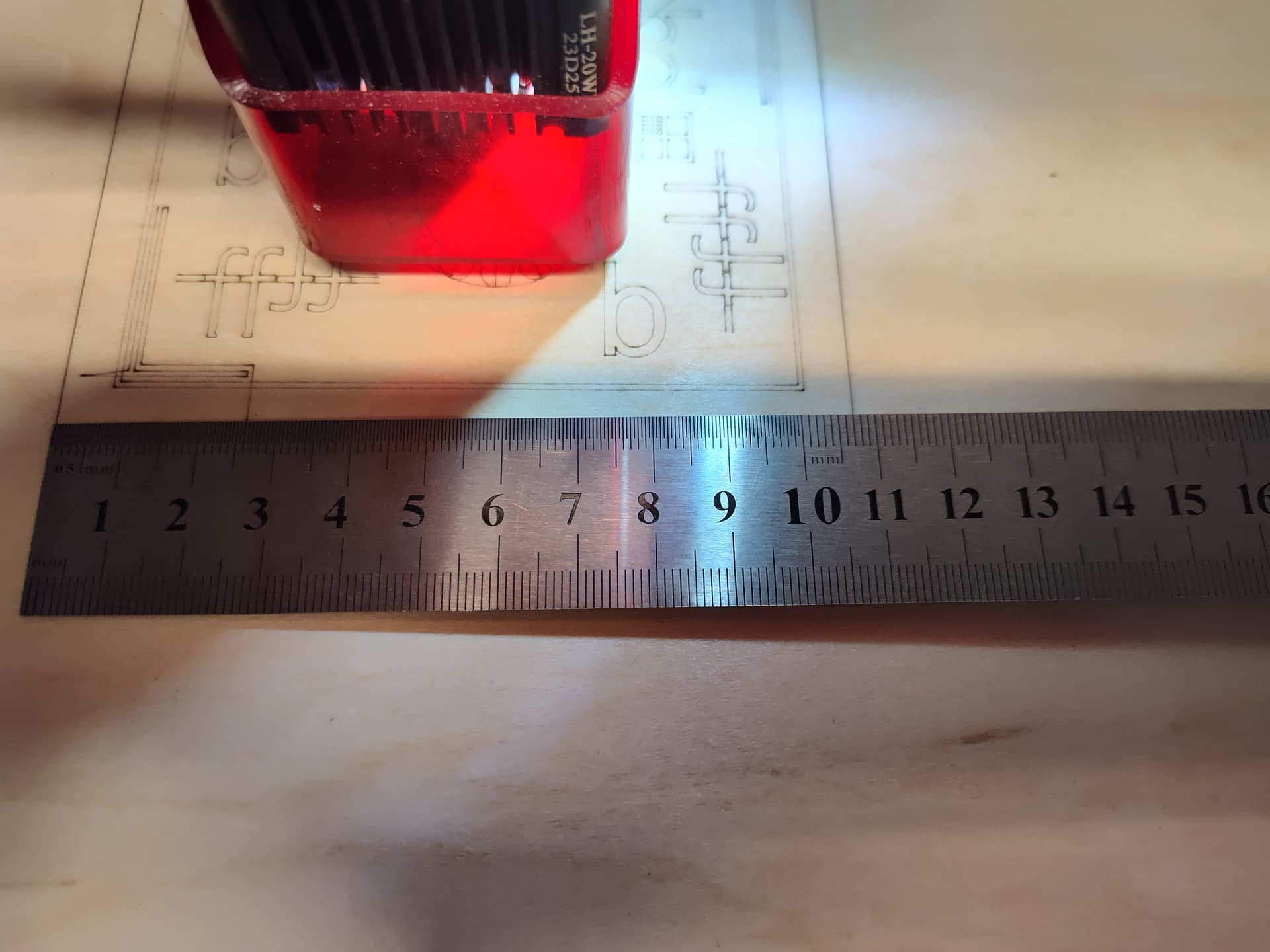
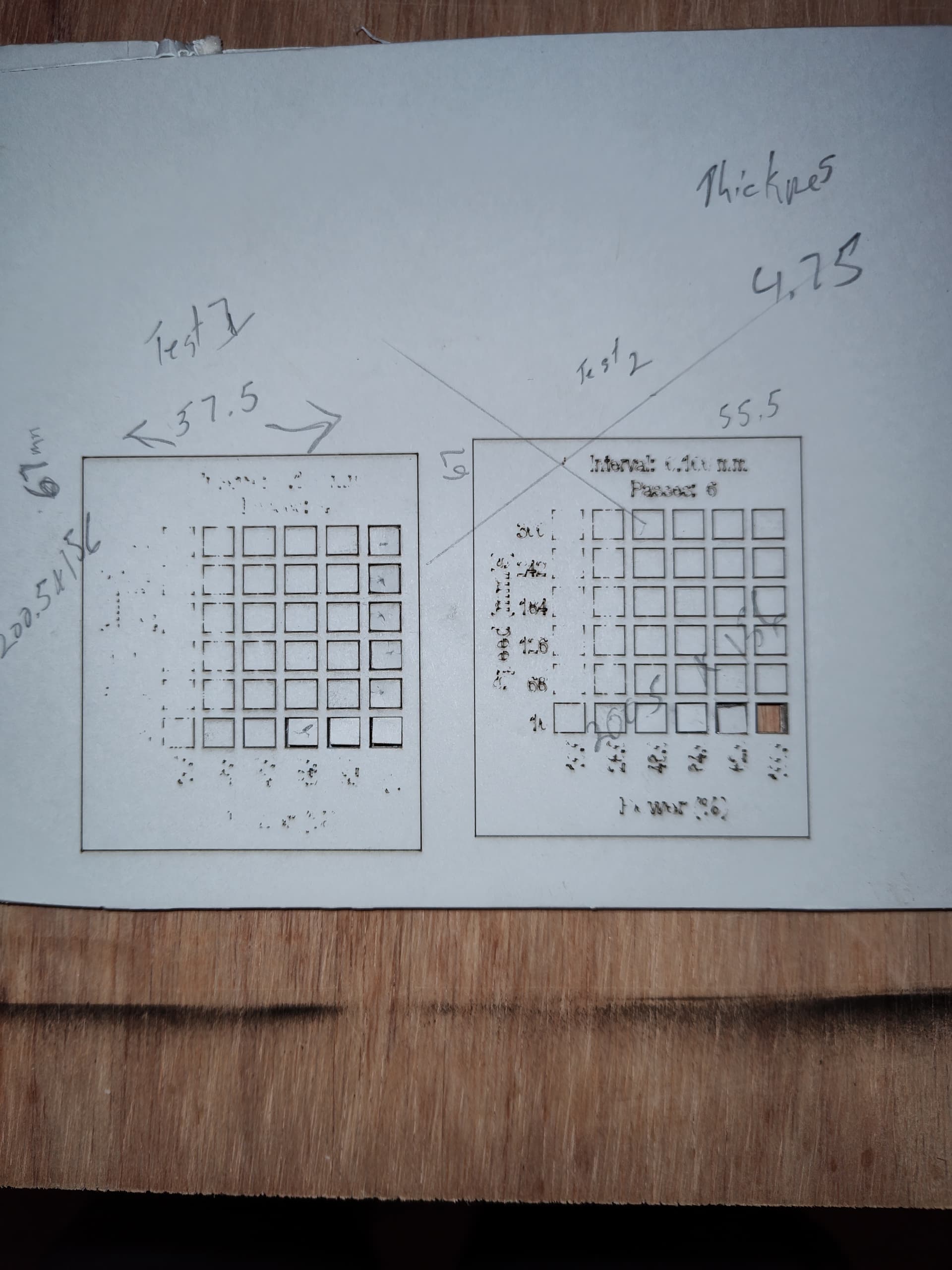
