Using a Just Add Sharks SilverTail A0 laser cutter converted to a smoothieboard a few years ago, and with a 130W laser these days.
I’ve noticed that when doing etching, so high speeds and low power, bits of the lines drop out.
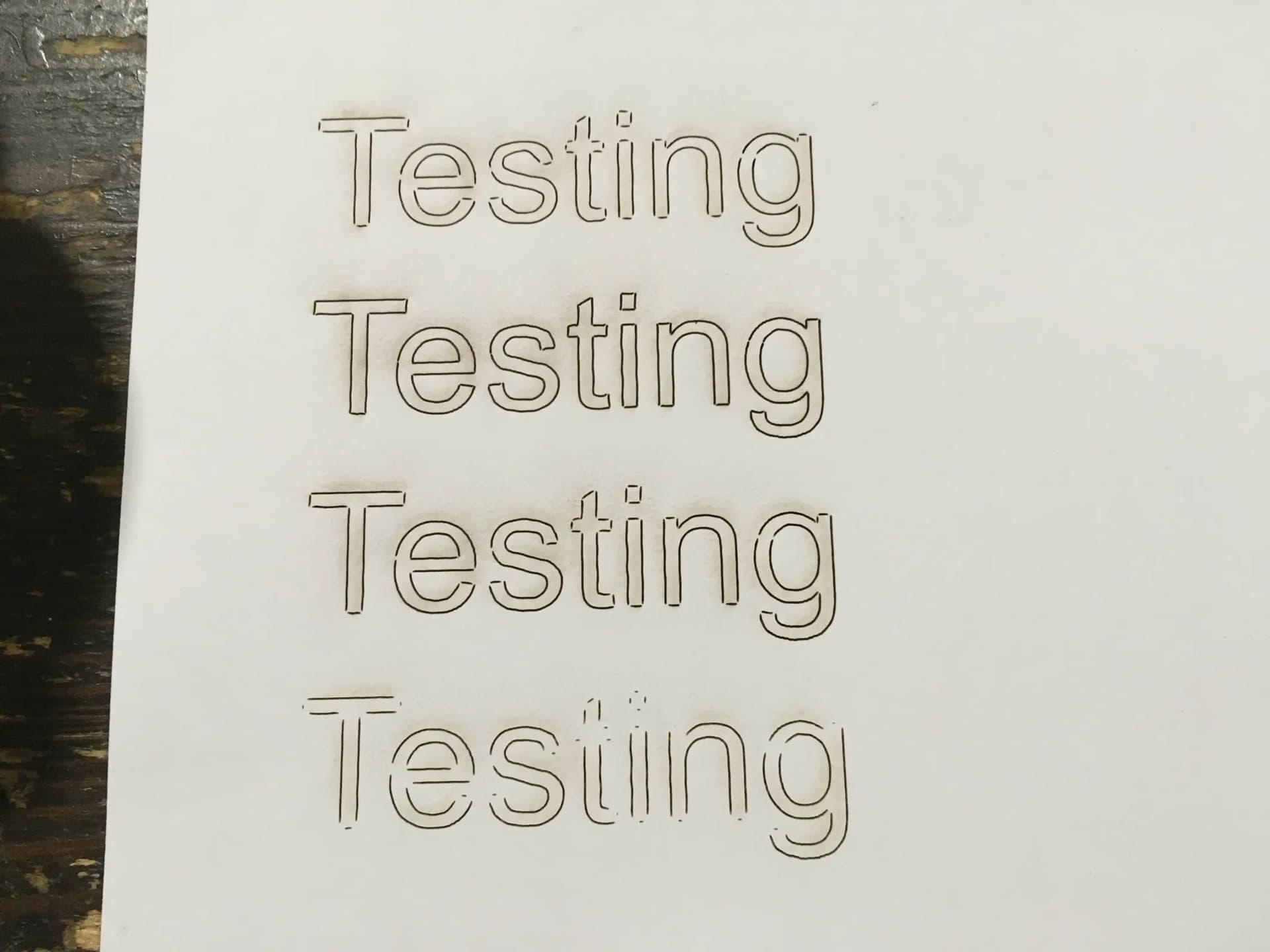
The picture shows four cuts made with exactly the same source and just the power and/or speed settings changed on each cut. I just moved the laser up by 30mm each time, changed the cut settings, and hit play
The material is 200gsm card
So the bottom cut is with 20% power at 100mm/s, the problem is clearly visible
The second from the bottom I increased the power to 30% and left the speed at 100mm/s, as you can see the problem is much reduced, but the very corners are still not being cut
Then the next one up, power was increased to 40%, this seems to have complete cuts.
So the more power, the smaller the problem.
But then the top one the power is still 40%, but the speed has been increased to 150mm/s, and as you can see it looks very similar to the 30%:100mm/s cut
So it seems that both speed and power have an effect.
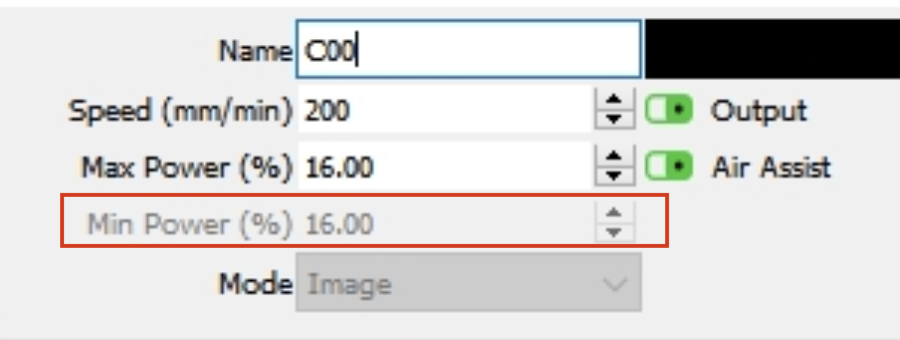
I’ve looked through the various parameters I can find in lightburn (cut settings, device settings), and also config options for smoothieware, and I don’t see anything that might be causing this. The old software we used to use before the smoothieboard conversion had a separate corner power cutting parameter, but lightburn does not have that as far as I can see (at least not with a smoothieboard).
Am I missing something in the lightburn or smoothieboard options? If not, does anyone have any suggestions as to what might be happening and what to do about it?