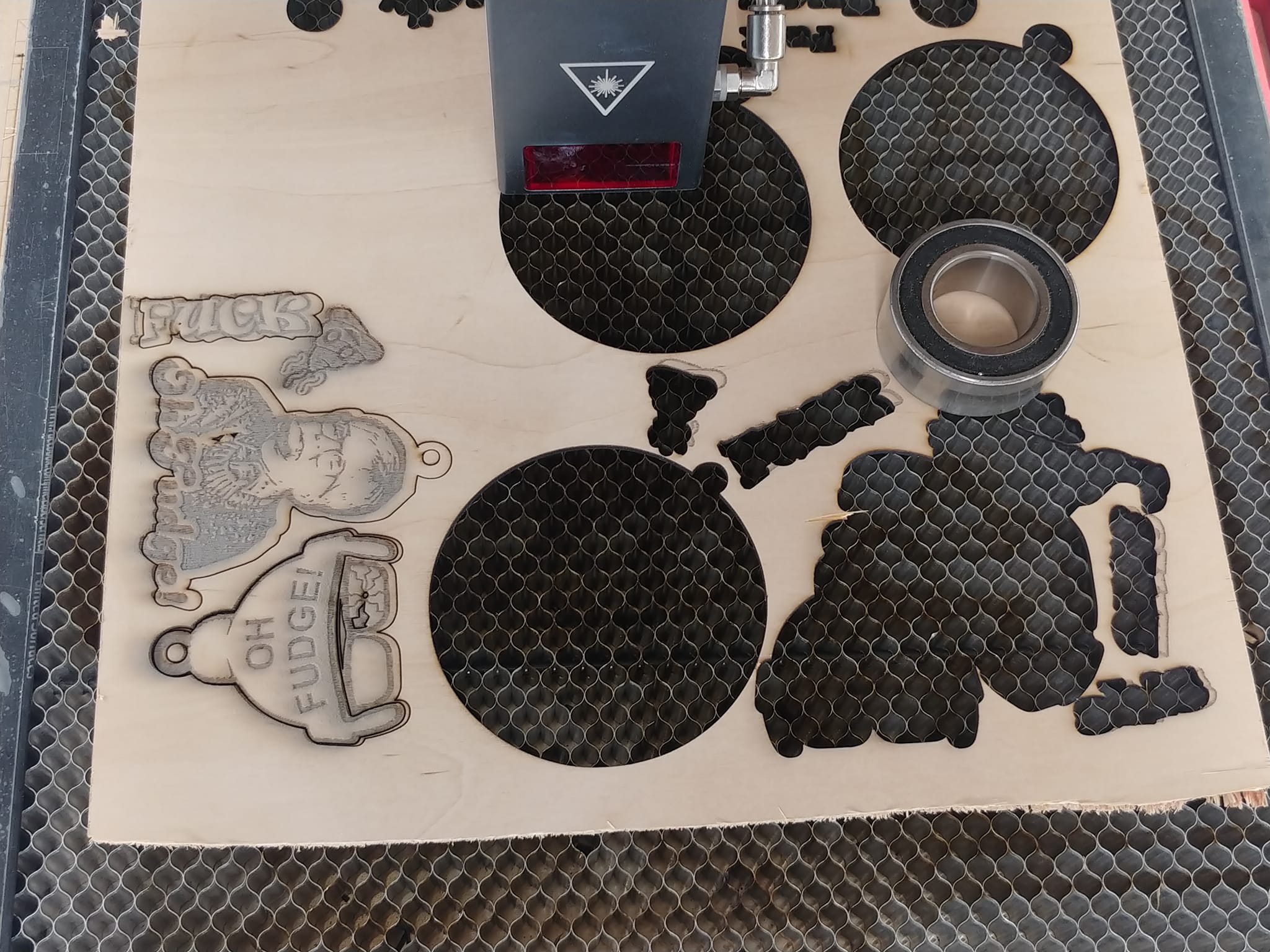
So I’ve been playing with some cutting of ornaments. Last couple days I’ve had some success with other designs. Now all the sudden this is happening it’s almost like it skips steps or misses steps when it goes to do the outline or cut line. Check my belts they’re all still tight. Any ideas?
Atomstack A5 with twotree 20 w module.
I home the machine before each job.
Does the fill first then the cutlines.
I stopped it once before it did the incorrect cut. Homed the machine and sent the job to the laser from the cutline point and it is in the right spot.
It seems to happen only after the fill is done… But yet the fill is all lined up fine.
What’s the history of the laser? Was it working previously? Did this issue start with the module swap? And if so, is this module much heavier than the previous one?