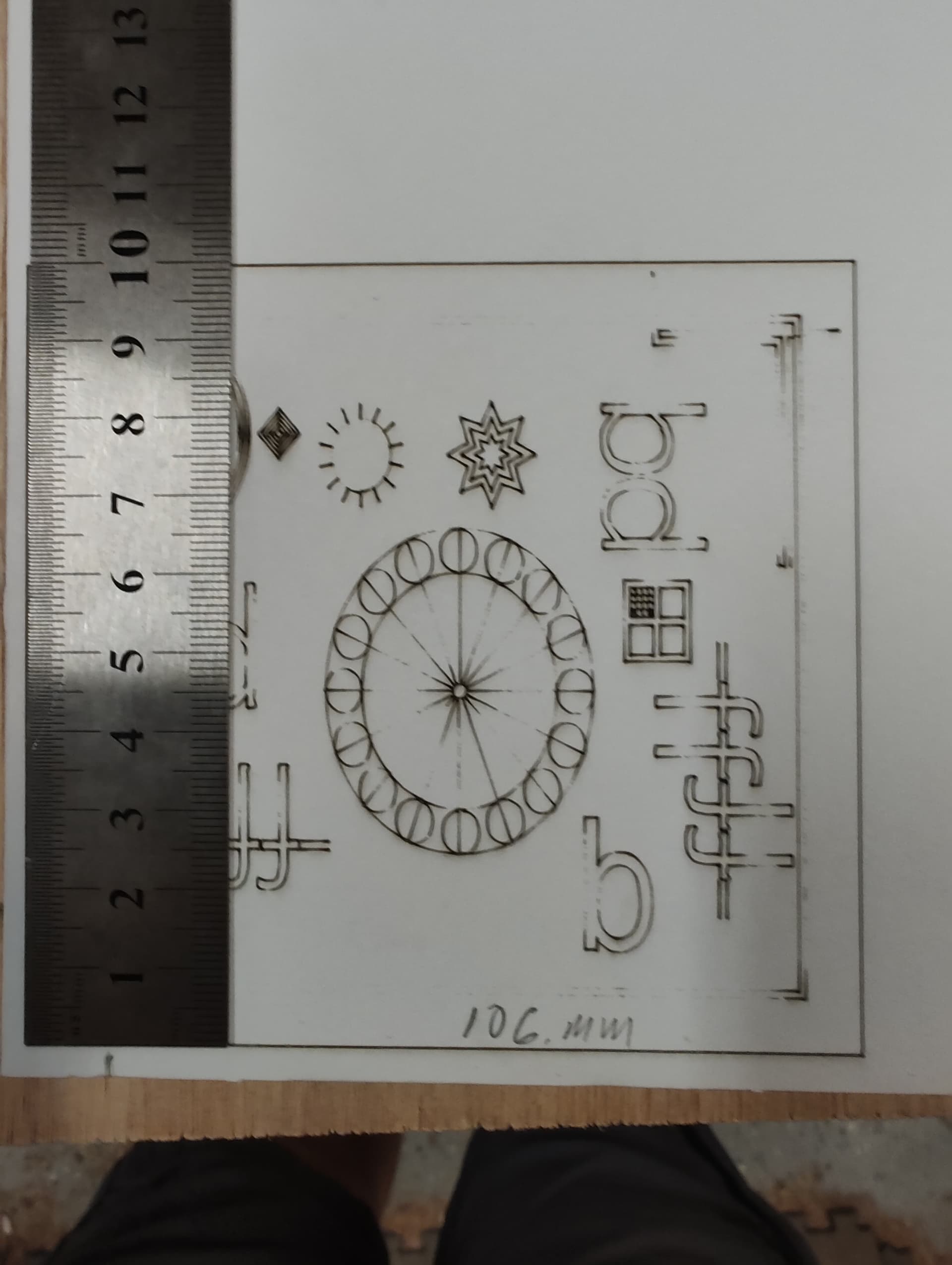
So I switched material, now using 4.75mm thick poster board and came up with these results prior to the suggested changes.
