I’m quite new with Lasercutter, having a 100W (120W nominal) with Ruida. I’m experimenting with all kinds of material, but having a lot of problems with cutting birch plywood. Mostly it cuts very well but on many areas not cutting through. Sometimes I can cut the rest from the backside, but very often the plywood sheet is for the trash.
I have read that this might be due to areas with more glue in the wood, but even cutting with more power doesn’t do the job well. A bit better, but still not good.
We have all been to this unhappy place a time or two. Challenge is supply, reseller stacks may be different, from a different mill, manufactured at a different time under different conditions. The only way to minimize this issue is to work with a supplier known to provide consistently high-quality materials intended for production. The “General Store” suppliers get all kinds of “stuff” flowing through their wood piles, if you will.
I have found setting the focus “into the surface” a bit can help.
Yes, I also work with the focus and this helps sometimes. I usually use half of the material thickness into the material, but I can’t find any settings that really works. And I’m just trying to cut 4mm plywood at the moment, the laser ought to be able to cut 12mm. It is quite frustrating.
I think you’re also right with supplier material, finding the right one is probably key. I don’t buy it from the general store but maybe I should try another one (after trashing the 40 sheets I just ordered ).
Thanks
What are you using for air assist? A real compressor that can put some high velocity air into the crack, or the goofy aquarium pump that typically comes with the machine?
