Hey everyone, I will add this in the suggestion category item. But here is something I would like to see
added for diode lasers using air assist. The other day I had a project that had five layers in it, three
of them where engraves while the last two where cuts. The first three where items that where filled.
I had to watch the machine engraving until it was time to start cutting the parts out and then turn on
the air assist for shape cut outs.
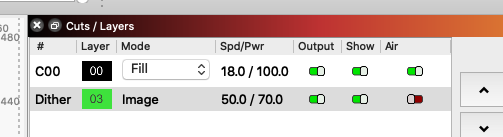
engrave layer one (engrave)
engrave layer two (engrave)
engrave layer three (engrave)
find a way to stop the machine to turn on air assist
cut layer four (interior hole cuts with air assist)
cut layer five (exterior part shape cut outs with air assist)
Maybe there is a way to put a stop point between the layers to start air assist?
Machines:
Xtool D1 10 watt with honeycomb, Windows 10,
Xtool D1 Pro, 20 watt with honeycomb and extension kit, Windows: 11
Ortur LM2 10 watt (not the pro), Windows 10,
Lightburn: 1.3.01,
,
Thanks,
Tim
xtool(D and M series) currently only has a manual on/off switch inline with the power cord for the air pump. so no, i would say it won’t communicate with LB
On the CO2 I use a very low pressure when engraving, just to keep the debris off the lens. When a layer is executed with air assist enabled I get high pressure air…
High pressure air works great with most things… not too slick with acrylic…
If the controller (or the system) doesn’t have anything that a command -any command- can activate, most likely nothing.
AFAIK xTool D1 and D1 Pro have both such controllers, unfortunately.
At some point I’ll probably start a thread about swapping the D1 Pro controller for something more versatile, unless someone beats me to it .
Generally though, some commands can be linked with other commands, for example adjust some parameters according to what’s on and what’s off, so if theres nothing to control, IMO best to leave it off unless one knows exactly what they’re doing.
Think of it as the AC button on a car, the button may be there even though there’s no AC system installed or it doesn’t work.
If there’s no AC compressor etc. or the system is broken somehow, pressing the button or choosing AC from a menu does nothing.
The windshield de-fog for example also works a bit differently with, and without AC.
So the question is really how does air assist switch actually work…
A schematic would be nice… or follow the wires… otherwise it’s all speculation if it can even be implemented at all via software.
Watching this video, it’s pretty clear there is a 110V mains plug with no switch in-line and no air assist button was visible or referenced in the video… there are also no solenoids to control air flow…
The only other connections to the pump are the air hose, at least in the video…
If someone has a video of this in operation with the air assist showing the button you’re referencing, I’d like to be educated…
Micro controllers are very flexible devices… Excluding power and ground just about any pin can be input, output, adc, pwm and many other combinations.
Those pins and what they are connected to is defined by the board creator.
He can control pins that would be used to run a spindle or turn coolant on and off… air assist on and off…
The hardware has to support this wiring in some way or the other to be useful.
That’s half the issue… firmware has to determine when and how this is controlled or operated… Usually some software, like Lightburn sends specific commands to the controller informing it when the firmware should toggle a certain pin…
Some of these are very flexible, some use non-standard gcode and some don’t have this ability at all…
my question would be: can the air assist wich is not wired to the controller in any way to talk to lightburn? if i understand properly you are saying there is a way to wire the switch from the inline 110 (plugged into the wall) a way to wire that switch to the controller? (XTOOL D1 Pro 20w)