I will now make the suggested changes and run the same tests again, and get back to you
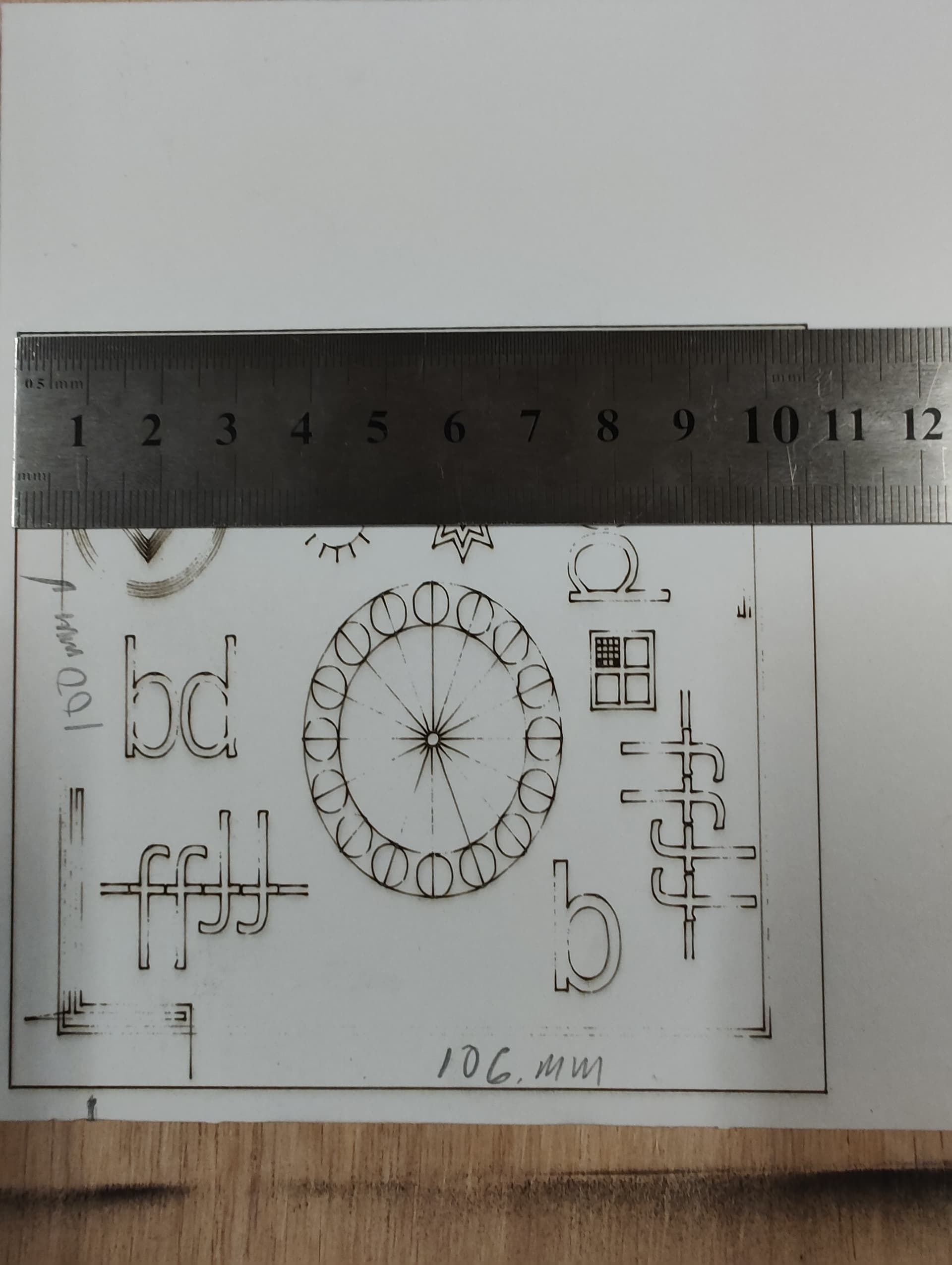
I’m confused by the initial test. Or rather the orientation of the test. Is this measuring 106mm along the X? And close to 100mm along the Y?
If so, the results of my calibration values won’t be right as I thought the Y-axis was the one that was majorly off based on your previous test values.
