The controller has to be able to switch something and that output has to have the proper mechanism to actuate whatever you are using…
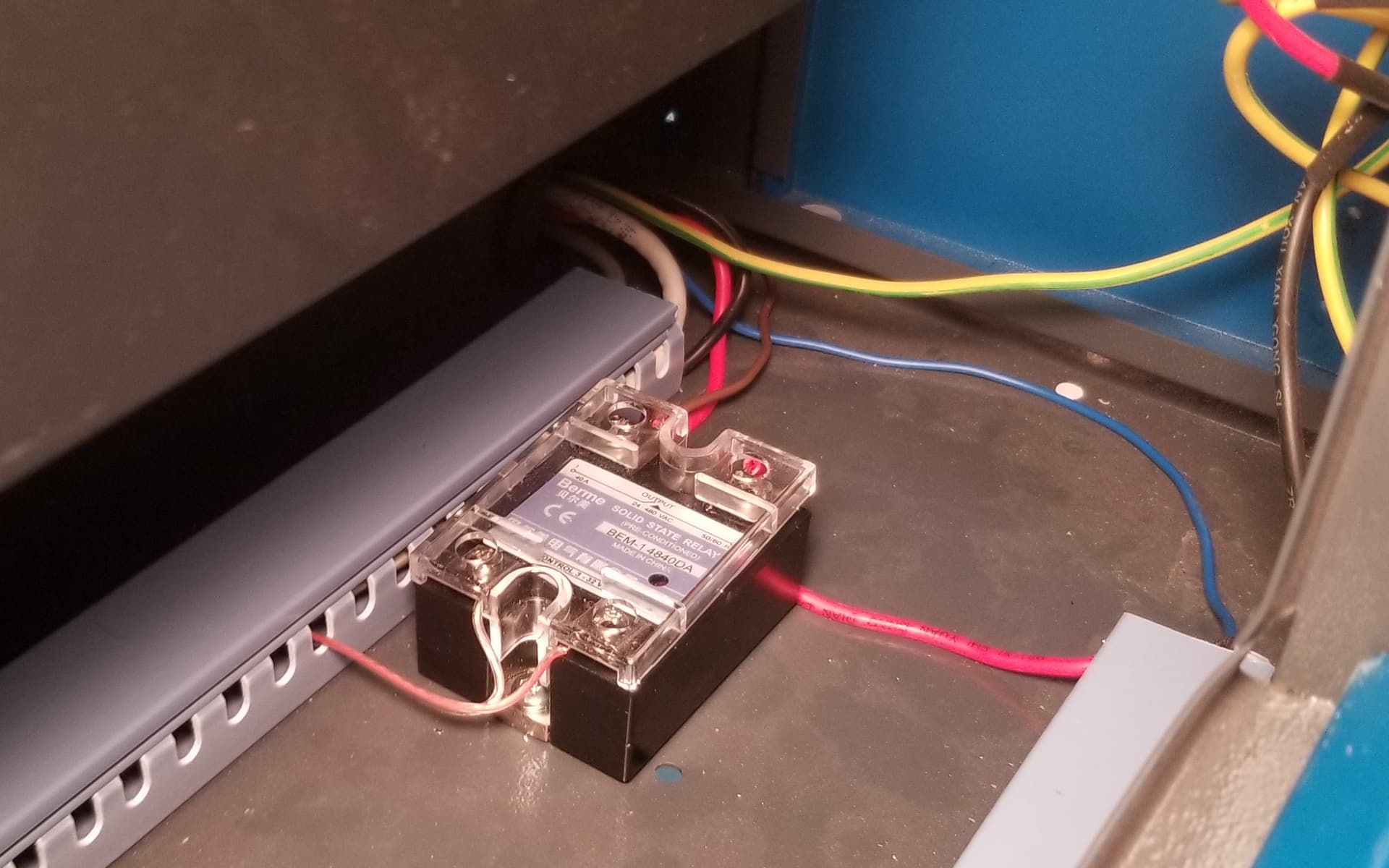
This is a solid state (ss) switch from Amazon… controls my ventilation system… it is turned on by the Ruida output pin specifically indicating the machine is running, when it does the ss switch turns on the ventilation. It switches the 120V mains.
Hey all, I liked your conversation on the air assist switch. I just wanted to throw something out there for all.
For the last 40 + years I have been running, set up, maintanance and programming CNC turret punch presses.
Back in the early 80’s, there was no CAD/CAM computers atleast where I was. We had to program our parts on
machine console, and then manually back up our programs via a paper tape punch. I never forgot any of the gcode.
One command was M00 which was a machine stop. It could be put any where in the program, and it would stop
the machine operation until the start button was pressed. These programs ran line to line from the ; at the end
of each line.
I know this is a laser forum and nothing to do with CNC punch presses, but this is what I was talking about,
a feature that could one day be added in Lightburn. Someone earlier in this post said to just run two programs,
the first for the engraves and the second for the cuts and that is fine. I am using the air assist pump that came
with the Xtool, and for what I do it is ok. I just turn it off and on at the switch when I need it.
The gotcha is that the controller on the laser (or CNC machine) must recognize the command, then activate an output pin connected to whatever you want to control.
