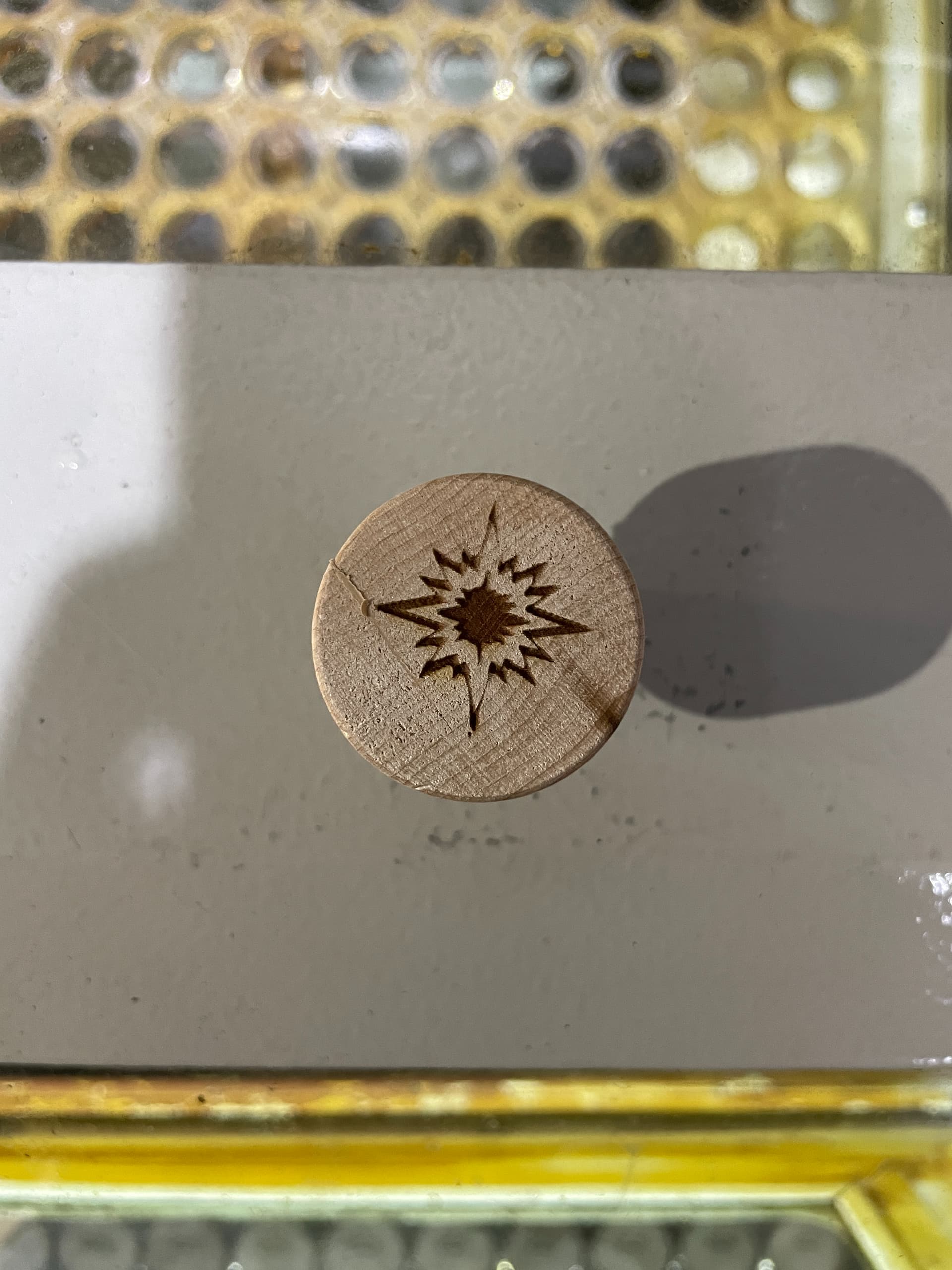
We have an 80 w Logilase 9060. We recently switched it to a Ruida controller so we can use LB. However, the laser is missing small details while engraving. In order to rule out any hardware problems, we reinstalled the old controller and used the old software and the engraves came out just fine and at much higher speeds*. I have triple-checked that the laser is in focus and have done a bit of testing on changing line intervals and lines per inch, but no luck. As you can tell in the photo it misses the smaller details where the laser doesn’t pulse as long.