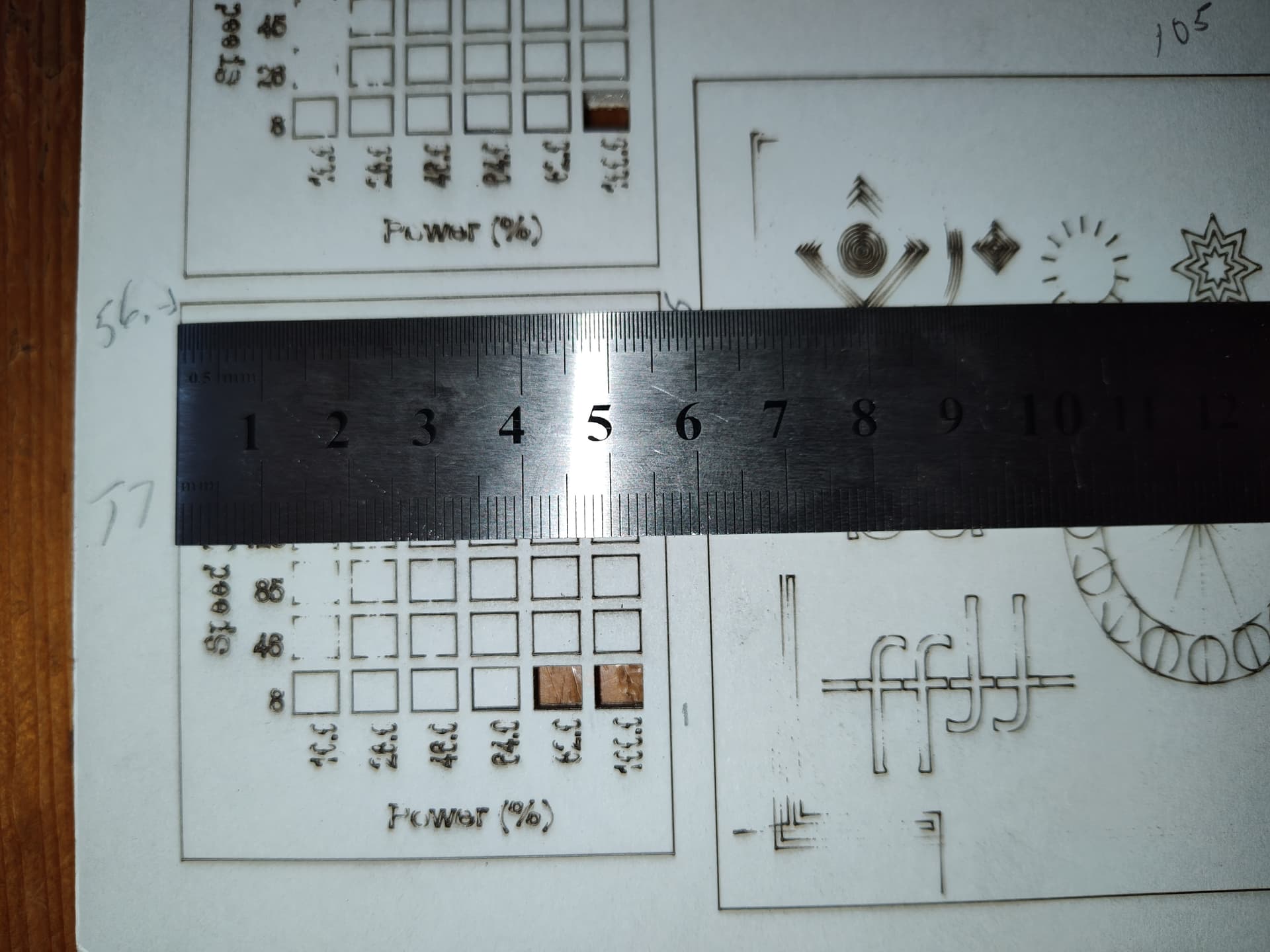
Changed the $100/101 as noted,confirmed with $$ in console. Ran the tests. T2 was not measured, I bumped it by accident, and did’nt want to scew the numbers. T1 (Y) 56 (X) 64 test grid set to 50mm
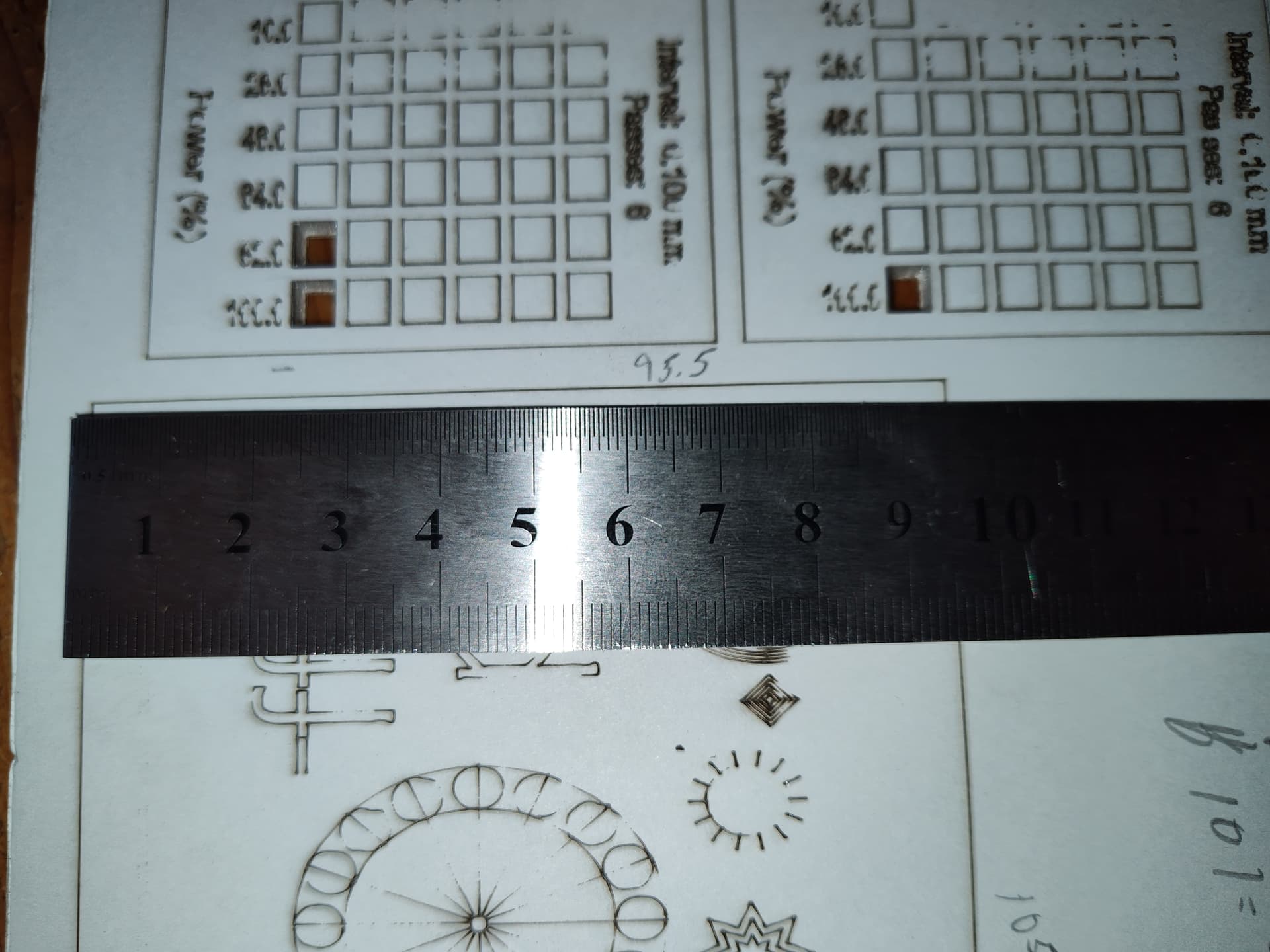
the test you sent (Y) 105 (X) 95.5
I did look at the machine, and it’s labled as you said, so sorry for the confusion, my error is in the X axis not the Y
but the numbers are still accurate just the axis is different
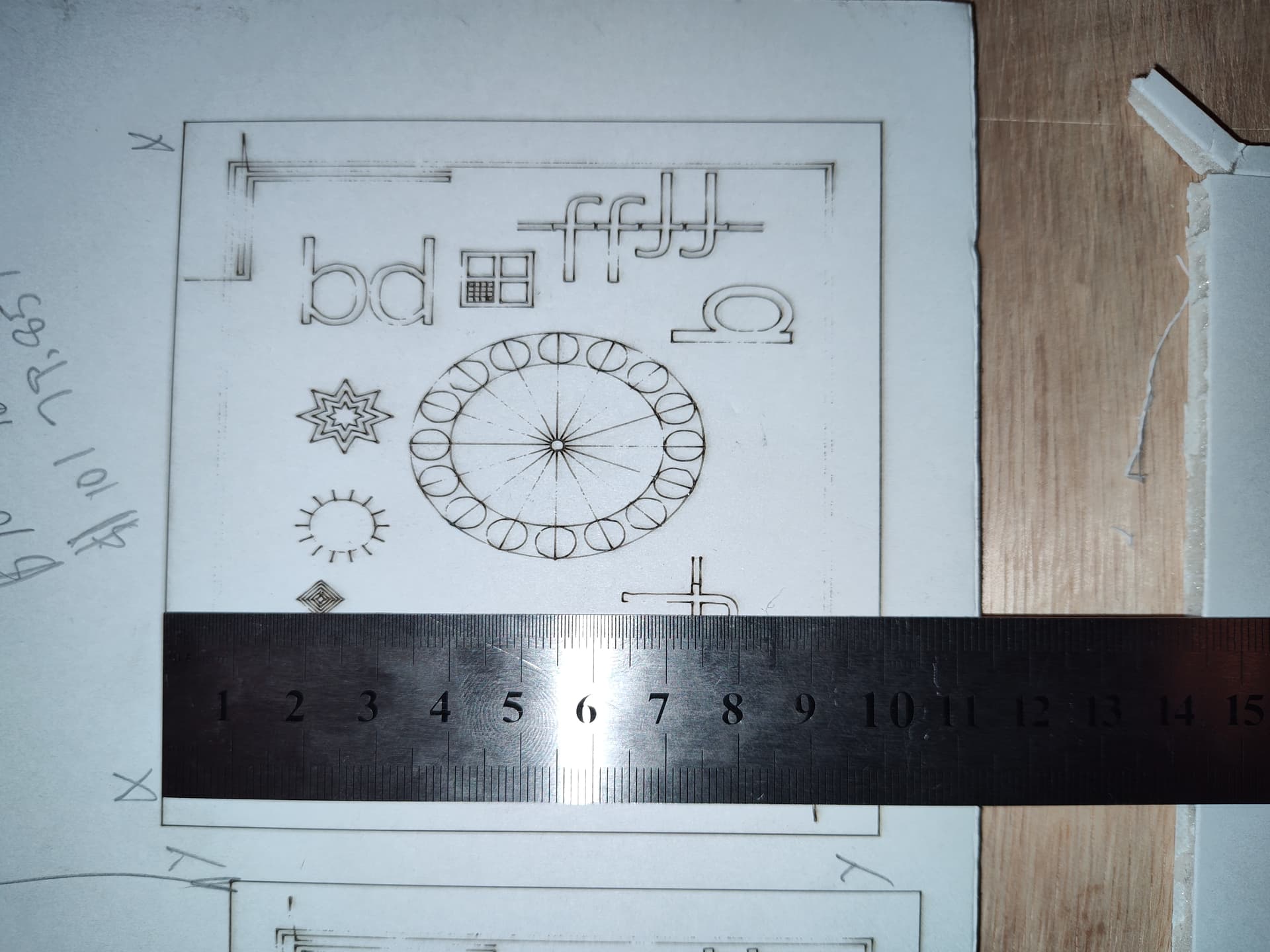
Ok, here is the results of the fourth test, It’s within the ball park, is that what we’ve been shooting for? If so, how do I save these settings and carry this through to the project and a favorable result?
Yes. The axes have now been calibrated so should be able to burn to dimension.
The settings persist until they’re changed or reset. Since the major change was on the X-axis I don’t believe you’ll have an issue with any rotary attachment which often will use the Y-axis settings.
I’d suggest making a note of these changes so that they can be reapplied if you ever need to do so in the future.
All jobs will be impacted by the change so nothing specific needs to be done. Perhaps rerun the original design or run a simpler one to confirm proper function.
Also, now that this is resolved I noticed something in one of your earlier screenshots. Your device seems to be configured as a GRBL-M3 device. You almost certainly want this configured as a GRBL device as it has some important enhancements that will improve burn quality.
Push the Devices button in Laser window, then click on the name of your device, then Edit. Switch the device type to GRBL. Then complete the wizard leaving other items the same.