So:
The microcontroller must have an available pin
The pin must be wired to a terminal on the PCB
The G-code dialect must have a usable command
The microcontroller must recognize the command
… and activate the pin
LightBurn must provide a way to send that command
Typically, GRBL running on low-end microcontrollers recognizes M7 or M8 for air assist. Back in the day, those commands controlled the flood coolant valve, but the key point is having the microcontroller recognize the command and do something.
Cheap diode lasers seem to use knockoff GRBL implementations that may not recognize the “usual” commands, may not “do something” as a result, don’t have an available pin, lack a terminal, and definitely don’t have a built-in relay to control a fan.
Bonus: Ruida controllers don’t use G-Code. They have an entirely different (binary!) command language.
So LightBurn already has everything required to control air assist, but it can’t do that unless everything else in the chain is available and working.
Too bad I didn’0t see a post like this when I was trying to figure out why all my engravings were coming out like mud on my xtool D1Pro. Everyone always said to leave the air assist on all the time, so I did, until one time I forgot to turn it on and the engraving came out super nice. I was pulling out my hair and about to take the whole thing and chuck it into the river.
I ended up getting a variable switch off Amazon. For engraving, I put it on very low, and for cutting, I open it up all the way.
And I can confirm what everyone has already said. The AA switch in Lightburn does nothing because the xtool controller is blind to it. I run all my engraving first, seeing an alarm on my phone, then come back out and turn on the air assist full blast for cutting. It works, but it’s a time waster.
Anyone have a list of lasers that will recognize the AA switch in Lightburn. I’m looking to move up to a CO2 laser, but the two makes I’m looking at (OMTech and Monport) are just like the xtool and incapable of being controlled by Lightburn.
I’d suggest you post the m00 option in the feature suggestions and let us vote on it…
Maybe one of the developers will find this and tell us about it…
I know it would be beneficial to people like you who need the time to push buttons and fire up the air compressor…
@ednisley is looking at it for software control, and I’m viewing it for a way to halt the machine between layers… so you can do the manual thing…
I have no idea how you start from a machine halted by the m00 state, but I suspect the lightburn people are aware of codes.
Probably no real reason to include it, or if it even works with these grbl machines.
With our automated wire wrap machines, we had to manually enter a boot routine, in hex, from front panel switches for it to load a program on punched paper tape… The paper tape loaded the disk i/o software, which loaded the control program…
What I miss are the punched cards… they were the best for bookmarks and quick notes…
So, at least in principle, poking the RUN button would start the program after it stopped at an M0 command.
I expect most customized laser controller PCBs do not wire those pins to headers and their customized GRBL-oid firmware has surely lost the ability to use those inputs.
I liked the photos of the punch cards, collectors items from the past like the paper tape
and paper tape punches I used in 1983. And yes on these punch presses I worked on
everyday, I would just add an M00 whenever I needed to stop the machines to drag
pieces of scrap off the turret bed. I would add two in a row for safety and just press
the start button twice, as these programs ran from line to line. I would vote on this feature.
In Lightburn there is all the cut layers at the bottom with 2 tool layers. Maybe there
could be a layer added that would do nothing but stop the machine and it could be
added anywhere in the cut layer sequence run. In my case, I had the three engrave layers
and the 2 cut layers. I could just INSERT this after the last engrave, the machine would stop,
then I could manually turn the air assist on to finish the last two cut layers, and restart
the machine.
Maybe someday someone on the team will come up with something like this. It was
an idea. As usual thanks to all here for the help I have got from ya’ll in the past.
The control of Air Assist via Lightburn was the reason I bought the SCULPFUN S20 Pro Max. Its incredibly useful. The laser itself is a dream. Highly recommended! Just don’t buy it from Tomtop. They literally pocketed my money (AUD $1277) and I’m still waiting for my machine nearly 5 months later. Had to buy elsewhere as Tomtop dont even answer my messages any more.
Make sure the layers that need air assist are listed last. Set these layers to NOT output. The job will stop after your engrave layers are complete. Then set these completed layers to NOT output and those the require air assist to output and start the job again. This will work like having a pause.
There are some other ways to make it work, depending on what configuration you have:
If your laser doesn’t support automatic air assist and has a proprietary mainboard, you most likely need to change it, but you can test first:
Most firmwares use either original grbl code (8bit boards) or a clone of grbl for ESP32 (32bit boards). Both grbl firmware types support the M7/M8/M9 commands (one of them, typically) to toggle on pin on the board. You just need to find, where it is
I can confirm this for these boards:
8bit:
Sculpfun S6/S9
MKS DLC
32bit:
MKS DLC32
Sculpfun S10
Sculpfun S30 (this board already features a full AA control port)
All these boards can use automatic air assist, either by adding a relay and/or changing the firmware (in most cases not even that). I have a full guide here: Relay Control - Diode Laser Wiki
If you have a board that is capable of running FluidNC as a firmware, it’s most likely even easier to use that pins.
And regarding the M00 command: sounds interesting, but since you have the option in LigthBurn already, you could also use the M7/M8 command. Those are automatically inserted in the gcode where the air assist should be turned on. If you have some firmware with the M00 command, you can export the gcode, search and replace the M8 by M00 and you should be done.
If I look at the product page of the TS20, they offer the official MKS touch screen as an add-on. So, I think they use the MKS DLC32 mainboard as well. If so, you can already add the automatic air assist control as described in the wiki article linked above (see the MKS DLC32 section) without any board upgrades.