*I would give you the exact speed at which the new controller runs, but it doesn’t tell us. It only says “Speed 90%”…whatever that means. But by eyeballing it, it looks to me to be somewhere in the 250 mm/s to 300 mm/s. By contrast, we are running at 180 mm/s and still missing details. Even slowing it down does not help.
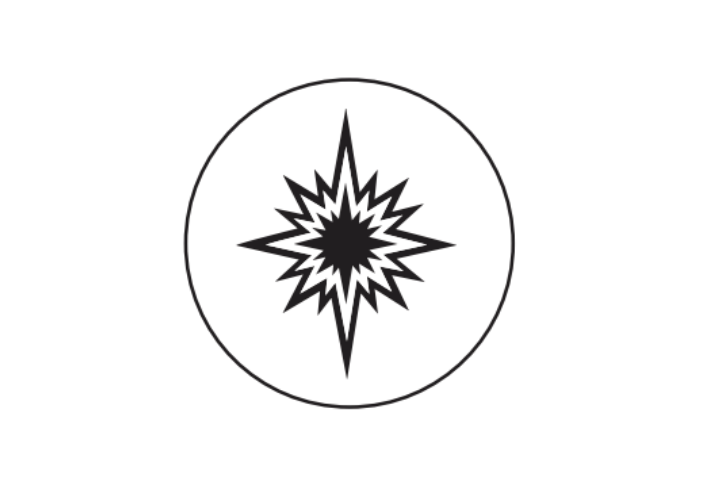
Yes I realized as I posted this that a good quality one would be beneficial! Sadly, those are shipped off. But I can provide what the logo should look like. The thin lines near the top and bottom are supposed to be, well, not thin.
I don’t know what setting in Lightburn would cause this…
You changed out the brains and the control software… Does it work OK with RDWorks? That is the Ruida supplied software. If it works with RDWorks, then I’d suspect a software issue, but you changed out all the controlling hardware … This is why I’m asking about these interface voltages.
Both controllers should be handling the interface to the lps the same way. This isn’t anything like maximum/minimum spindle speeds to change how it talks to the lps.
I agree with your diagnosis, to some extent, but you can’t swap out the hardware and the software and feel like you identified it as the software…
The only way I know to do this is to check that it’s wired correctly and then isolate the controller from the lps…
Then we can follow where that leads…
I’m open to suggestions if you can think of a better problem resolution path.?
One is laser enable and the other is IN. Laser Enable turns the laser on with a tube current limit set by the IN pwm (or analog voltage).
The IN terminal resolves to a control voltage between 0 and 5V, so it can be a pwm or analog signal.
From the Controllers L-On1 → L of the lps
Pick one of these for tube current control to the IN terminal of the lps.
LPWM1 → IN of the lps. - Digital
L-AN1 → IN of the lps. - Analog
There is a P input (sometimes WP), which is water protect and it most be held low to indicate water flow.
This is more effectively used by the Ruida, wiring this to ground and the water flow error signal wired to the Ruida Water protect input (WP1). The advantage is upon a power, coolant or door protection error, the Ruida will stop the machine, so you can fix the issue and restart without losing it’s place.
If you use the P input, the Ruida will keep going, it just won’t lase and the work is ruined.
So I currently have LPWM1 wired to IN of the lps (well, I think it is wired to the IN terminal as the laser does fire. The documentation on the lps we have ranges from very, very little, to none at all.)
Would you recommend swapping the wiring that is currently going from LPWM1 → IN to L-AN1 → IN?
I don’t have anything wired into my WP terminal currently. Other than the quality of life improvement you mentioned, would this change anything?
There isn’t any pinout diagram on the lps, so I can’t really say for certain. Maybe this is a silly question but again, I am new…would the laser be able to function if I didn’t have L wired in correctly?
Also, RDWorks engrave is going right now. Although it isn’t done yet, it looks the same or worse. I will post photos once it is done.