I think the aquarium pump is about half a step from utterly useless for cutting wood. 30-40psi behind that nozzle makes a world of difference.
Hank makes another valid point. Proper air assist is a definite must for clean wood cutting. You may also have an alignment issue with the beam leaving the last mirror. Does the lens holder tube get warm / hot to the touch by chance? That would be a quick way to check if the beam is hitting the inside of that tube and not allowing all energy to exit the lens, not striking the material with full power. Just another thought worth crossing of the troubleshooting list.
Thanks guys, I think this is all very good advice. I’m using the air pump coming with the laser as well as exhausting fan. And definitely, there’s a lot of smoke recently. I will buy another airpump and also I will look to replace the exhausting fan.
I will also check the vetical alignment of the laser and will give you an update asap.
Thanks again. Peter
Friends, with 100Watt it must also be possible to cut 4mm exterior plywood of a poor quality - without air even.
I cut 4mm “normal” BB plywood with a PC fan on my K40!
There is something wrong with the laser or the settings.
Yes I also thought this should not be any issue with 100W. But laser path / mirrors are ok. I have set this up in the beginning when nothing was cut, even 3mm plywood. Checked again yesterday but all pulse in the middle.
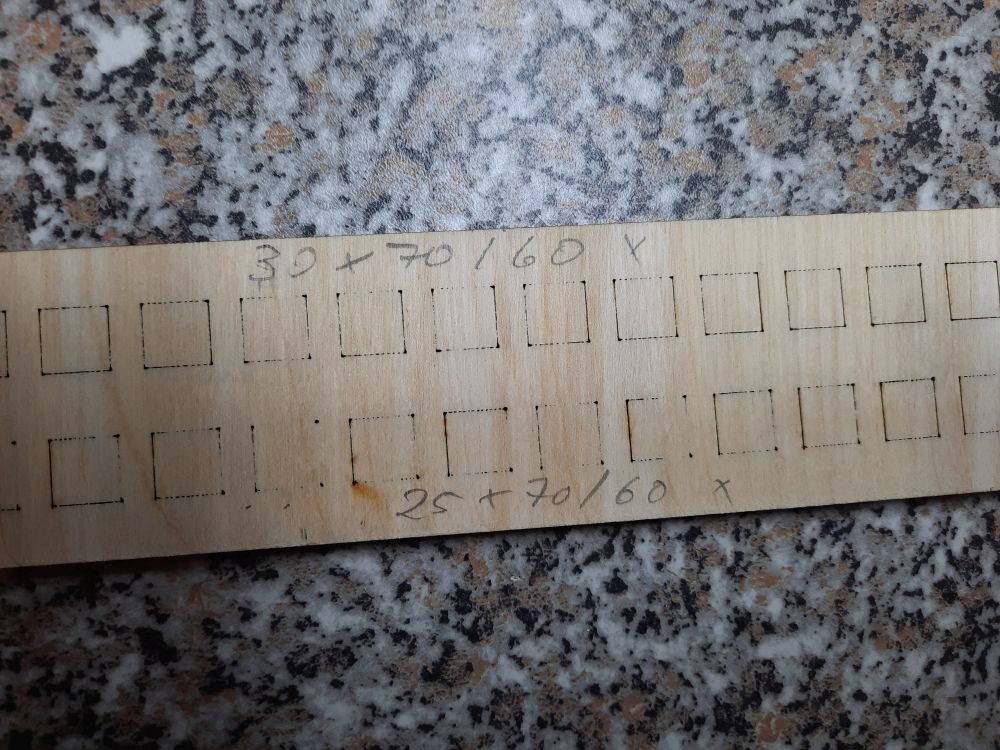
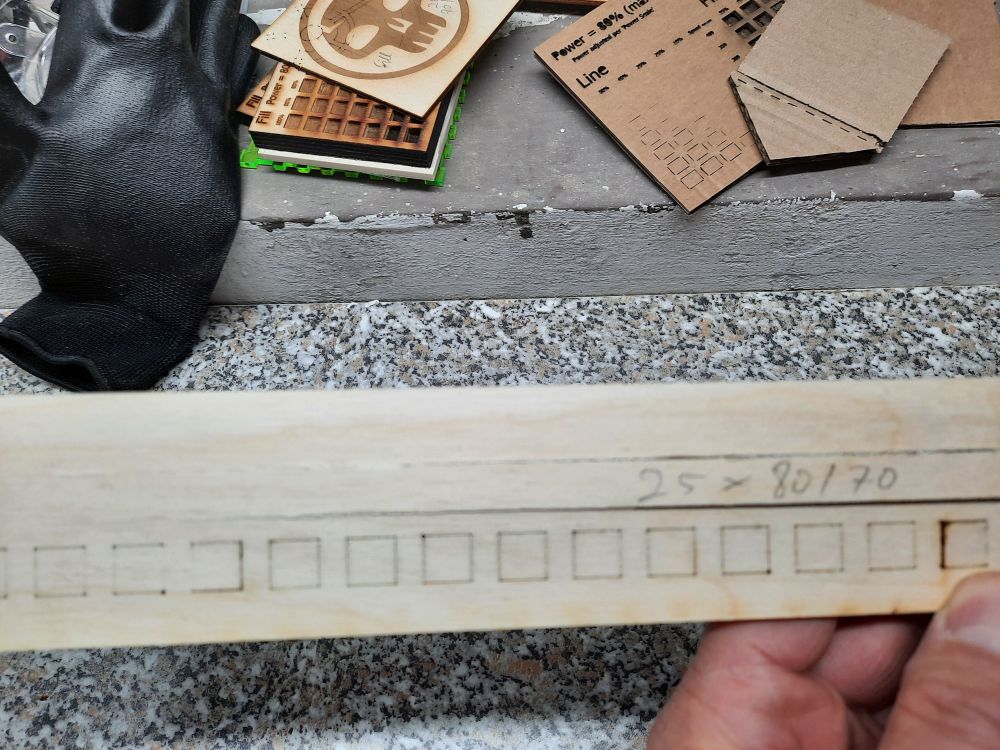
Btw, I have even cut 19mm pine wood, with focus 8mm into. The problem is that it happens to fail somewhere and always somewhere else. I have used so many settings, the last one was
25 mm/s, max.80%m, min. 70%
So, I have tested with a new 8bar air pump, but it was not that big difference in terms of smoke.
