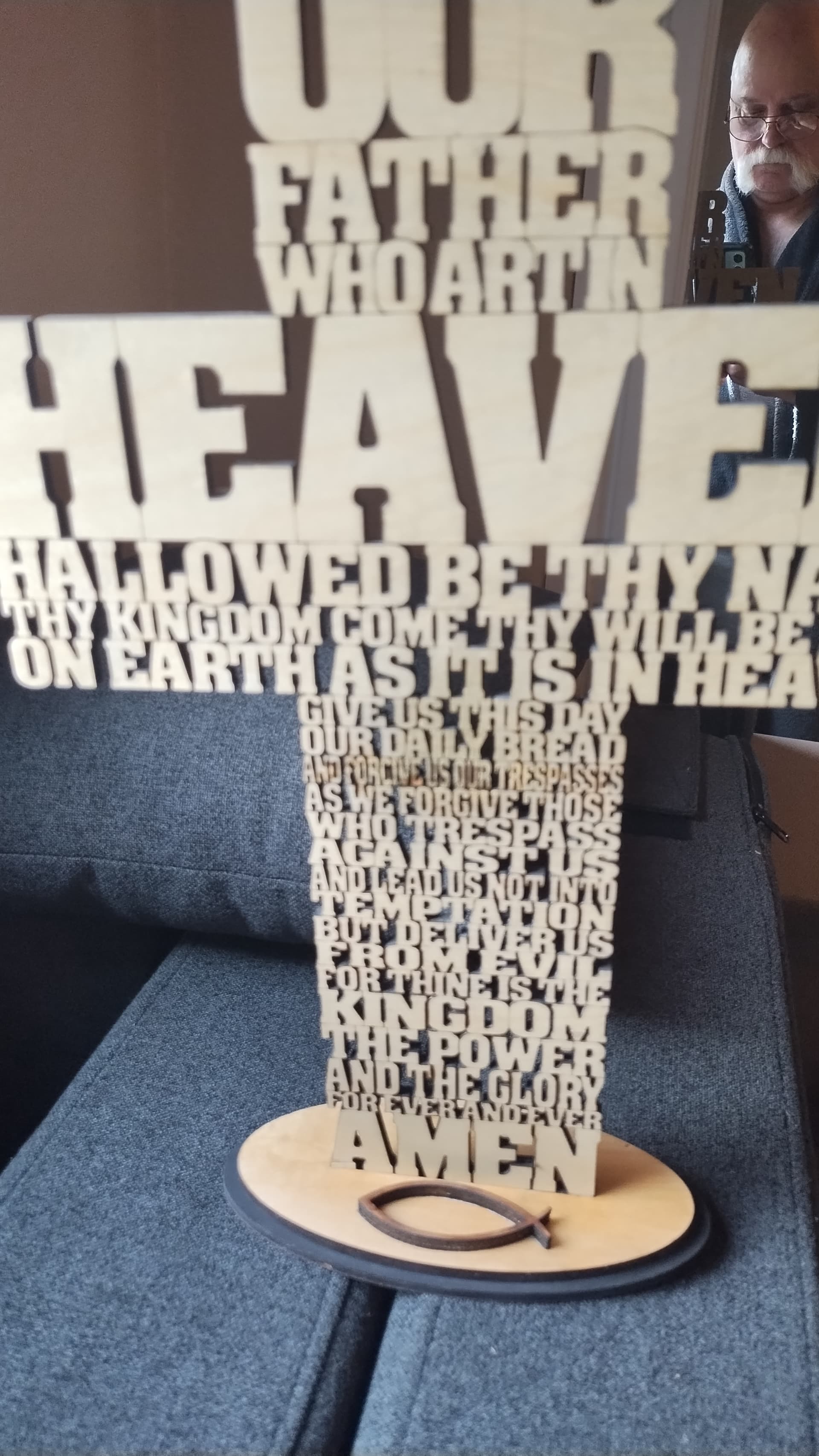
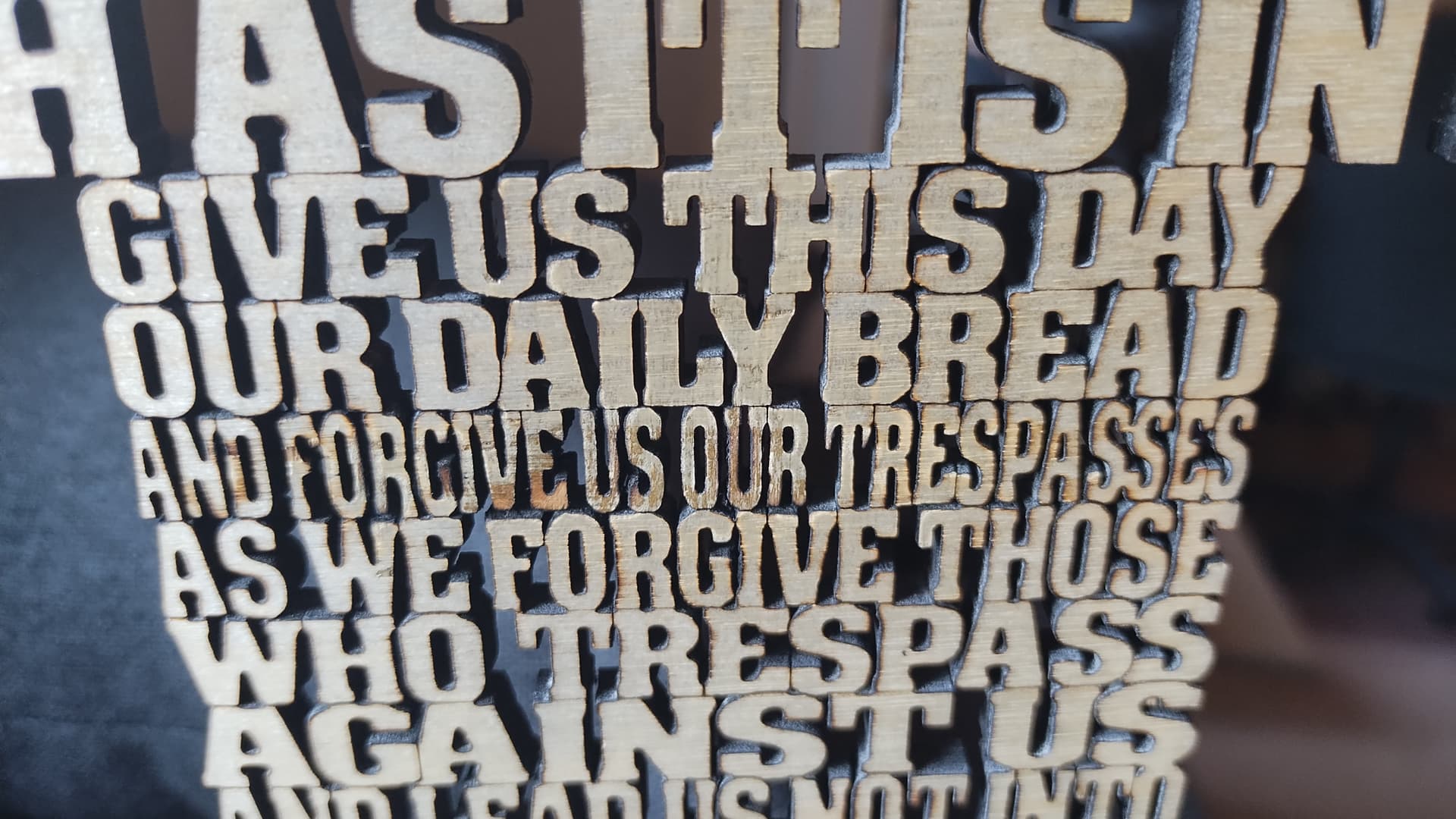
I have a project, a cutout of the Lord’s Prayer, that I’m having scorching problems with. The machine is an Omtech 60w with the original aquarium air pump. The material is 0.200 inch plywood. As you can see from the photos, most of it looks fine with a little sanding to remove the discoloration. I use 9 mm per second at 60% power, one pass. It cuts through well enough. On the smaller, more intricate sections, “And forgive us our trespasses” the scorching won’t sand out without the threat of sanding through the top layer. The smallest letters are about 0.38 inches tall. I have tried various speeds and powers to no avail. I want to keep it to one pass.