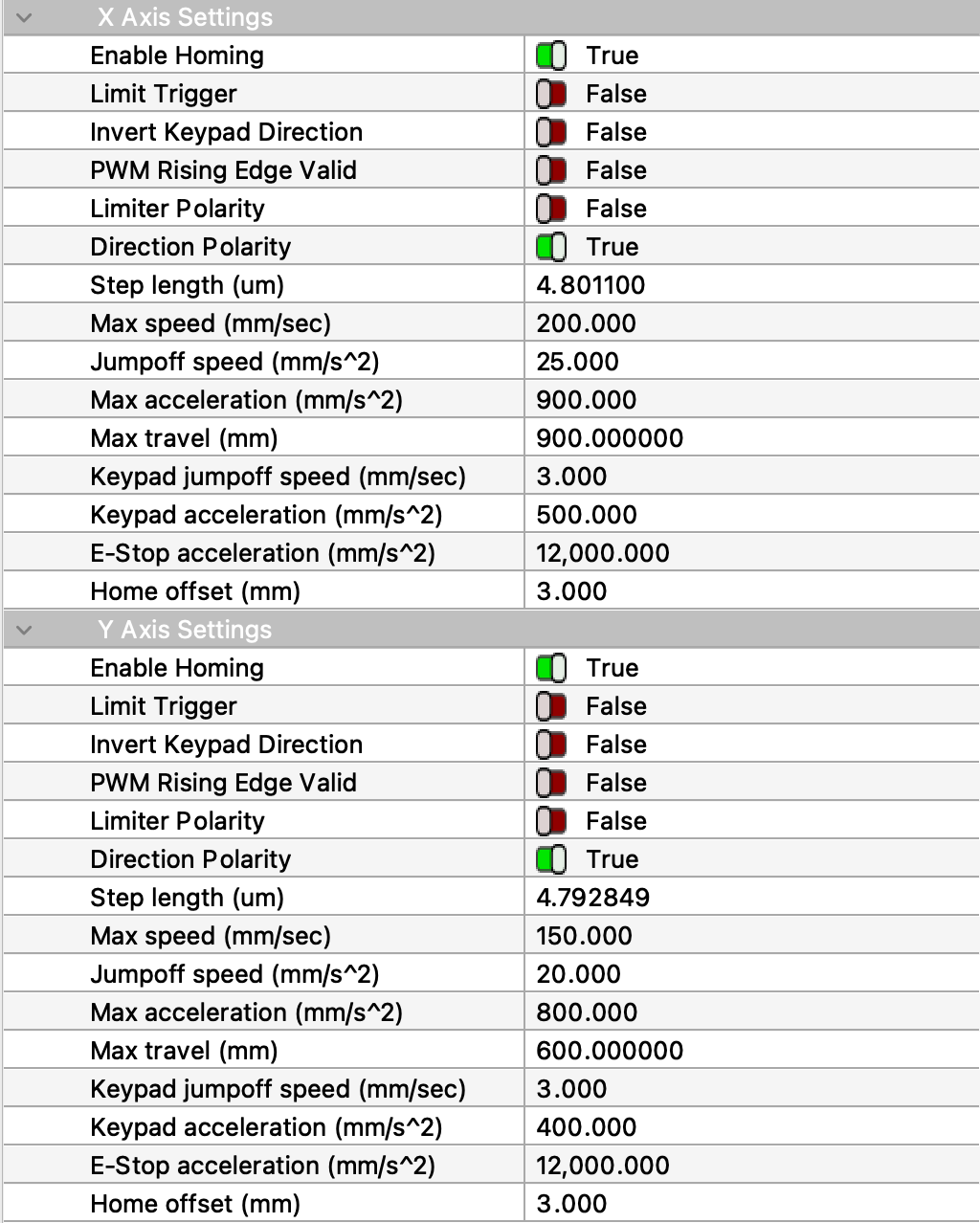
More likely, the new Ruida controller is not set up to match the old controller. The controller settings constrain the speed & power settings in LightBurn: the layer settings can be anything you want, but the controller settings clamp those.