I’m wondering if your acceleration settings are too high for the laser module and you’re losing steps during the rapid traversal moves.
Thanks for fast reply berainlb:
I have just started cutting with this laser but have engraved alot of cutting boards at 4000-5000 + mm/min
I was cutting ornaments for a couple of nights and it seemed fine. (mostly on at a time)
Then I figured since they worked I would stat a batch job and then I noticed it missing on the right side batch. I first thought the Sht and Fck failed because the hollywood font I was using had gone screwy and wasn’t installed on the cutting PC.
I notice this before but can’t remember exactly when it did this.
That module is heavy so I would believe you are right if you still think so. Could you remind me where to go to adjust/check them?
As it stands the the “preview time” is exactly correct as far as the actual time. Really like to keep this in line in case it changes with other settings.
Going to cut the same file again with only one item at a time and see what happens.
This will depend on a couple of factors including your fill settings and what your max travel speed settings are, and how you’ve done your alignment.
If it did show, I would expect it to show at the start of the job if your laser module is moving to the start location. It’s possible that it’s slightly skipping but you haven’t noticed as you don’t have a reference point.
You are starting to jog my memory of last time this happened.
If I recall I had homed laser, then moved to a known point. Using the get position I could always return to this spot. I Made a reference cross hair. Then sent the job out. Once it was finished I would send the laser to the same known coordinate. and it would be off the same as the actual job.
Of course homing machine and sending to that coordinate would hit it every time.
I could send the laser all over using the move tab. and if would always stay in tune.
I just never could pin point where things went south exactly.
Going to head out to the shop in about hour connect to the machine and read the settings.
I had spotify running on my laptop last night in the background (wired ethernet connection) But I don’t think this is the issue since I have done this before during large 1hr+ burns with no issues.
Those symptoms would be in line with the same diagnosis but you’ve demonstrated that the core issue is that you are losing steps somewhere in the process.
If you’re confident about belt tension then that leaves either other mechanical components or the motor itself losing motion.
I didn’t see evidence of backlash in the photo but that would normally be the obvious thing to consider. Because of no apparent backlash I was speculating about lost motion in the motors due to acceleration being too high. The fact that it’s not the factory module also contributes to the possibility.
Correct the heavy module would affect things.
I had to replace the controller with a MKS DLC32 in order to get the limits to work proper. So really the only thing left “atomstack” is frame and motors.
I can’t wait to convert to linear rails on this machine. Motion should be so much smoother than the PITA v wheels.
Interesting. This is also a variable. I had assumed that you were using the original board with the original acceleration settings tuned for the original hardware. This changes things a bit but doesn’t fundamentally alter the diagnosis, at least at this point.
If I recall right I backed up the settings from the atomstack A5 and used these in the dlc32 board. But had to alter the actual table size due to the larger module.
Checked the acceleration is set @ 1,000.00 for both X & Y axis. I pulled a backup I will try to link to it here.
I am thinking I could run the burn and confirm it fails the same today.
Then turn off the cut line layer output.
Let it burn and then send back to the “known coordinate” cross hair and see if it is off after doin all the fill run.
This would narrow down if it happens after the new layer started or because of something happening during the fill process that may not be as visible do to no outline being around it usually.
I have had the squiggly line syndrome before, but always chalked it up to the damn V wheels and the weight of the laser. As it gets lower on the mount it is more susceptible to shaking…
Could that squiggle line be contributed to the acceleration settings theory? ( if we ignore the shaking laser part at least).
Would you make any recommendations as to where may be little better without loosing much speed (overall burn time)
This can be exacerbated by a laser mount that’s unusually long. It creates a bit of a pendulum effect. If that’s the case for you then consider shortening or stiffening the mount. Otherwise, just make sure that wheel tension is optimized and that you’re using ideal speed/acceleration settings.
Normally you’d actually be able to hear the stepper motors skipping steps. It will sound like a buzz or brrr sound. Normally I would suggest an empirical approach of starting at a safe low acceleration, testing, increasing acceleration step by step until you can recreate skipping. Then back off by a couple of steps to get to a safe level. Once done with acceleration you could do the same for speed.
Oh I know that sound of the miss or skip, My homemade CNC did this alot while getting it set up LOL!. Never really notice it on the laser… But in the enclosure and the tiny steppers. One would have to watch very carefully the actually catch even the slightest tick in this setup…
I have a couple of big burns I need to get done and now I a m afraid to do them… Can’t afford to bugger up a cutting board.
Running a test burn for 1hr 16min at low power on construction paper sucks just as much.
The amount of skipping you’re getting is fairly low so it may only be happening very momentarily. It’s likely you’re just on the verge of skipping if this is indeed root cause.