Would more air assist eliminate the scorching issues? What psi would be good? Different speed/power settings? BTW, the project file is available from the Louisiana Hobby Guy.
I would Try a faster speed so less heat dwelling on the smaller letters 9mm per second / 540 mm/min on 60% power you can run a lot faster using more power, have you set the focus point into the mid point of the Material?
As for air I use about 7-15+ psi delevering at 20 liters + per minute on cuts, so the debris from the soot (Not white ash! look at it as the embers of a fire when left glowing you come back later and they have burnt down to a white grey ash) is pushed through the cut, and no chance of the embers sitting on the surface of the material long enough to mark it, and if the sparks from material that do come upwards out of the cut to land on the surface they are burnt out before they can mark the surface or blown away.
Definatly more air, aquarium air pumps will not deliver the psi or volume of air you need, with the availabe power you have, I have a set up where a constant very low PSI just about feel it from the nozzle, to keep the fumes off the lens for engraving and an air solenoied from a 2nd air pressure regulator on the compressor turns on with air assist for cuts.
60% of a 60 watt laser at 9mm second seems slow for that much power on 0.2”/ 5mm ply. it is a lot of localised heat, as seen by the white ash near the top of the material on the cut and charring next to the cut edge. The cut edge of the material should look just a dark brown charcol or black colour all the way through it, with hardly any visable edge charring colour depending on the resin content of the ply, but a uniform colour all the way through the cut edge! definatly no white ash.
I cut 2mm basswood with 15psi air, but also run speed at 40mm/s and my power at 9ma or 30w on my Monport 130
I find the higher air keeps the scorching down, and the faster speeds stopthe edge burning…
I initially did some testing with psi at 15 and at fast speeds and matching power that would cut a clean hole, of course the power was high, then turned both down together little by little to find the non- cut setting, then I played with a nice speed that would not allow burning of edges, and fine tuned the power… it is a dance but the goal was to keep the speed fast, air high and power enough to clean cut, I usually added 2-3w to ensure clean cuts with woods that have glue layers or even knots or hard spots as all do….
so 40mm/s ~ 30watts (130W tube, setting was 10ma) and most important 15psi, to keep the wood cool and remove the chance of burning…
Thank you so much for your responses gentleman. For whatever reason I can’t cut through in one pass if I go much faster. With the detail involved in this piece, I would be miserable trying to cut out the remnants with an X-Acto knife. I will try to give it a go with two passes and see if that helps.
I did see some suggestions from previous inquiries about this to try using a mask when cutting. I did try this, and it worked reasonably well. But I will also try the two passes at a faster speed. Thanks again for your suggestions.
If your 0.2” plywood is the 5mm sandeply sold at the home centers, I found that stuff to be very inconsistent when laser cutting due to glue. Lasers don’t cut glue very well. That’s why lasers struggle when cutting plywood.
I cut a lot of that stuff and had to upgrade from a 60w to 90w tube to cut it reliably.
You may find the increase in speed overcompensates for the extra passes, in effect actually taking less time. Most of my cutting is done in 4-6 passes.
Thanks again for the replies gentlemen. I think a significant amount of my issues are caused by the material. That particular piece has the MDF core. I think I get a better result using Baltic birch ply. I did try speeding up the laser head and got about the same results. my best result was using the mask, so I’ll go with that.