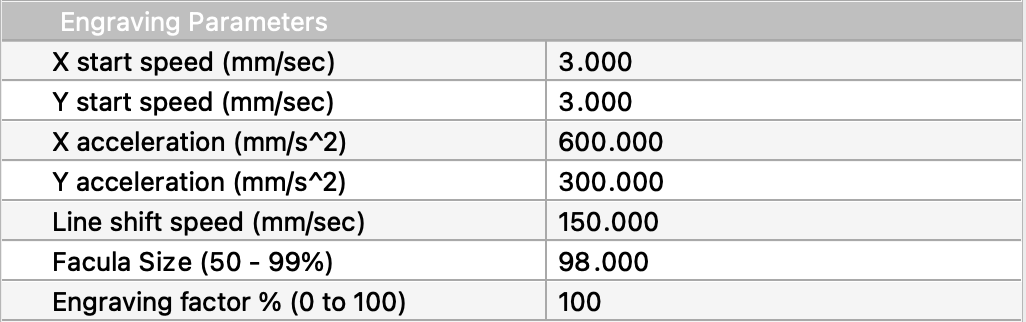
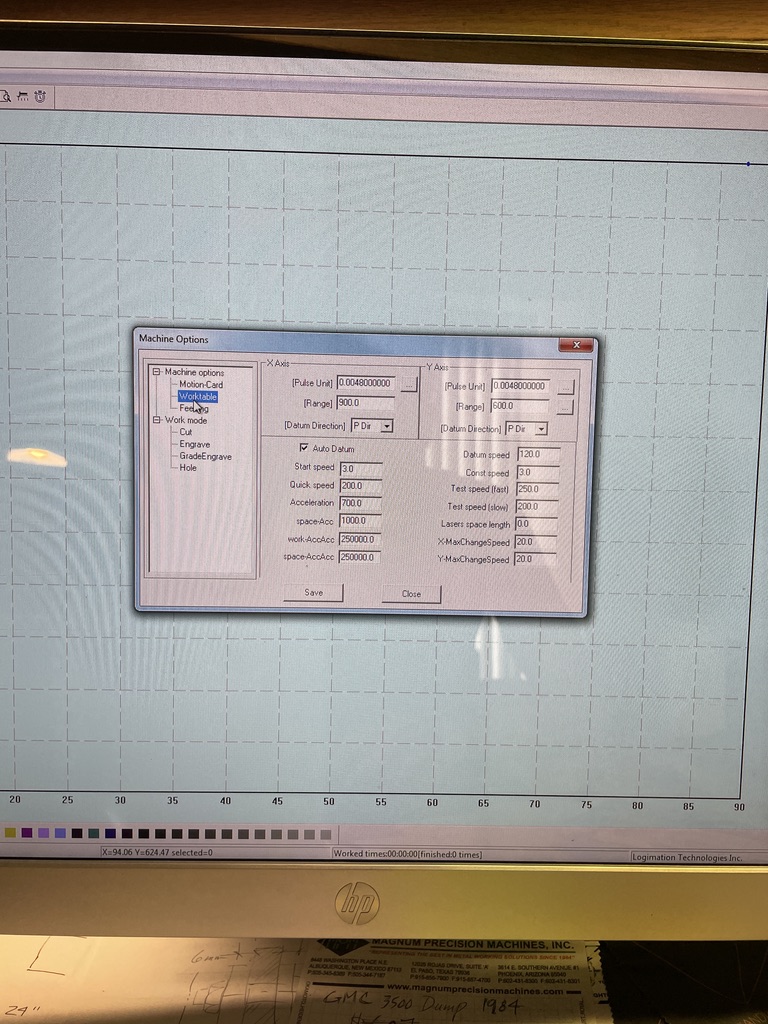
Take screenshots of the Edit → Machine Settings pages so we can see what’s going on in there. The X and Y axis values (expand the Vendor Settings line) are vital, because that’s where the speed & acceleration limits come from.
