I have a problem with transferring files to my Ruida 6442 machine. I believe the files are broken in transit to the machine. But there are some oddities. I will try to be as clear as possible but I’ll probably fall short so feel free to ask questions.
So, the file I am using (BSF-Logilase-33_E.lbrn2 (54.8 KB)) appears fine in lightburn.
Once I transfer it to the machine in any way (via USB, thumb drive, or ethernet), it appears on the RMI as one of three ways. 1. It looks fine. The image has no discernable breaks in it etc.
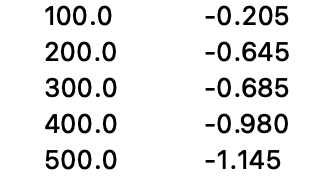
2. The file has shifts in the top and bottom of it. The only thing I changed was that I enabled scanning offset adjustments (You can find those at the bottom of this post). I found the adjustments following the guide in the light burn documentation. This one is engraved as number 2 in the photo above.
3. The image is extremely blurry and shifted. Scanning offset adjustments are still enabled, but I changed the interval by .2 mm and changed the speed by about 10 mm/s. This one is engraved as number 3 in the photo above.
(If you look very closely the above image is different than the one from 2…lines are thicker in parts etc).
Here is what I have tried:
As mentioned above, I tried all three ways of communicating with the controller (USB, thumb drive, and ethernet)
I have assigned the machine a static IP address far away from any other IP addresses on my network
I’ve tried loading the files onto a different computer, running a different operating system, running a slightly older version of Lightburn…same results.
I’ve tried loading the files onto a different laser cutter that has a similar Ruida controller and the files appear the same on the RMI (ironically, I didn’t engrave them since the laser wasn’t firing but I didn’t feel like dealing with that at the moment).
I’ve tried several different files
And there were a few other things that I tried based on the excellent help that I got from @ednisley and @jkwilborn that you can follow through on my post about quality problems. Although, a lot of this post was us on a wild goose chase until we realized that it was mainly a file issue. Laser missing details while engraving
Do you get the same results on the Panel display and in the burn results irrespective of method of transfer to the Ruida? If so, the issues you’re dealing with are almost certainly not going to be connection or transfer related.
The blurred display for the versions with scanning offset enabled is an artifact of how scanning offset adjustment is achieved. Since scanning offset adjustments rely on adjusting the standard timing of laser on vs motion the display will necessarily show the scan lines offset from how they will end up appearing in the burn.
Question, are your scanning offset adjustments that you show in mm or inch units?
If indeed the transfer is consistent I’d suggest revisiting the scanning offset adjustment as well as your cut settings in general. When you do so, I’d suggest using a more geometric shape than what you’re showing. I’ve noticed that the design that you’re using is not symmetrical making it harder to measure offset. Also, I’d suggest using a different material for your tests. End-grain wood is not ideal for seeing the edge of the burn which is critical for measurement.
Yes. I just ran the same three test parts but used a thumb drive to move the parts from my laptop to the machine, and I got similar results.
They are in millimeters.
Those are not the parts that I use to get my scanning offset adjustment numbers. I use rectangles with a large line interval. I also don’t use wood anymore to get the numbers. The scanning numbers that I am using now were gotten using cardboard.
Similar or exact? If working from the same input design the output should be exact irrespective of method of transfer. If not, that would imply an issue in one of the methods of transfer. In general, direct USB transfer should be considered the most reliable. And as long as the output of USB transfers what’s expected based on design then you should be good to go.
Are you absolutely certain about this? Or did you possibly use a different .lbrn file for your tests vs what was uploaded here? The offset seems much larger onscreen than what I would expect based on your numbers.
Upon further inspection, they are not exact. I didn’t look at it nearly as close as I should have the first time, and I didn’t notice that the engrave was off centered either (I think I have been staring at too many of these things…).
On the left is the one engraved using the file from the thumb drive. On the right is the one engraved from a file I sent via ethernet.