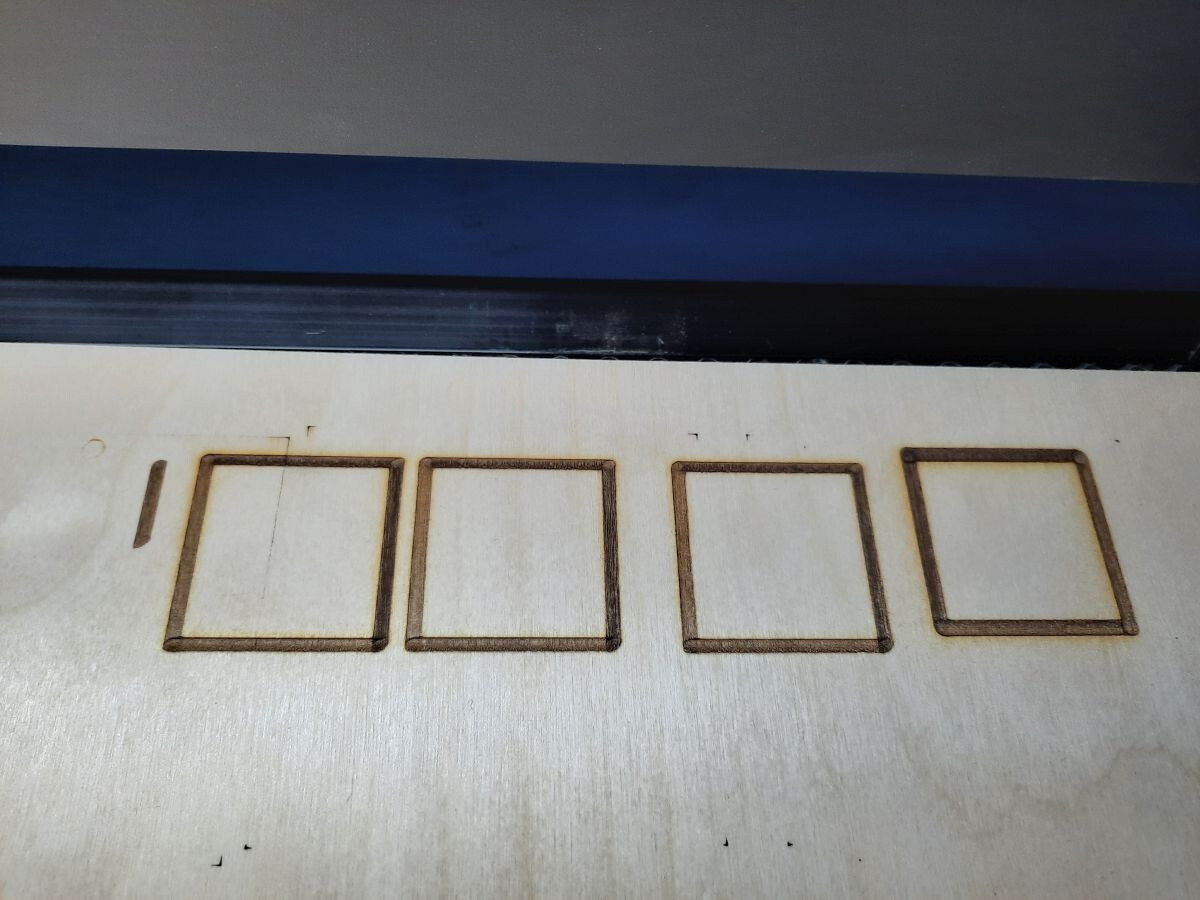
The first panel has cut good, just one little edge to be post-cut. And I thought, hey…
Then I tried the rest border of the panel to cut with the same and different parameter, as I had flames coming out always (I had this also last time).
So, even the parameter I used with the inner panel which was good, it didn’t go well this time. Here are some pictures from the backside:
So this didn’t cut the bar to end, but the squares were good:
It’seven 11bar, but I guess this is only for tires. This pump has also another tube connector which I used, but that was not with too much pressure. As I said, it was not a big differnece to the original one:
Will bring this one back to the store, it’s also noisy like an airplane. I can’t find an electric compressor with 30-40 psi on the tube, the highest one was 2.2 psi and most of the items are 12V for car battery.

 ).
).