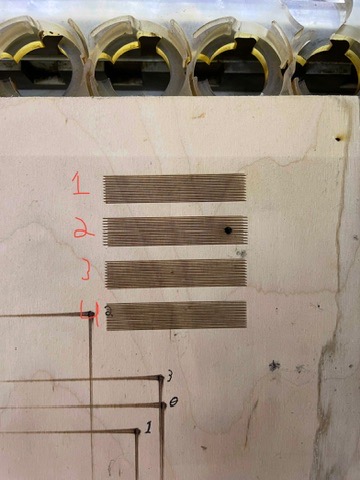
Here are the results of running the same file, at the same speed, and same power but using RDWorks.
Note the faded lines at the top and bottom of the engraving. Also noticed how the engraving is off-centered. That is another problem we have been having but maybe I will make a different post about that later.
I will also mention another problem we’re having that I don’t think is related but perhaps it is and I want you guys to know as much as possible.
The engravings get weaker and weaker as the laser moves from left to right. The above photo is the bottom left and this is the bottom right.
For comparison, my 700×500 mm OMTech has 500 mm/s for both of those.
So, yes, it will look like it’s going slowly, because it is!
The acceleration values are also low. My machine has 10000 and 3000 mm/s² for X and Y.
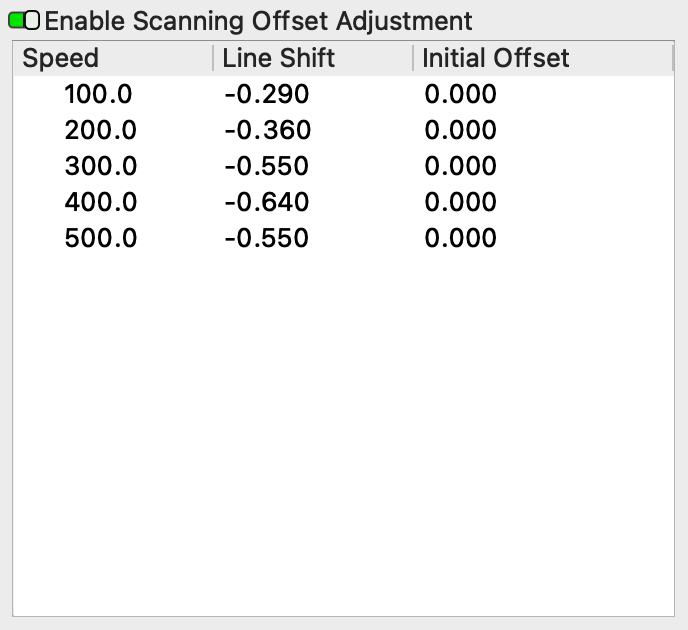
AFAICT, the scanning offsets should be positive numbers, not negative. In any event, the machine was not running any faster than 200 mm/s, so you’ll need to re-do those measurements after uncapping the speeds. This may also clear up the “faded” lines and off-center engraving, as adjusting the turn-on time in the wrong direction could produce truncated pulses.
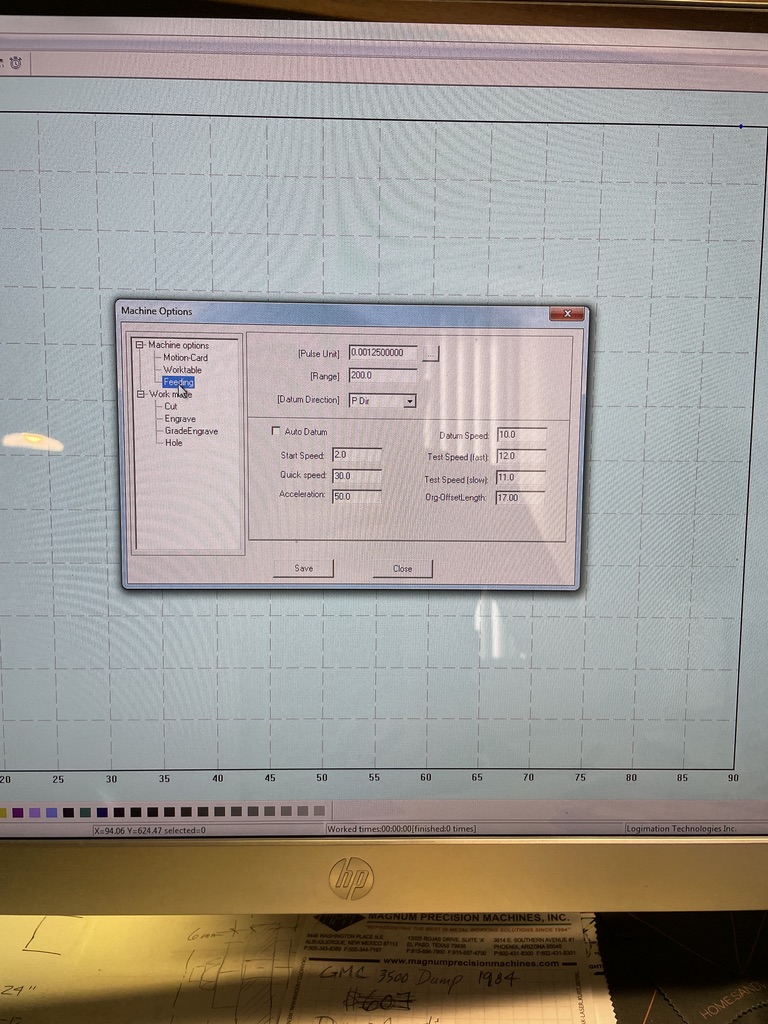
The 3.0 mm home offsets seem large. Does the machine have mechanical home switches? Does the home position leave 3 mm clearance from the switch positions?
That is 100% guaranteed to be a mirror or lens alignment / cleanliness issue, because there are no software or firmware settings along the lines of “get weaker over on the right side”.