I am. I have been turning the offset adjustment off and on, but never touching the numbers. The last time I touched the numbers was on Monday when I redid them.
How did you align these? The quality of the burns themselves seem close enough that I wouldn’t assume a broken transfer.
Can you compare the actual files sent via ethernet vs saved rd file to see if the files match? If so, that’s fairly definitive that’s it not a transfer issue.
The parts are aligned on a jig that we laser cut (we laser cut it before the machine went through an upgrade to this controller so we know that the jig is solid). So the parts would be aligned identically.
They match…I checked two versions of them as well and both were the same.
I see what you’re saying though, doesn’t seem like a file transfer issue, except for the fact that the engraved moved.
I saw that the files looked broken on the RMI. But that was just due to a lack of understanding of how the controller makes those images. So yes it appears that the file transfer shouldn’t be the problem. Although, once again, I am still not sure as to why the location of the engraved moved so much between the two.
The core is that the parts that I am engraving using the new controller and software are not nearly as high quality as the previous controller (a Leetro) and software could produce. Furthermore, the Leetro produces higher-quality engravings all while running at much faster speeds. If I attempt to run the new Ruida controller at speeds anywhere close to the old controller, all I get are faint dots (even with high power settings).
We changed out the controller and RMI for a Ruida 6442S and the respective RMI. We changed the X belt but that was after we were having these quality problems. We thought perhaps the belt was slipping.
As far as hardware goes it is a Logilase 9060 with an 80-watt power supply. We can’t figure out the exact type of power supply since it is essentially a no-name.
Here are some photos of the x and z drivers (the y-axis driver is identical to the x)
The y driver:
As mentioned before, the image will change a little bit depending on the settings. But in general, it lacks detail (note the very faded lines on the top and bottom of the star) and is not centered on the coin.
A quick note about the lack of a centered image. We have a large jig that we laser-cut (when the machine was actually working) so the parts are always in the exact same spot as before. When we make the file that we want to engrave, we line them up exactly in a CAD program (since we know the exact dimensions of the jig).
Are you using the exact same design in both of these examples? The “good” example seems to almost be fundamentally different. In which direction direction was the scanning for that burn? Was it horizontal?
This looks like to me you’ve got a different fundamental problem possibly not related to the controller. Have you reviewed the following:
lens focus or dirty optics and or mirrors
laser alignment - almost looks like laser is not converging properly
laser tube - is your tube lasing properly? Are you getting a TEM00 mode profile?
Are you using the same LightBurn design on the new controller that you used for the old controller?
Do you get repeatable results irrespective of actual position with the new controller?
Yes, I am using the exact same design in both cases, with the same speed (190 mm/s) and power (35). The scanning was done in the same direction, left to right, and it was bidirectional in both cases.
I have refocused and cleaned the mirrors on my laser cutter very recently since I was directed to do that before. I didn’t see much difference.
For the next two, you’ll have to excuse, but I don’t fully understand what you mean by “laser alignment” or what a TEM00 mode profile is.
And again, not sure what you mean by LightBurn design.
Yes, I get the very repeatable results on the laser.
I’m referring specifically to how the laser light is redirected from tube all the way to the lens tube nozzle. Check laser alignment at each mirror and exit position at the nozzle.
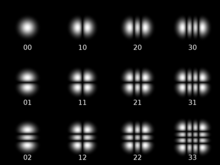
This is a bit technical but simply put, a healthy high quality tube should produce a gaussian beam. TEM00 refers to a specific mode that is characteristic of a gaussian beam production. Perform a pulse test and check the characteristic of the burn pulse. Ideally it will produce a single intense dot. Other patterns could represent a potential degradation of the laser or inherent problem with the tube.
Refer here:
I was asking if you used the same design file for both the before and after photos. I think you confirmed earlier that you did so may be covered.
After we got it all installed, the engraves came out just fine. I don’t know why the new controller didn’t work…maybe a faulty controller. But we may revisit this at a later date.