If it’s much worse in the far corner from Mirror 1, then a “fourth corner” tweak is in order.
Unfortunately, because you cannot access the settings of the old controller, you must reconfigure this one from scratch. The fact that “it used to work” suggests getting the details right will improve the results, but we must work from the evidence at hand rather than recalling The Good Old Days.
I will adjust my speeds accordingly and redo the scanning offset measurements. I will also redo the mirror alignment and clean them up.
With regards to the home switches, I can’t really get a good measurement as they are tucked away in the corner. Shall I reduce this or remove it entirely?
And, although I don’t have much experience with lasers, I did have the foresight to take photos of the old Leetro controller settings. I probably should have led with that now that I think about it.
I believe these should be the relevant ones, though I do have photos of the other ones if need be.
Edit: Now looking at those photos, I remember that I recently adjusted the speeds on the laser to be the same as those of the old controller. So I did have a higher speed setting when I did the scanning adjustments.
What speeds where? If it’s percentages what values are you using?
@ednisley pointed out both of these axes have very slow maximum speeds…
On mine, the maximum speed for the X axes is set to 1750mm/s and the acceleration is about 50,000mm/s^2 … so these settings can be a large range depending on your hardware.
The photos that are not screen shots are illegible to me, so I’m no help there.
The Worktable page might be for manual jogging controls, as those values seem very low.
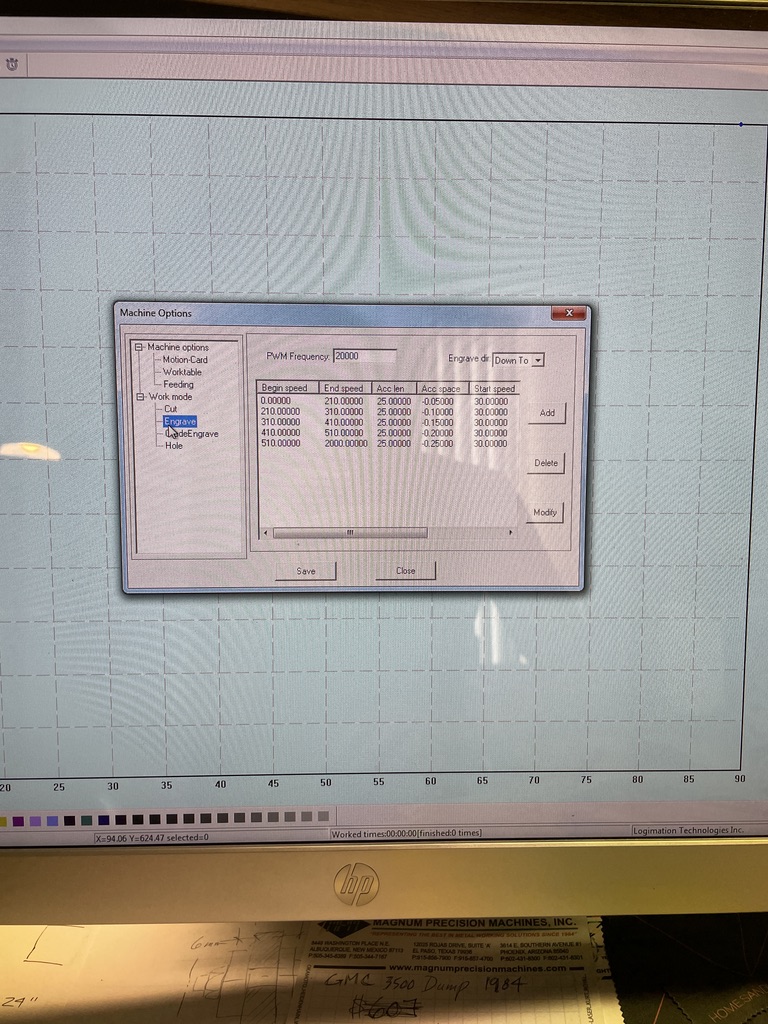
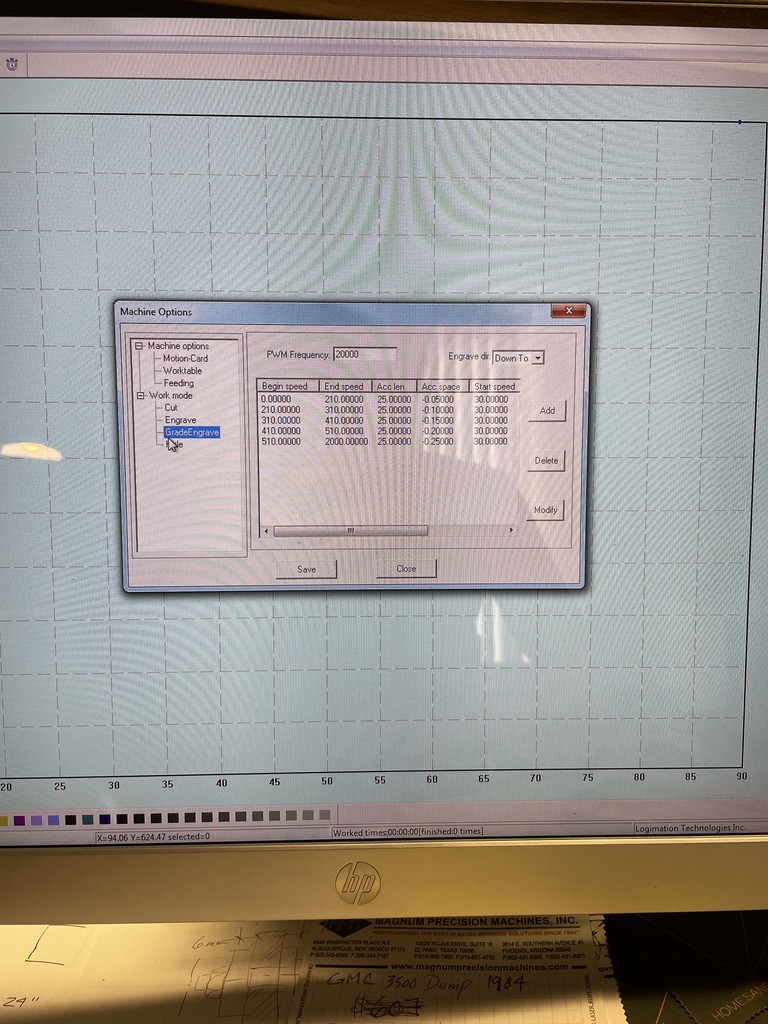
The GradeEngrave page suggests the X axis can reach 2000 mm/s, which seems … optimistic. Use the X and Y speeds & accelerations for my machine until everything else hangs together, then you can increase them in 25% steps until the machine can’t keep up, then decrease by 10% and call it a day.
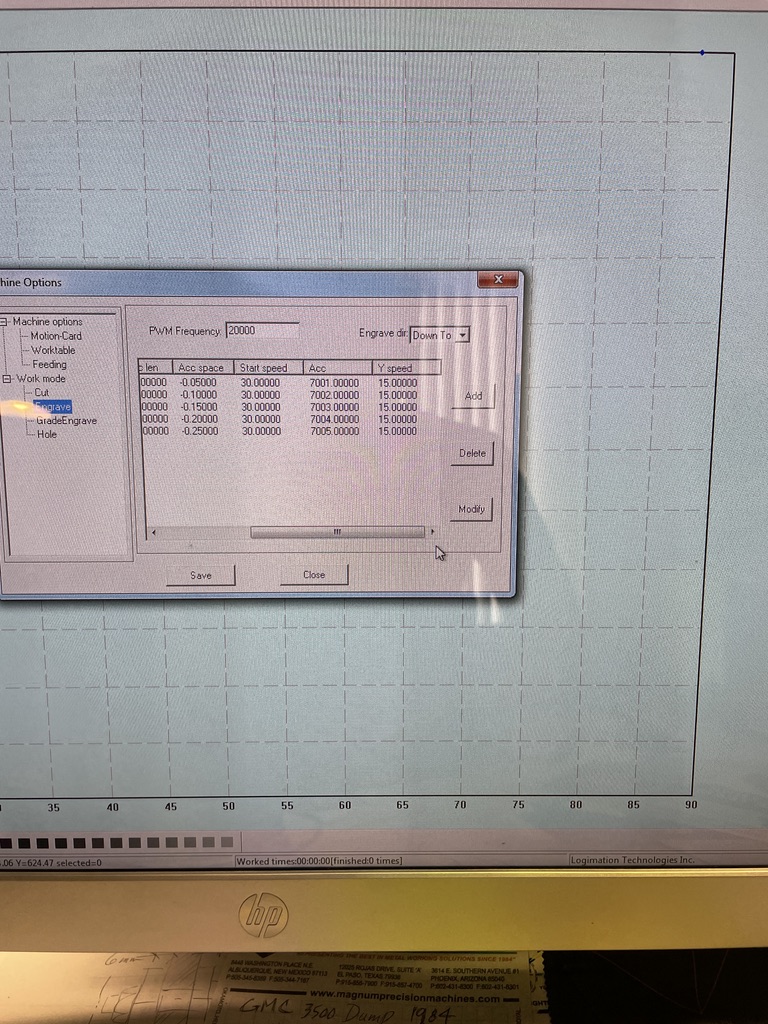
The Engrave page looks like hand-hewn speed / acceleration values that do not transfer directly to the Ruida controller through LightBurn’s Scanning Offset Adjustments. You must measure those distances directly from the engraving test results, per the doc.
As far as the home offsets go, leave 'em alone until you desperately need another three millimeters of workspace.
Do the changes, make the measurements, and let’s see what happens!
It appears that my scanning adjustments need to be made negative, as redoing them with positive numbers gives me worse results. I went from 0 to .5mm (to get a ballpark) and the lines were more misaligned.
I did look into it a little bit and Lightburn had worked with someone previously and had recommended negative offset adjustment numbers [quote=“LightBurn, post:8, topic:6943”]
And it looks like -0.04 or -0.05 might be the ticket, based on the images you’ve shown
[/quote]
(I tried to do the fancy quote thing but no luck, sorry)
Remember to turn off the Scanning Offset Adjustment before making the measurements, because you don’t want the corrections fighting each other.
Do you have a measuring magnifier to get real numbers from the test results? Using bogus numbers will produce bogus results.
Show pix of the tests so we can see what you do; something may suggest itself.
I highlight the text to quote, whereupon hovering the moust pointer over it produces a flying menu with Quote: click and the magic happens. There’s a forum setting in the Profile → Interface about Enable quote reply for highlighted text that enables the magic.